Данная инструкция справедлива для станков с фанерной рамой серии «Моделист», настольных алюминиевых станков, а так же станков средних размеров из алюминиевого конструкционного профиля с передачей на ШВП.
Инструкция по запуску станков больших размеров на реечной передаче находится по ссылке:
https://cncmodelist.ru/opisanie-stankov/tekhnicheskoe-opisanie-chpu-stankov/instruktsiya-po-pervomu-zapusku-stanka-2.html
ШАГ 1. Подключение контроллера.
1.1 Произвести подключение контролера шаговых двигателей к станку, согласно имеющейся маркировки на проводах и табличке над клеммниками контроллера. Рисунок 1.
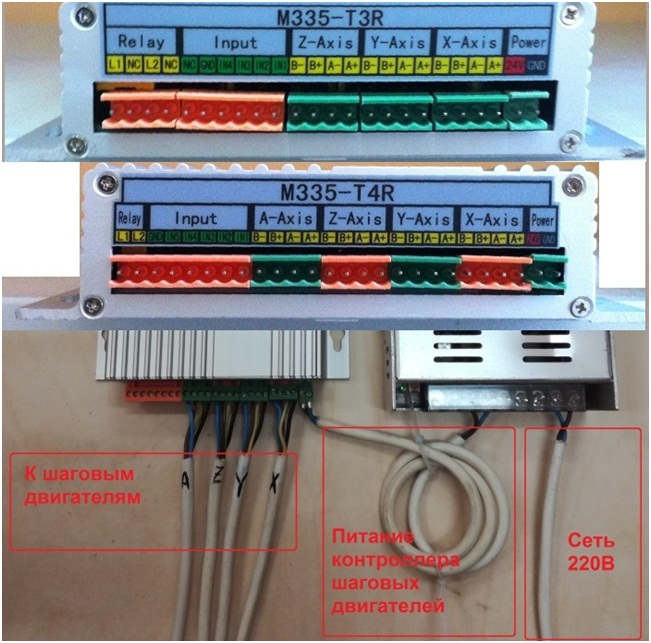
Рисунок 1.подключение контролера шаговых двигателей
1.2 Подключить контроллер шаговых двигателей к компьютеру.

Рисунок 2 –подключение контроллера шаговых двигателей к LPT- порту компьютера.
1.3 При использовании переходника USB-LPT произвести подключение согласно рисункам 3 и 4.

Рекомендуемый вариант подключения рисунок 3.
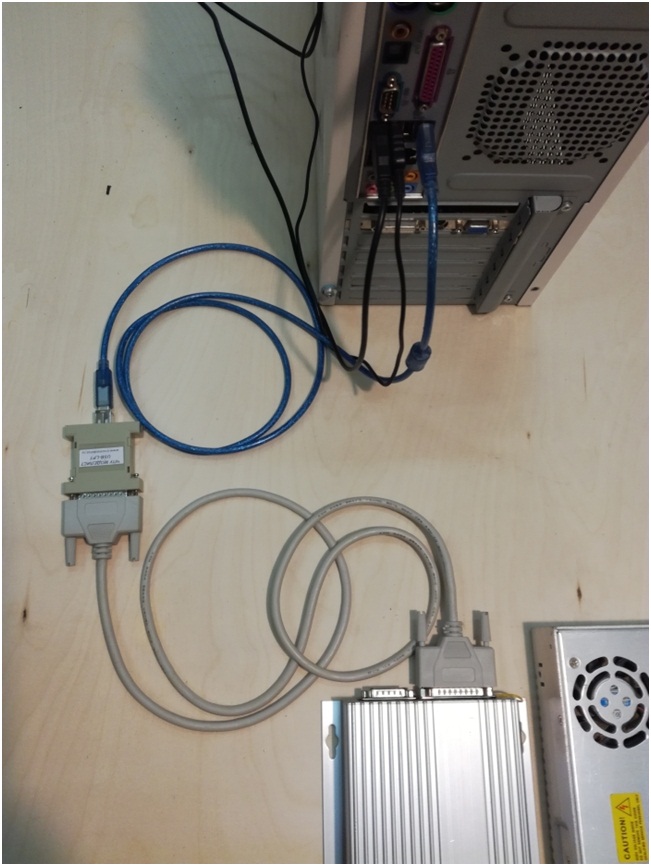
Рисунок 4
ШАГ 2. Подготовка шпинделя.
Если на станок установлен шпиндель жидкостного охлаждения — произведите сборку системы охлаждения, согласно соответствующей инструкции. Инструкция высылается по запросу на электронную почту.
ШАГ 3. Подготовка ПК.
3.1 ВНИМАНИЕ ВАЖНО! Для управления станком непосредственно через LPT порт невозможно использование компьютеров с многоядерными процессорами INTEL.
(системные платы Intell имеют в себе средство изменения рабочей частоты процессора при изменении нагрузки на него. При этом все порты тоже испытывают флуктуацию по частоте – как результат, сигнал «плавает», то есть при работе Mach3 происходит изменение частоты сигнала step, что приводит к неравномерности движения рабочего органа станка- дерганью, ударам и даже остановкам)
Для проверки LPT порта 3-4 раза производим переезд в режиме ручного перемещения (с использованием клавиш ← → и↓↑) на полную длину рабочего стола. Движение должно происходить плавно с постоянной скоростью, без дерганья, рывков, ударов и остановок. Если при перемещении происходит локальные изменения скорости движения и/или остановка в процессе движения портала, то для проверки необходимо в пункте меню Config →MotorTuning изменить параметр Velocity уменьшив его в 10 раз. Если изменения скорости движения уменьшатся, а остановки прекратятся, но при этом удары и толчки сохранятся, то данная материнская плата не пригодна для управления станком через LPT-порт.
Для работы непосредственно через LPT порт подходят:
А) только компьютеры с одноядерными процесорами INTEL и любые компьютеры с процессором AMD и только 32 разрядные версии операционной системы windows
Б) любые компьютеры с операционной системой LinuxCNC.
3.2 При работе со станком через USB переходник или Ethernet переходник можно использовать любые компьютеры и любые версии операционной системы Windows. USB переходники должны быть только специализированные, с драйвером под программу Mach3.
3.3 Компьютер для управления станком должен быть отдельно выделенный, без лишних программ. Не устанавливать антивирусы! Оперативной памяти не менее 1ГГб, если видеокарта встроенная то не менее 1,5Гб , процессор от 1ГГц. Перед установкой mach3 переустановите операционную систему, обязательно установите все необходимые системе драйвера, отключите брандмауэр, отключите гашение экрана в настройках электропитания, отключите экранные заставки, отключите файлы подкачки с жестких дисков.
Более подробно о установке и настройке ПО для работы станка необходимо ознакомиться с информацией по следующей ссылке:
https://cncmodelist.ru/opisanie-stankov/tekhnicheskoe-opisanie-chpu-stankov/instruktsiya-po-ustanovke-programmnogo-obespecheniya.html
Отключение антивирусов и брандмауэра в Windows XP:
3.3.1 Зайдите в Меню пуск, откройте Панель управления.
3.3.2 Откройте Центр обеспечение Безопасности.
3.3.3 Щелкните по Брандмауэр Windows.
3.3.4 В появившемся окне переставьте переключатель на Выключить (не рекомендуется) и нажимаем ОК.
3.3.5 Для отключения предупреждений Windows о безопасности нажмите в окне Центра Обеспечения безопасности windows по ссылке Изменить Способ Оповещения Центром обеспечения безопасности. В появившемся окне уберите все галочки после чего нажмите ОК.
Отключение антивирусов и брандмауэра в Windows 7:
3.3.6 Для отключения брандмауэра его необходимо открыть, что бы его найти воспользуйтесь поиском Windows 7. Откройте меню Пуск и напишите «бра» и выберите простой брандмауэр Windows.
3.3.7 В левой части окошка выбирите Включение и отключение брандмауэра Windows.
3.3.8 В открывшемся окошке вы можете отключить брандмауэр для всех сетей сразу.
3.3.9 После, необходимо выключить службу Брандмауэр Windows. Воспользуйтесь поиском из меню Пуск.
3.3.10 В открывшемся окошке найдите службу Брандмауэр Windows и дважды кликните по ней левой кнопкой мышки . В открывшемся окошке Свойства нажмите Остановить. Затем в поле Тип запуска из выпадающего меню выберите Отключена. Нажмите ОК.
3.3.11 Отредактируйте конфигурацию системы. Откройте Пуск и напишите «кон». Выберите Конфигурация системы. В открывшемся окошке перейдите на вкладку Службы, найдите Брандмауэр Windows. Снимите галочку и нажмите ОК
ШАГ 4. Установка, проверка корректности работы программы, генерирующей G-код.
4.1 Установите на компьютере Mach3.
4.2 Скопируйте в папку Mach 3 расположенную на диске С: профиль станка (файл настроек), присланный по электронной почте, переданный на носителе информации (флешке) или скачанный с сайта.
4.3 Если используется переходник USB-LPT, произведите установку драйверов и плагина согласно статье Подключение контроллера с использованием переходника USB-LPT или руководству по эксплуатации на переходник.
4.4 При использовании платы расширения PCI-LPT, порядок действий также описан в статье «Подключение контроллера с использованием карты PCI LPT».
4.5 Для запуска программы потребуется ярлык «Mach3 Loader», остальные ярлыки можно удалить.

4.6 В открывшемся окне рисунок 5 выберите профиль станка и жмем OK.
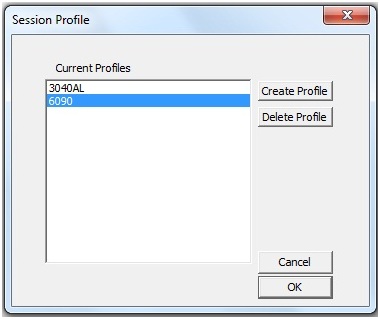
Рисунок 5.
4.7 Выберите источник управления, рисунок 6 при работе с LPT портом или рисунок 7 при работе с переходником USB-LPT.
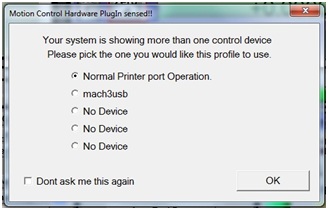
Рисунок 6.
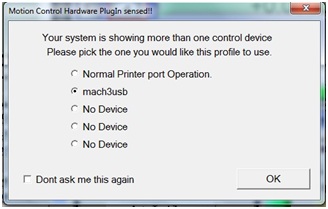
Рисунок 7.
4.8 Загружается главное окно программы Mach3, Рисунок 8.
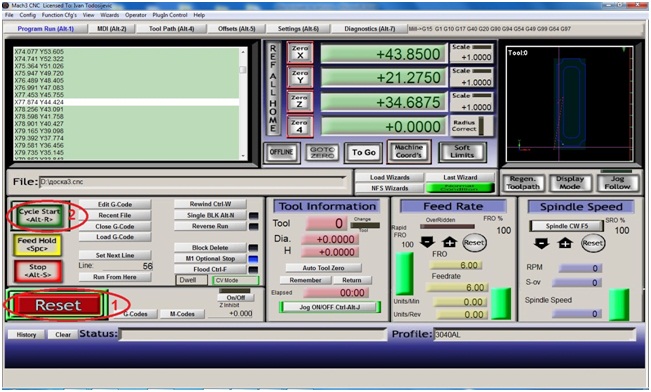
Рисунок 8.
4.9 Включите питание контроллера шаговых двигателей. В главном окне программы MACH3 нажимаем клавишу «Cброс» (Reset) (1), чтобы рамка вокруг неё не мигала и светилась зеленым цветом, рисунок 8. В этот момент шаговые двигатели должны зафиксировать свое положение (послышится щелчок) и слегка зашуметь.
Теперь нажимая на клавиатуре стрелки (влево вправо вверх вниз) наблюдаем на станке перемещения по осям, а на экране изменение координат в полях X Y слева вверху, для перемещения по оси Z кнопки PageUP, PageDown. Также можно вызвать экранный пульт управления перемещением, клавишей «Tab» на клавиатуре вашего компьютера, рисунок 10.

Рисунок 10
4.10 Если перемещения не происходит, то проверьте корректность установки программы и драйверов.
4.10.1 Если используется подключение через LPT- порт, то откройте «Панель управления» — «Диспетчер устройств»- находим Mach3 X Pulsing Engines-свойства. Корректно установленный драйвер — рисунок 12.
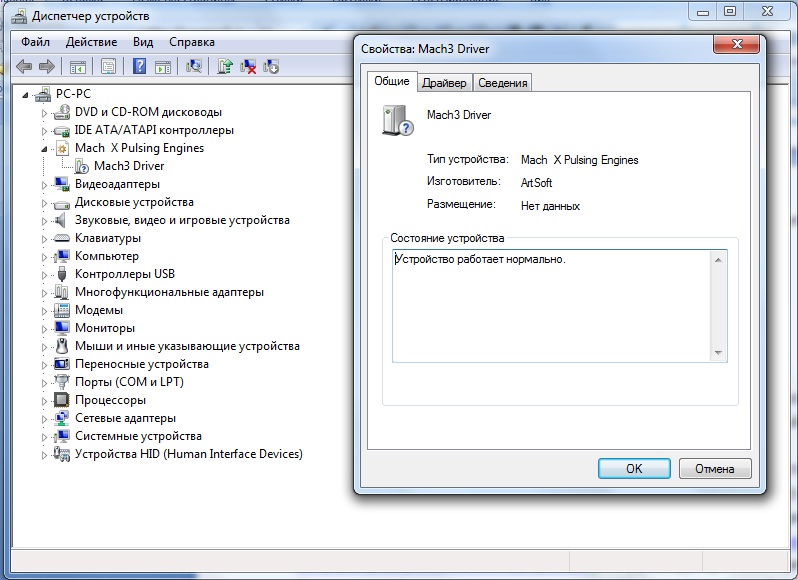
Рисунок 12
4.10.2 Если используется переходник USB-LPT, то откройте «Панель управления» — «Диспетчер устройств»- найдите CNCDevicesClass-свойства. Корректная установка драйверов и правильное обнаружение операционной системой адаптера –рисунок 13.
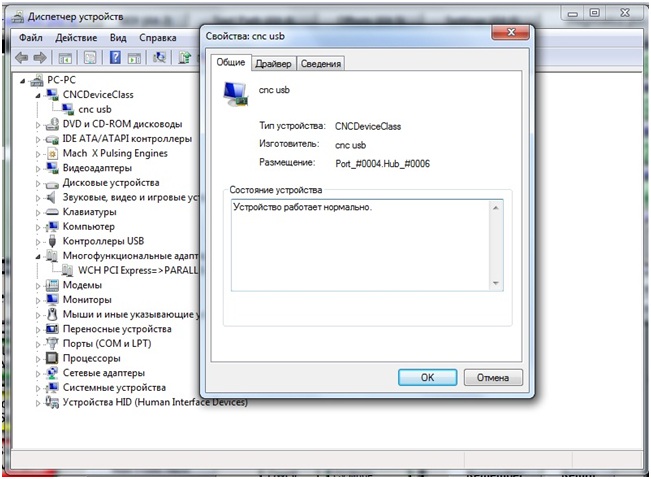
Рисунок 13
4.11 При несовпадение направления перемещения портала станка с направлением стрелок клавиатуры, например при нажатии клавиши «←» инструмент движется в право, изменить направление можно в меню Сonfig->Port and pins->Motor outputs установив галочку в поле DirLowActive напротив нужной оси, рисунок 14.
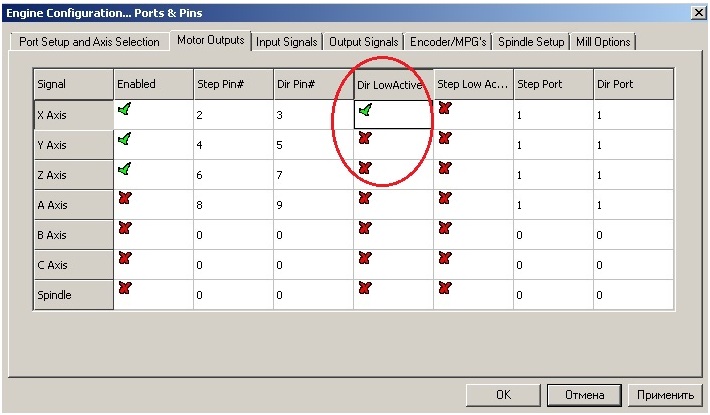
Рисунок 14.
ШАГ 5 Проверка правильности перемещения рабочего инструмента.
Для проверки правильности перемещения рабочего инструмента, необходимо положить на стол линейку и, управляя перемещением с клавиатуры стрелками, проконтролировать совпадение пройденного расстояния по линейке с показаниями в окнах отображения координат MACH3.
5.1 Установите единицами измерения «по умолчанию» -миллиметры: открываем Config->Select Native Units. Mach3 выведет на экран окно с предупреждением о необходимости совпадения единиц измерения установленных в программе и используемых в G-коде. Нажимаем ОК и переходим к окну установки единиц измерения, рисунок 14.
5.2 Для вступления в силу настроек перезагрузите программу. Если далее не планируется использовать при создании управляющих G-кодов дюймовую систему измерения, оставляем метрическую систему для постоянного использования.
Ниже приведён пример проверки настроек для оси Y. Аналогично следует проверить все оси.
5.3 Перемещаем портал и каретку станка до упора на себя и влево –рисунок 15.
5.4 Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z, устанавливаем линейку по оси Y, рисунок 16.

Рисунок 16.
5.5 Клавишей ↑ перемещаем портал на 100 мм по координате цифрового поля. Далее сверяем с фактическим перемещением по линейке — рисунок 17.
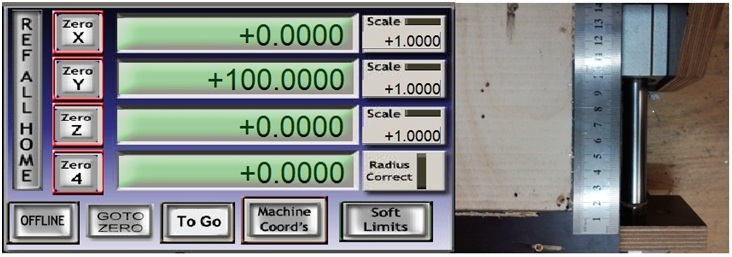
Рисунок 17.
5.6 В случае несовпадения реального перемещения с координатами в Mach3, проводим калибровку для соответствующей оси перемещения, как описано в документации программы Mach3.
5.7 Закрываем Mach3 и отключаем питание станка.
ШАГ 6. Установка фрезы.
6.1 У станков с использованием шпинделей Kress для установки фрезы используется ключ 17. При установке производится удержание вала нажатием кнопки фиксатора, рисунок 18.
Вращением гайки против часовой стрелки отпускаем цангу, вставляем фрезу и производим зажим хвостовика фрезы в цанге вращением гайки по часовой стрелке. Установленная фреза – рисунок 19.

Рисунок 18.
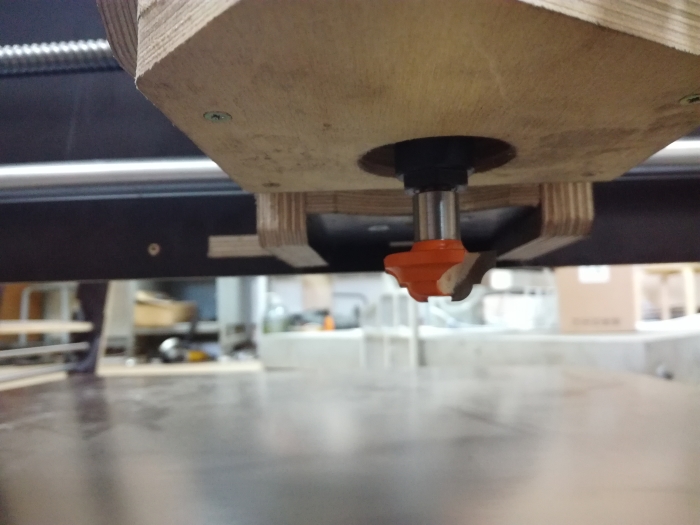
Рисунок 19.
6.2 Для станков с использованием шпинделей жидкостного охлаждения с цангой ER11 установка фрезы производится с использованием ключей на 13 и 17 рисунки 20..22. Для установки фрезы удерживаем вал шпинделя за лыску на валу ключём на отпускаем зажимную гайку цанги , вставляем фрезу, и производим зажим хвостовика фрезы.

Рисунок 20.
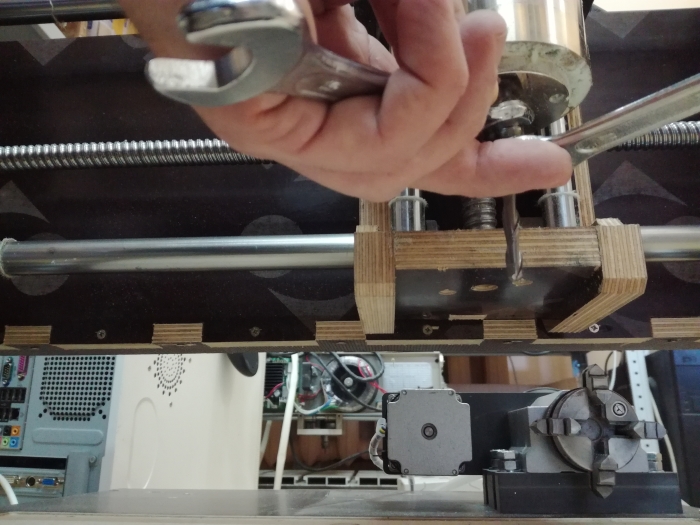
Рисунок 21.
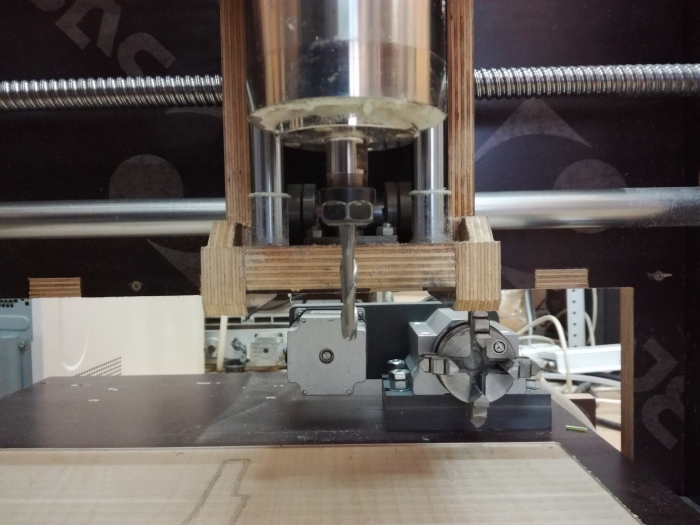
Рисунок 22.
ШАГ 7. Установка заготовки.
7.1 Установка заготовки на рабочий стол станка из профиля с Т-пазом осуществляется металлическими прижимами –рисунок 23.

Рисунок 23.
7.2 При использовании станка с фанерным столом или жертвенным столом из фанеры:
7.2.1 наиболее простой вариант крепления с помощью винтов «саморезов» рисунок 24.
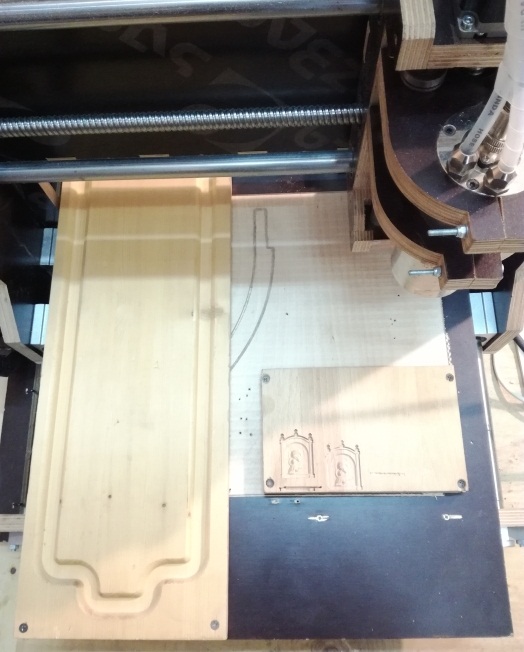
Рисунок 24.
7.2.2 Так же существует множество вариантов крепления заготовки с помощью мебельных втулок, рисунки 25…30. Подробнее об этом варианте крепления в http://cncmodelist.ru/stati/eto-interesno/poleznye-prisposobleniya-dlya-stankov-s-chpu.html:

Рисунок 25. Мебельная резьбовая втулка
Рисунок 26. Установленные резьбовые втулки по углам стола
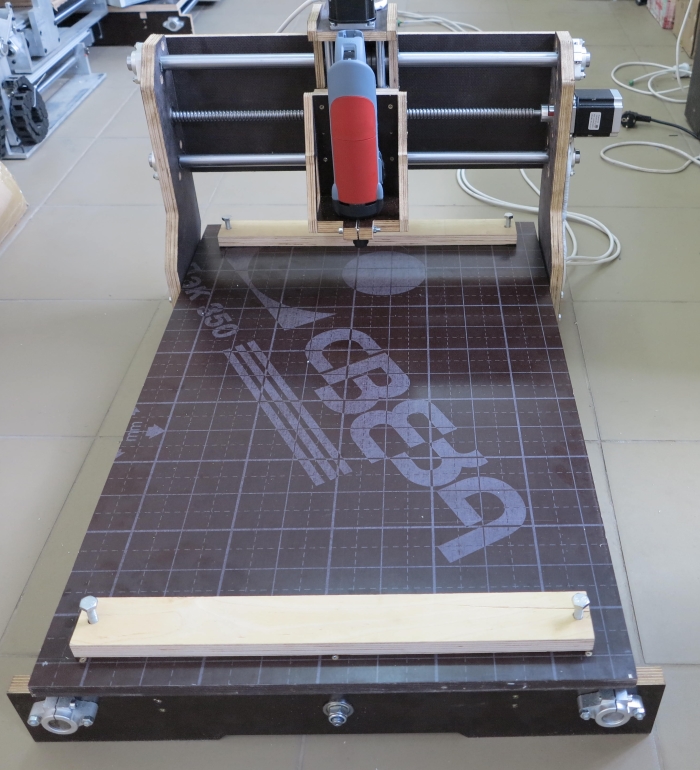
Рисунок 27. Установленные прижимы

Рисунок 28. Закрепленная прижимами заготовка
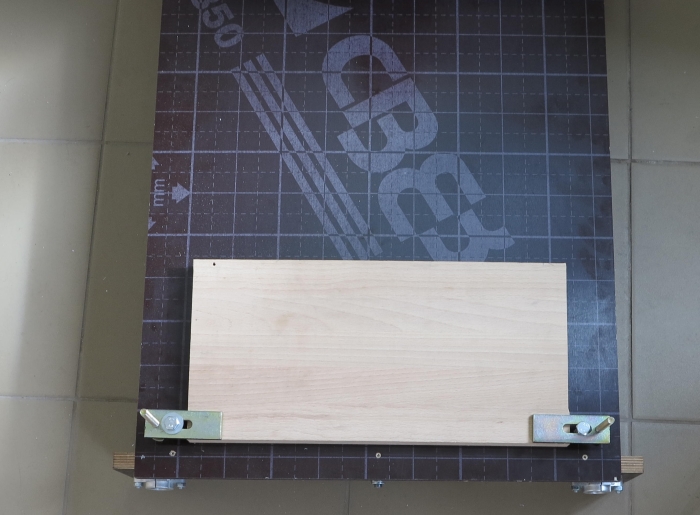
Рисунок 29. Заготовка закрепленная стандартными стальными станочными прижимами
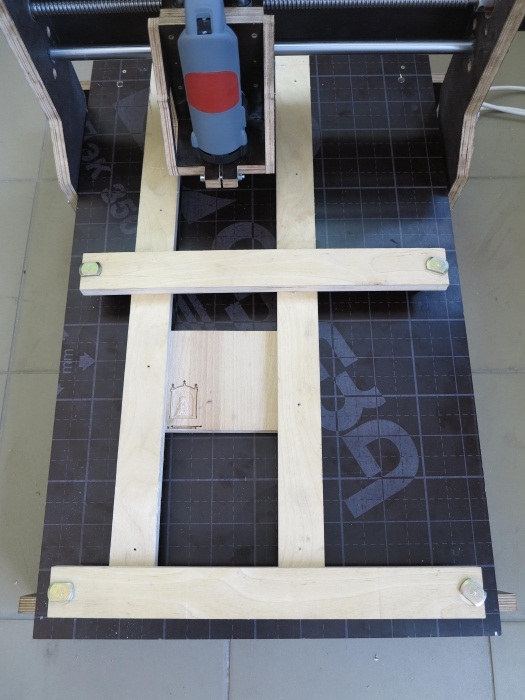
Рисунок 30 Установка дополнительных планок для крепления заготовок любого размера в любом месте стола
ШАГ 8. Установка рабочего органа станка в начальную точку резки.
8.1 Включаем питание станка, запускаем Mach3 и выводим каретку станка в начальную точку резки (как правило это левый нижний угол (вы стоите лицом к передней части станка)) с использованием стрелок на клавиатуре и кнопок “PageUP” и “PageDown”(или виртуальным пультом управления –вызывается кнопкой Tab).
Начальная точка резки определяется при создании проекта –например новой модели в ArtCam, рисунок 31.
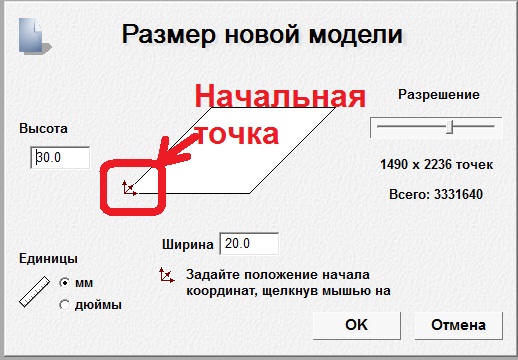
рисунок 31
8.2 Если имеется в наличии только G-код, то начальную точку можно определить в окне Mach3, загрузив исполняемый файл: File→Load G-Kode. Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z курсор в окне визуализации устанавливается в начальную точку.
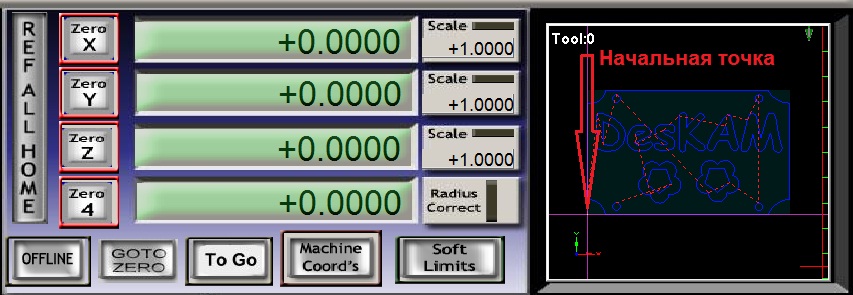
Рисунок 32.
8.3 Управляя вертикальным перемещением шпинделя касаемся нижним торцом фрезы материала заготовки.
Нажатием кнопок Zero X, Zero Y, Zero Z обнуляем программные координаты, рисунки 33, 34.
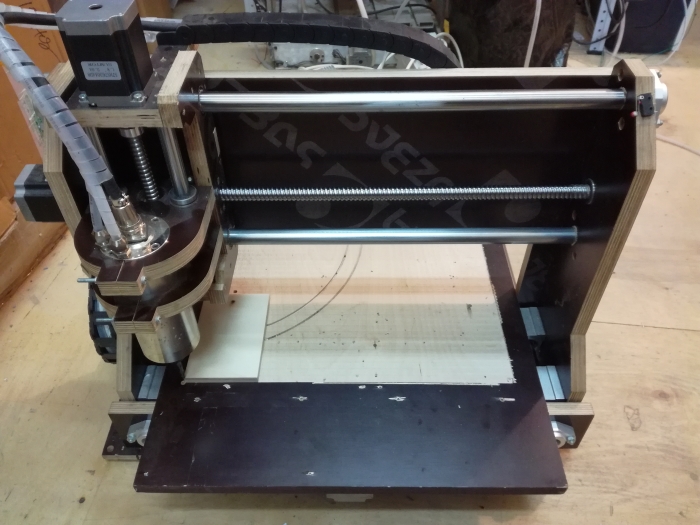
Рисунок 33.
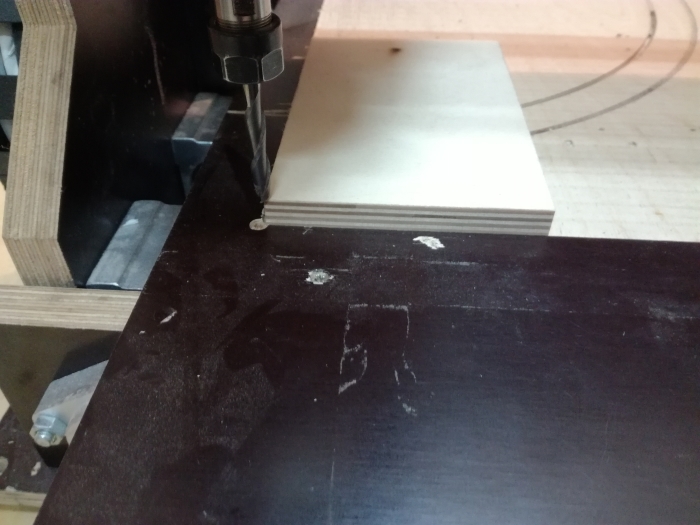
Рисунок 34
8.4 Нажатием кнопки “PgUp” поднимаем шпиндель на безопасную высоту -10…15мм над заготовкой.
ШАГ 9. Загружаем G-код: (File→Load G-Kode). Станок готов к запуску .
ШАГ 10. Производим запуск шпинделя.
10.2 При работе со шпинделем жидкостного охлаждения рисунок 39 :
— запускаем систему жидкостного охлаждения шпинделя (включаем насос).
— включаем частотный преобразователь.
— вращением потенциометра на лицевой панели частотного преобразователя устанавливаем необходимые обороты вращения шпинделя.
— нажатием кнопки RUN производим запуск шпинделя.
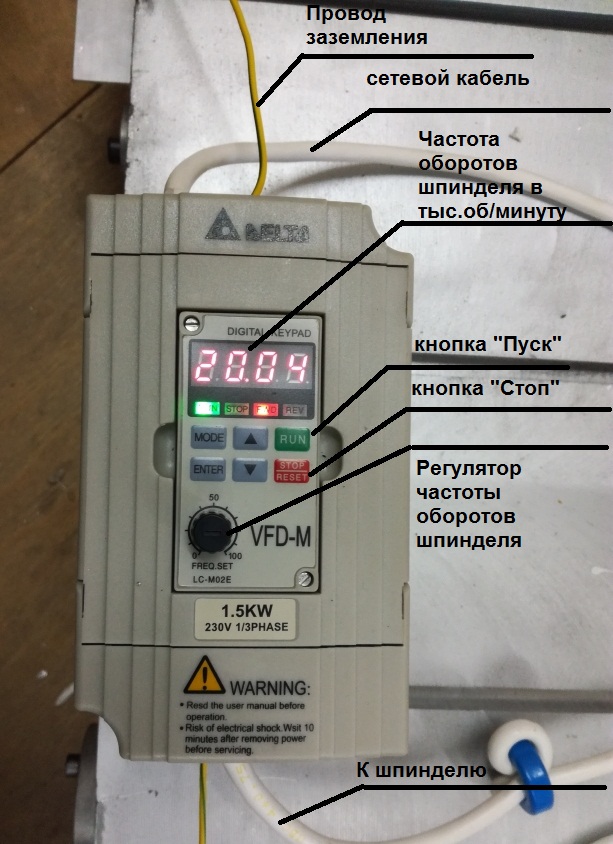
Рисунок 39
10.3 Далее нажатием кнопки “Cycle Start”в главном окне производим запуск исполняемого G-кода рисунок 40.
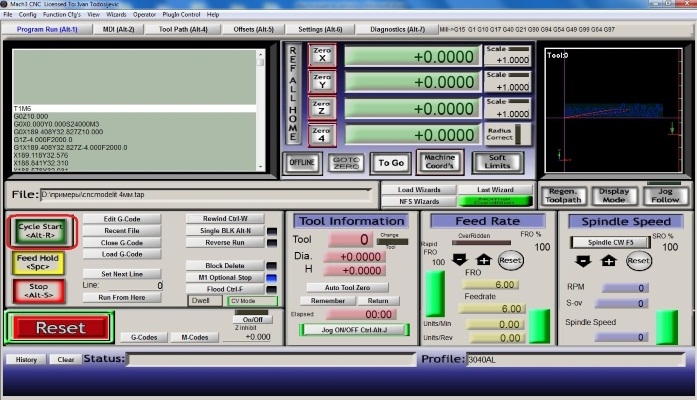
Рисунок 40.
11.Активация концевых датчиков
Если концевые датчики на станке установлены, но не активированы, то для включение концевых датчиков в меню программы Mach3
config->Port and Pins->Input Signal установить галочки как показано на рисунках 41 и 42
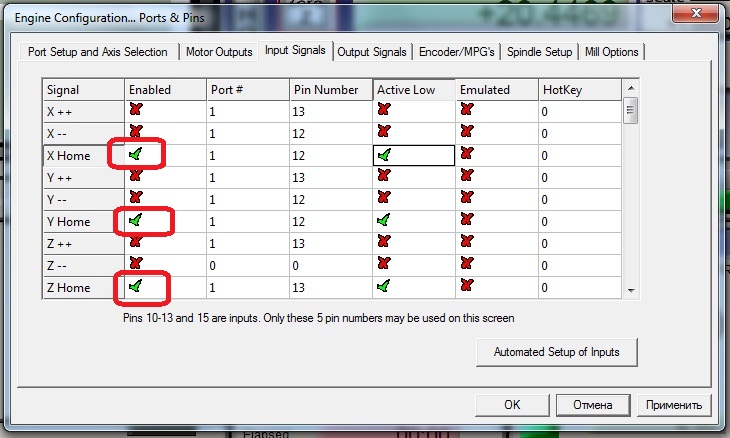
Рисунок 41. Активация концевых выключателей для станков с установленными индуктивными датчиками
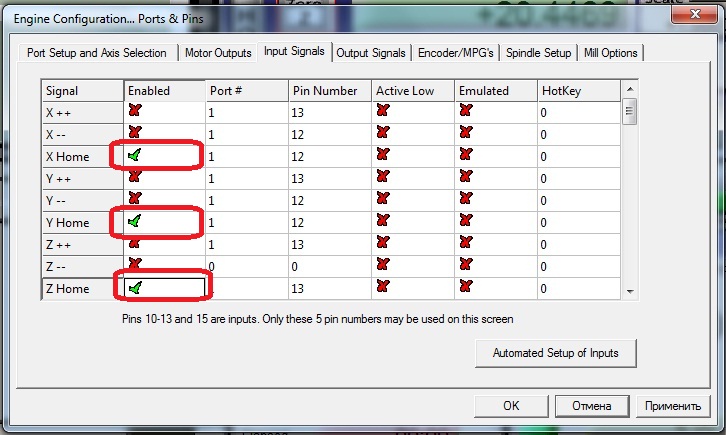
Рисунок 42. Активация концевых выключателей для станков с установленными механическими датчиками
Примечание.
Если на станке установлены концевые выключатели баз, то поиск нулевой точки машинных координат осуществляется нажатием кнопки “Ref All Home”, рисунок 43.
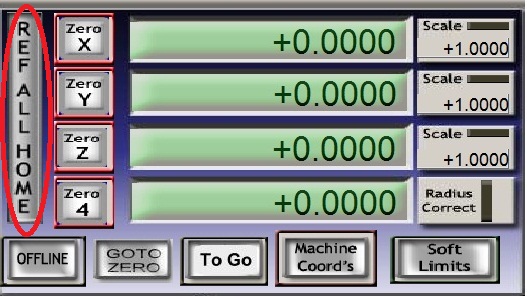
Рисунок 43.
Если концевых выключателей нет, то при нажатии на кнопку “Ref All Home”, происходит обнуление машинных координат.
Ели концевые выключатели отсутствуют, то настройки для входов “Home” представлены на рисунке 44.
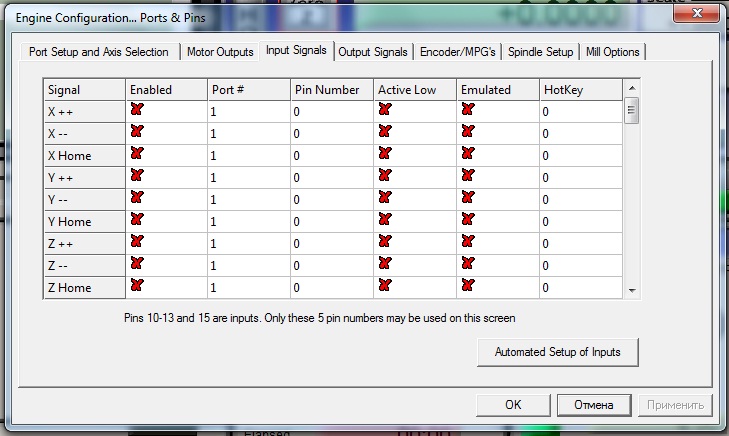
Рисунок 44.
При работе с адаптером Моделист USB-LPT при отсутствии концевых выключателей порядок обнуления машинных координат выглядит следующим образом:
-клавишами ← и ↓ установите каретку станка в левый нижний угол.
— клавишей и PgUp поднимите шпиндель вверх до упора.
— нажмите кнопку “RESET” на главном экране Mach3.
— извлеките шнур переходника из USB-порта компьютера (не забудьте перед извлечением отключить устройство в системе , так же как обычную флешку)
— на главном экране Mach3 переключитесь на отображение машинных координат, для чего нажмите кнопку “Machine Coord’s’, о том что вы находитесь в режиме отображения машинных координат будет сигнализировать красная рамка вокруг кнопки, рисунок 45.
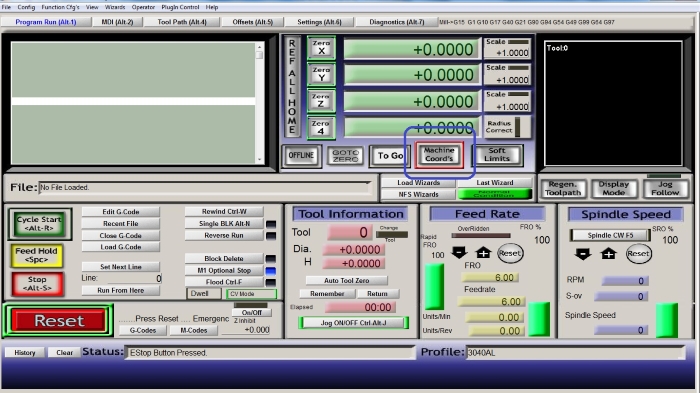
Рисунок 45.
— подключите шнур адаптера к USB-порту и подождите 10-15 секунд, пока Windows обнаружит адаптер.
-нажмите кнопку “RESET” и машинные координаты обнулятся.
— перейдите в режим отображения программных координат, для чего ещё раз нажмите кнопку “Machine Coord’s’, красная рамка вокруг кнопки должна погаснуть.
ШАГ 11. Техническое обслуживание станка.
Introduction: Howto Startup a CNC Lathe
Looking at a CNC lathe such as a Lynx 220L can be intimidating at first.
It’s a medium build sixty-degree slant bed CNC lathe that can produce hundreds of precision parts per hour. At first it seems difficult but once you understand the process it’s quite simple. Today I will be showing you how to start up and load a program into a Doosan Lynx 220L.
Step 1: Step 1: Turning Power On
First you need to power the machine on. To do this you should go behind
the machine and flip the breaker from the off position to the on position.
Step 2: Step 2: Powering on the Controller
Next we go back to the controller of the machine and hit the green ON
button on the controller. Once the machine is turned on we need to reset the E-Stop alarm by undoing the E-Stop and pressing the machine alarm button.
Step 3: Step 3: Homing the Machine
Now once the machine is fully turned on we need to go about homing the
machine. To do this you need to go into jog mode on the controller. Then you need to go about homing the machine by pressing the X/Z jog buttons until they light up green which means the machine is homed.
Step 4: Step 4: Loading a Program
Once the machine has been properly homed we can go about bring up a
program from the machine memory. To do that click the edit button on the lower left of the controller. From there type in 0 and the program number following it. For this example, to bring up program 5656, simply type in O5656 into the controller via the keypad and hit the down arrow. Now the program 5656 will be pulled up into the controller ready to run parts.
Step 5: Step 5: Creating a New Program
If you are looking to create a new program, simply type in O and your
part number and hit the insert key to create the new program. For this example, let’s say we create a program under the name of 7777. Type in O7777 and click the insert key on the keyboard and the new, empty program will come up on the screen
На чтение 27 мин. Просмотров 1 Опубликовано
Содержание
- Подготовка станков с ЧПУ к работе
- Очистите стол станка и другие поверхности
- Загрузить инструменты
- Разогреть машину и шпиндель
- Установка смещения длины инструмента
- Установка диаметров инструмента
- Установка оснастки
- Установка нуля детали и рабочих смещений
- Загрузка стратегии обработки детали в машину
- Проверить охлаждающую жидкость
- Руководство по созданию фрезерного CNC ЧПУ станка. Глава 3. Настройка и запуск
- Содержание / Contents
- ↑ Программное обеспечение
- ↑ Поехали!
- ↑ Настройка электроники
- ↑ Юстировка станка
- ↑ Способ №1
- ↑ Способ №2
- ↑ Запуск
- ↑ О перемещении портала
- ↑ Фрезы
- ↑ Фотки
- ↑ Файлы
- Камрад, рассмотри датагорские рекомендации
- 🌼 Полезные и проверенные железяки, можно брать
Подготовка станков с ЧПУ к работе

Подготовка станков с ЧПУ к работе является наиважнейшим этапом в производстве. К концу этапа настройки мы получаем станок с ЧПУ, готовый к запуску детали. Нам нужно убедиться, что в устройстве смены инструмента есть все необходимые инструменты, загружена правильная программа g-code и в целом машина готова к работе.
Если вы являетесь оператором станков с ЧПУ в профессиональной мастерской, у вас, вероятно, будет лист настройки, в котором вы найдете все необходимые данные для конкретной работы.
Очистите стол станка и другие поверхности
Результат: чистая машина от стружки и другого мусора, который может помешать ее работе и точности.
Подготовка станков с ЧПУ к работе начинается с очистки всего и вся. Запомните, что качество ваших деталей всегда будет завесить от того насколько тщательно вы избавились грязи. Очистите стол станка и приспособления от охлаждающей жидкости, стружки или другого мусора. Вы можете использовать сжатый воздух, щетку или СОЖ . Просто убедитесь, что вы не направляете стружку и мусор в чувствительные участки машины. Воздух под высоким давлением может протолкнуть стружку в труднодоступные места и причинить вред.
Загрузить инструменты
Результат: устройство смены инструмента на станке имеет все инструменты, необходимые программе gcode для детали.
Примечание. Если на вашем станке с ЧПУ нет устройства смены инструмента, все равно необходимо, чтобы все инструменты были наготове, чтобы их можно было быстро вставить в шпиндель по мере необходимости.
Наша цель здесь — поместить инструменты в державки (или просто доступные, если шпиндель вашего станка не использует сменные державки) и загрузить эти державки в устройство смены инструмента станка или удобно разложить рядом со станком для выполнения работы.
Если у вас есть таблица настроек ЧПУ для работы, в ней будут перечислены необходимые инструменты, а также их номера инструментов в программе g-кода.
Как правило, мы размещаем инструменты для конкретной работы на тележке для инструментов или лотке для инструментов. Вы загружаете нужные инструменты в тележку, перекатываете ее к станку и загружаете соответствующие инструменты в устройство смены инструмента.
У каждого типа державки будут свои требования для обеспечения максимальной производительности. Патроны ER Collect имеют требования к крутящему моменту, которые следует соблюдать, например, при затяжке гаек.
Разогреть машину и шпиндель
Результат: Станок с ЧПУ прогрет и готов к работе.
Вам следует подумать о запуске какой-нибудь программы прогрева шпинделя и станка, как только вы окажетесь в цехе. Это помогает обеспечить минимальное тепловое расширение при переходе вашего станка с холодной на нормальную рабочую температуру (программа разогрева доведет ее до нормальной температуры), а также гарантирует, что оси станка и шпиндель хорошо смазаны. Не упускайте этот шаг настройки ЧПУ, если важны строгие допуски!
Установка смещения длины инструмента
Результат: Таблица инструментов на станке с ЧПУ имеет правильные смещения длины для всех инструментов, которые будут использоваться.
Машине необходимо узнать длину кончика инструмента, называемой «точкой измерения». Он использует эту информацию для регулировки положения шпинделя относительно заданных положений для каждого отдельного инструмента. Это пожалуй один из самых сложных этапов настройки ЧПУ.
Очень важно, чтобы смещения длины инструмента были правильными для каждого инструмента и были точными, чтобы инструмент правильно резал. В крайних случаях, когда коррекция длины инструмента полностью неправильная, это может вызвать столкновение, которое приведет к повреждению инструмента и, вероятно, станка или заготовки.
Некоторые машины будут оснащены устройством измерения длины инструмента. Это специальный щуп, который машина использует для автоматического измерения длины инструмента. В других случаях длина инструмента измеряется автономно (то есть не на станке) и вводится оператором в таблицу инструментов. Этот ввод данных может быть выполнен с помощью:
— Ручной ввод на передней панели
— Загрузка через специальный g-код под названием G10
Установка диаметров инструмента
Результат: Таблица инструментов на станке с ЧПУ содержит информацию о диаметрах всех инструментов, которые будут использоваться.
Если наша программа обработки детали будет использовать компенсацию инструмента, станку с ЧПУ потребуется знать диаметр каждой фрезы, а также длину.
Установка оснастки
Результат: необходимая оснастка для детали правильно установлена на станке с ЧПУ.
На этом этапе мы устанавливаем любую рабочую опору, которая будет использоваться для удержания наших деталей во время обработки. Доступно большое количество различных креплений. Точное указание того, что необходимо для конкретной работы — еще одна важная деталь для листа настройки ЧПУ.
Установка нуля детали и рабочих смещений
Результат: Координата 0, 0, 0 станка с ЧПУ правильно выровнена с желаемой нулевой точкой детали. Любые рабочие смещения, используемые программой, правильно настроены на станке.

Вашему станку с ЧПУ нужно указать физически, где находится нулевая точка. Есть множество способов выполнить эту задачу. Цель рабочих смещений — сделать возможным наличие нескольких нулей части. Это полезно, например, если у вас есть несколько частей, каждая из которых должна иметь собственный нуль. Или, возможно, если вы хотите установить разные приспособления, каждое из которых имеет свою нулевую часть на приспособлении.
В идеале, на листе настройки ЧПУ должна быть диаграмма или изображение, показывающее, где необходимо визуально выставить нулевую точку детали.
Загрузка стратегии обработки детали в машину
Результат: на станок загружена правильная программа обработки детали с g-кодом.
Вам нужно будет загрузить программу детали с g-кодом в машину. Это часть ее настройки для запуска детали. В зависимости от вашей машины это можно сделать разными способами:
— Старые машины могут потребовать от вас загрузки g-кода с дискеты или даже с бумажной ленты (это ДЕЙСТВИТЕЛЬНО старая версия!).
— Новые машины загружаются через USB-накопитель.
— Ваш компьютер может быть подключен к локальной сети, что позволяет загружать, просто поместив g-код в определенную папку или отправив код на FTP-сервер.
— Ваша машина может быть подключена через соединение RS-232, и g-код может быть загружен через это соединение или подаваться в машину по несколько строк за раз.
Вот некоторые важные вещи, которые необходимо проверить во время настройки ЧПУ:
— Убедитесь, что у вас правильная версия программы.
— Загрузите подпрограммы или библиотечные подпрограммы, которые могут потребоваться вашей основной программе обработки детали. Например, если ваша программа обработки детали использует датчик, она может полагаться на доступную библиотеку процедур измерения.
— Знайте, что программа обработки деталей ожидает от оператора. Есть ли дополнительные остановки? Вам нужно включить их на контроле? Эта информация должна быть задокументирована в Инструкции по установке.
Проверить охлаждающую жидкость
Результат: проверена правильная работа охлаждающей жидкости, и теперь вы готовы к запуску программы G-кода.
Убедитесь, что ваша охлаждающая жидкость находится в хорошем состоянии и работает в рамках профилактического обслуживания, прежде чем пытаться запустить деталь. Вероятно, есть необходимость, проверять охлаждающую жидкость достаточно часто, чтобы убедиться, что она в хорошем состоянии.
— Если охлаждающая жидкость плохо пахнет или протухла, у вас проблемы.
— Достаточно ли охлаждающей жидкости в баке или ее нужно долить?
— Соответствует ли концентрация охлаждающей жидкости для полива правильной смеси? Вы можете использовать такой инструмент, как рефрактометр, для измерения концентрации охлаждающей жидкости.
— Вы фильтруете охлаждающую жидкость, чтобы удалить мелкую стружку и мусор, которые могут забить водопровод?
— Быстро проверьте машину, свободно ли течет охлаждающая жидкость и правильно ли вы направили форсунки охлаждающей жидкости. Правильная подача СОЖ имеет решающее значение для хорошего удаления стружки и даже может позволить вам увеличить подачу и скорость.
Подготовка станков с ЧПУ к работе необходима регулярно вне зависимости от вида станка, его параметров и фирмы изготовителя. У HAAS можно найти даже онлайн обучение по всем этим этапам, и даже получить сертификат о прохождении курса фрезеровщика или токаря.
Источник
Руководство по созданию фрезерного CNC ЧПУ станка. Глава 3. Настройка и запуск

Содержание / Contents
↑ Программное обеспечение
Так как у нас не получится в полной мере проверить собранный контроллер без компьютера с настроенной программой управления станка, вот с неё и начнём. На этом этапе никакие инструменты не понадобятся, нужны лишь компьютер с LPT портом, руки и голова.
Существует несколько программ для управления ЧПУ станком с возможностью загрузки управляющего кода, например, Kcam, Desk CNC, Mach, Turbo CNC (под DOS), и даже операционная система оптимизированная для работы с ЧПУ станком – Linux CNC.
Мой выбор пал на Mach и в статье я буду рассматривать только эту программу. Поясню свой выбор и опишу несколько достоинств этой программы.
— Mach присутствует на рынке несколько лет и зарекомендовал себя, как очень достойное решение для управления ЧПУ станком.
— Большинство используют именно Mach 2/3 для управления своим домашним станком.
— По причине популярности, в сети Интернет довольно много информации о этой программе, возможных проблемах и рекомендации, как их исправить.
— Подробный мануал на русском языке
— Возможность установки на слабый. У меня Mach 3 установлен на Celeron 733 с 256Мб оперативки и при этом всё замечательно работает.
— И главное – полная совместимость с Windows XP, в отличие от, например Turbo CNC, которая заточена под DOS, хотя TurboCNC ещё менее требовательна к железу.
Думаю, этого более чем достаточно для того, чтобы остановили свой выбор на Mach_e, но никто не запрещает попробовать и другой софт. Возможно он вам больше подойдет. Следует упомянуть ещё факт наличия драйвера совместимости с Windows 7. Пробовал я эту штуковину, но получилось не совсем хорошо. Возможно по причине усталости системы – ей уже два года и заросла всяким ненужным мусором, а Mach рекомендуют устанавливать на свежую систему и использовать этот компьютер только для работы со станком. В общем вроде бы всё работает, но моторчики регулярно пропускают шаги, в то время как на компьютере с ХР та же версия Мача ведёт себя замечательно.
↑ Поехали!

Рассмотрим только ось Х., а оставшиеся вы сами настроите по тому же принципу. Параметр Steps per указывает за сколько шагов ваш двигатель делает полный оборот. Стандартный ШД имеет шаг равный 1,8 градуса т.е. мы 360 гр (полный оборот) делим на 1,8 и получаем 200. Таким образом мы нашли, что двигатель в режиме ШАГ проворачивается на 360 гр за 200шагов. Это число и записываем в поле Steps per. Соответственно в режиме ПОЛУШАГ будет не 200, а в 2 раза больше – 400шагов. Что писать в поле Steps per, 200 или 400, зависит от того в каком режиме находится ваш контроллер. Позже, когда будем подключать к станку и калибровать, мы этот параметр изменим, но пока ставьте 200 либо 400.
Velocity – задаётся максимальная скорость передвижения портала. У меня для надежности стоит 1000, но при работе я уменьшаю или увеличиваю её прямо на ходу в главном окне Мача. А вообще, сюда рекомендуют вписывать число на 20-40% меньше от максимально возможной, которую способен выдать ваш двигатель без пропуска шагов.
Пункт Acceleration – ускорение. Значение, вписываемое в эту строку, как и скорость зависит от вашего двигателя и блока питания. Слишком маленькое ускорение значительно увеличит время обработки фигуры сложной формы и рельефа, слишком высокое увеличивает степень риска пропуска шагов при старте т.к. двигатель будет рвать с места. В общем этот параметр выставляется экспериментальным путем. Из своего опыта 200-250 оптимальное значение.
Step pulse и Dir pulse. От 1 до 5, но может быть и больше. В случае, если ваш контроллер не совсем хорошо собран и тогда стабильная работа возможна при большем временном интервале.
Забыл сказать, что скорее всего каждый раз при запуске Мача у вас будет мигать кнопка Reset. Жмакните по ней, иначе она ничего не позволит сделать.
Уфф. Ну теперь давайте попробуем загрузить управляющую программу, пример которой можете скачать в конце статьи. Нажимаем кнопку Load G-Code либо идем в меню File/Load G-Code кому как удобнее и появляется окно открытия управляющей программы.

УП представляет собой обычный текстовый файл, в котором в столбик записаны координаты. Как видно в списке поддерживаемых типов файлов есть формат txt, следовательно его можно открыть и отредактировать обычным блокнотом, как и файлы с расширением nc, ncc, tap. Подправить G-код можно и в самой программе, нажатием кнопки Edit G-Code.
Загружаем УП и видим, что в левом окне появился код, а в правом очертания фигуры, которую будем вырезать.


Если вам по какой-то причине нужно приостановить работу станка – нажимаем Stop. Для продолжения снова нажать Cycle Start и обработка продолжится с того же места. Я так несколько раз прерывался во время дождя, когда нужно было отключить и накрыть станок.
Изменение скорости осуществляется кнопками «+» «-» в колонке Feed Rate, и изначально равно 100% от скорости, выставленной в Motor Tuning. Здесь же можно подстроить скорость передвижения портала под определёные условия обработки. Скорость регулируется в очень большом диапазоне от 10 до 300%.
Вот в принципе и всё о настройке Mach3, надеюсь, что ничего не забыл. Немного позже, когда будем калибровать и запускать станок я расскажу ещё о некоторых нужных настройках. А сейчас возьмите чай, кофе, сигарету (кому что по душе) и устройте себе минутку отдыха, чтобы с новыми силами и свежей головой приступить к настройке электроники станка.
↑ Настройка электроники

Можно, конечно обойтись и без нее, но как известно, береженого Бог бережет. Главным элементом платы, своеобразным мостом между компьютером и драйвером являются оптроны PC817, которые можно заменить на другие с похожими характеристиками. Плата позволяет подключать к ней до 4-х контроллеров Step/Dir. Из дополнительных функций присутствуют: разъемы для подключения концевых датчиков, т.е. датчиков ограничения движения портала, которые устанавливаются на станок.
Они помогут спасти станок при возникновении форс-мажорных обстоятельств и остановят портал до того, как он что-нибудь сломает. Также на плате предусмотрено место для двух транзисторов в корпусе ТО220, предназначенных для подключения реле управления шпинделем или другим устройством. Питания со стороны LPT порта берётся с USB разъема этого же компьютера. Питание со стороны контроллера подаётся от другого источника напряжением 8-20в и преобразуется в стабилизированные +5в, установленной на плате L7805 либо её аналогом. Наличие стабилизатора ОБЯЗАТЕЛЬНО.
Теперь о подключении платы к контроллеру. В нашем случае на плате контроллера уже установлены резисторы подтяжки сигналов Step/Dir к шине +5в. Поэтому резисторы R2-R11, которые есть в схеме платы опторазвязки, не впаиваем! Если уже примаяли – смело можете их выбрасывать.
Второе изменение – резисторы R36-R43 заменяем перемычками. В нашем случае они выполняют роль делителя и несколько уменьшают уровень сигналов, идущих от оптрона, что негативно сказывается на стабильности работы двигателей. И ещё. Не подключайте сразу же контроллер к компьютеру через плату опторазвязки. Здесь есть один подводный камень, о котором напишу в параграфе о настройке контроллера. Лучше проверьте на несколько раз плату контроллера на предмет ошибок и подключите ее напрямую к компьютеру. И только убедившись, что всё работает как надо, можно будет подключать через развязку.
С настройкой контроллера будет немного сложнее и интереснее. Начать нужно с внимательного осмотра платы на предмет непропаянных деталей и слипшихся дорожек. Очень желательно микросхемы таймера, L297 и IR2104 (в DIP корпусе) не впаивать в плату, а вставлять в панельки т.е. вам может потребоваться несколько раз убирать деталь с платы.

Начнем с таймера. Микросхема NE555 — это прецизионный интегральный таймер и служит для переключения режимов работа/удержание. Это нужно для того, чтобы во время простоя одного или нескольких двигателей, на них подавался бы не рабочий ток в некоторых случаях достигающий нескольких Ампер, а ток, достаточный для удержания вала двигателя от проворота. Время перехода в режим удержания можно изменять по своему усмотрению заменой электролитического конденсатора С11 на конденсатор большей или меньшей емкости. В оригинале схемы стоит кондер на 10 мкФ, при этом время перехода в удержание примерно 1 секунда.
Регулировка тока режимов работа/удержание производится подстроечными резисторами R17, R18. Рекомендуют устанавливать ток удержания равный 50% от рабочего, но у себя я выставил примерно 30% — этого достаточно для надежной работы. Ток, подаваемый на двигатели, вычисляется довольно просто. Для этого замкнем Степ на общий, тем самым включив рабочий режим. Мультиметром (вольтметром) смотрим, что у нас на среднем выводе R18 (15 ножка L297) относительно общего. Там должно быть напряжение в пределах 0-1В, что соответствует току 0-5А. Все измерения и регулировки на этом этапе производятся с отключенным блоком индикации. Теперь найдем и установим ток равный 1А. Для этого сопротивление резистора R9 (R10) оно у нас 0,2 Ом умножим на желаемый ток – 1А и получим 0,2. Т.е. для установки тока в 1 Ампер, между средним выводом R18 и землёй должно быть 0,2В. Для двух Ампер (0,2×2=0,4) подстройкой R18 поднимаем напряжение до 0,4В и т.д. Резисторы R17-R18 должны быть многооборотными. Для установки тока режима удержания, разъединяем Степ с общим, и подстроечником R19 выставляем нужное вам напряжение и соответственно нужный ток двигателей. Щуп мультиметра при этом оставляем всё на той же 15-й ножке микросхемы. Теперь подключаем узел индикации и ещё раз проверяем токи режимов раб/удерж т.к. они могут немного измениться, и посмотрим как это всё работает.
Подключаем питание +5в к плате, должен загореться светодиод режима удержания. Замыкаем Step на общий, этот светодиод гаснет и загорается другой – режима работы. «Поискрите» степом на общий несколько раз и понаблюдайте за световой индикацией режимов. Переход из работы в удержание должен происходить с небольшой задержкой, порядка 1 секунды, а из удержания в работу переключаться мгновенно. Если это не так – ищите ошибку и исправляйте ее. Ну, а, если всё хорошо – переходим к следующему этапу настройки.
Микросхема L297 не требует какой-либо настройки, но для проверки правильности работы понадобится осциллограф. Подключаем питание, на L297 также как и на NE555 нужно подавать стабилизированные +5В. Смотрим осциллографом сигнал на первой ножке относительно общего – он должен быть таким:


Наличие этих сигналов говорит о том, что ШИМ запустился. Если сигналов нет – ни в коем случае не пытайтесь проверить плату в работе, если не хотите увидеть фейерверк, который покажут 8 полевиков во главе с шаговым двигателем.
Итак. Таймер работает, ШИМ тоже, вставляем в панельки или припаиваем IR2104 и полевые транзисторы. Немного остановлюсь на ирках. Они встречаются в двух разных корпусах DIP8 SOIC8. При покупке микросхем в Dip корпусе нужно учитывать один момент – иногда попадаются микросхемы с неправильной логикой т.е. попросту говоря бракованные. Если у вас именно такие, ДИПовские, лучше перестрахуйтесь и соберите несложный тестер для этой микросхемы. Мультиметром выявить неправильную логику не получится. Странно, но о такой проблеме в корпусе SOIC я не нашел ни одного упоминания, к тому же и цена у них немного ниже.
Вот мы и спаяли первую плату! Можно подключать питание к IR2104 и полевикам, и смотреть как крутятся движки. Питание на ШД для страховки, лучше подавать через одну или несколько автомобильных лампочек, в зависимости от того, сколько Вольт вы решили пульнуть на шаговики. В двигателе находим 2 обмотки и подключаем, как в схеме. Подключив питание ШД должны зашипеть – верный признак работы ШИМ. Теперь несколько раз коснемся Степом общего провода и смотрим как на это реагирует двигатель. Он должен немного проворачиваться каждый раз, когда вы касаетесь выводом Step минусовой дорожки. Если моторчик шагает в разные стороны – значит неправильно подключена одна из обмоток двигателя. Нужно поменять местами провода на любой из обмоток. В случае, если у вас ещё нет шагового двигателя можно сделать такую светодиодную мигалку.

Светодиоды должны загораться по очереди (здесь обмотки не перепутаешь). Если же они мигают по своему усмотрению, то скорее всего вы где-то перепутали катод и анод
Если вы заметили на плате установлено два джампера: «HALF/FULL» для переключения режимов работы двигатели ШАГ/ПОЛУШАГ, и «PHASE/INH 1,2» — определяет то как будет происходить стабилизация тока. Вряд ли в собранной и настроенной плате вам понадобится переключать режимы работы, а JP2 вообще категорически запрещается подключать к плюсу, поэтому советую намертво соединить перемычками JP1 к +5В переведя двигатели в режим полушаг, а JP2 запаять на общий.
Итак. Наш драйвер готов, теперь его нужно подружить с платой опторазвязки. Как я писал чуть выше, плату нужно немного модернизировать. Выбрасываем R2-R11 и заменяем R36-R49 перемычками. Соединяем плату развязки с LPT портом и платой драйвера согласно схеме, подключаем питание (не забудьте воткнуть питание в USB), нажимаем перемещение в Маче и….ничего не работает.
Такое может произойти из-за проблем со стыковкой развязки и контроллера. Потому я и советовал сначала подключить контроллер БЕЗ платы опторазвязки, чтобы не было лишних звеньев, которые могут внести свои глюки в работу. К счастью данная проблема решается очень просто. Нужно последовательно резистору подтяжки по степ (R16) на плате контроллера, который имеет сопротивление 1кОм, припаять переменный резистор примерно на 4,7кОм. Опять нажимаем перемещение в Маче и плавно поворачиваем переменник, пока двигатель не начнет нормально крутиться на больших оборотах и не пропускать шаги. Когда всё подстроено измеряем сопротивление цепочки «R16-переменник» и на их место впаиваем постоянный резистор близкого номинала.
Ну вот и всё! Радуйтесь первой удачной плате драйвера ШД и хватайтесь за паяльник, чтобы собрать оставшиеся две или три платы. А я немного расскажу о тестере для IR2104 в DIP корпусе.

В схеме нет ничего сложного. VT1 и VT2 – полевики, которые стоят у вас в драйвере, хотя можно использовать и другие с похожими характеристиками. Подключаем питание к тестеру – должен засветиться светодиод питания VD1 и VD4. Нажимаем на SA1, при этом VD4 должен погаснуть и загорится VD5. Не отпуская SA1 нажимаем SA2 – светодиод гаснет, нажимаем SA1 загорается VD4 и т.д. В общем SA1 поочередно зажигает светодиоды, а SA2 их отключает. Если всё так – IR2104 попалась правильная.
↑ Юстировка станка
Наверное каждый проводит эту процедуру по-разному. Здесь опишу то, как это происходило у меня. Из инструментов понадобятся: Угольник, рулетка, швейная игла или булавка и желательно штангенциркуль. Процесс этот не сложный, но кропотливый. Потребует много времени и терпения.
Регулировку механики советую производить до установки ходовых винтов, в противном случае вы будете ограничены в корректировке той или иной детали станка, положение которой зависит он наличия ходового винта. К тому же перемещение портала руками будет происходить в разы быстрее, чем если бы его нужно было перемещать двигателем.
Далее следует проверить перпендикулярность оси Z по отношению к столу.

Это желательно делать с установленным шпинделем т.к. вряд ли у вас в домашних условиях получится изготовить абсолютно ровное крепление шпинделя и также ровно прикрутить его к оси Z.
Допустим вы сейчас выровняете ось Z, а когда сделаете крепление и установите шпиндель, удивитесь как криво он там будет располагаться. Первое, что нужно сделать – закрепить в патроне сверло или фрезу. Теперь переводим портал в любое место нашего рабочего (координатного) стола и смотрим угольником есть ли у нас 90 градусов между столом и фрезой. В зависимости от конструкции крепления шпинделя и самой оси Z, корректируете положение фрезы, и добившись желаемого результата фиксируете шпиндель в таком положении.
Ну и ещё одна подстройка – проверка того может ли ваш станок нарисовать прямой угол, когда вы ему это прикажете сделать. Иначе у вас может получиться вот что.

Для себя я вывел два способа, как это можно проверить и подрегулировать, опишу их оба.
↑ Способ №1

Подводим портал со шпинделем до упора в точку А. Там где фреза или игла коснулась стола делаем метку, затем в точку B и C. Натягиваем нитку, закрепив ее скотчем на сделанных метках. Теперь берем угольник и смотрим есть ли прямой угол между A-B-C. Если нету – откручиваем с одной стороны портал с механикой осей Y, Z от уголка направляющей оси Х, и смещаем в нужном направлении предварительно расточив отверстия под болты, крепящие портал к уголку.
↑ Способ №2

Этот способ можно применить только в случае, если у вас основа станка, рама, изготовлена ровно с прямыми углами и также абсолютно ровная в горизонтальной плоскости. Отводим портал в крайнее положение, к стороне C-D, передвигаем шпиндель в точку С и рулеткой измеряем расстояние от кончика фрезы до рамы. Передвигаем шпиндель в точку D и снова измеряем расстояние от фрезы до рамы. В идеале оно должно быть одинаковым.
Теперь, когда станок выровнен во всех направлениях, можно устанавливать ходовые винты и приступать к настройкам передвижения портала, которые производятся в программе управления станком. В ней зададим параметры вашего ходового винта. Первое, что нужно сделать – определить шаг резьбы вашего ходового винта. Если вы используете строительную шпильку или другой вас со стандартной метрической резьбой в качестве ходового винта – вот небольшая таблица с резьбой М6-М22. Если же вы являетесь счастливым обладателем ШВП – сами должны знать.

Итак. Шаг резьбы мы знаем. Теперь нужно вычислить сколько оборотов нужно совершить двигателю, чтобы продвинуть одну из осей на единицу длины, которая составляет 1 мм. Для этого единицу (1) нужно разделить на шаг винта.
Пример для винта М12: 1/1,75=0,57142857. Не нужно округлять до десятых или сотых, чем точнее, тем лучше. Теперь идем в Motor Tuning и разберемся, что нужно вписать в поле Steps Per вместо того, что там уже имеется. Для этого полученное ранее значение 0,57142857 умножить на количество шагов за полный оборот двигателя (200 или 400, зависит от режима Шаг или Полушаг). То есть 0,57142857×400=228,571428 для полушага, и соответственно 114,285714 в режиме шаг. Напоминаю, что это значение действительно только для резьбы М12. Для другой выполняйте соответствующие вычисления.
Я мог бы внести дополнительную колонку с результатами в таблицу, но как мне кажется, когда сам что-то делаешь и понимаешь для чего это нужно, будет гораздо лучше, чем тупо взять готовый результат.
↑ Запуск
Ну что, господа! Вот мы и подошли к самому интересному – первому запуску ракеты….sorry, станка. Переносим всё оборудование поближе к нему, подключаем многочисленные кабели ииии поехали!
После запуска Мача не спешите сразу же приниматься за управление станком. Подайте питание на электронику станка, но не включайте питание ШД. Возможно такая проблема возникла только у меня, но при включении питания, с подключенным к компьютеру контроллером все двигатели сразу переходят в рабочий режим. По этой причине лучше поставить отдельный тумблер на питание моторов.
Чтобы перевести двигатели в режим удержания нужно на клавиатуре нажать клавиши перемещения на каждой оси. По умолчанию: Х — 4,6; Y — 8,2; Z – 7,9. Перешли или нет двигатели в режим удержания, вы узнаете по световой индикации режимов работы, которые обязательно должны быть на лицевой панели корпуса контроллера. И только убедившись в том, что все моторы перешли в режим удержания, можно щелкать тумблер питания ШД. Двигатели должны дружно зашипеть, и теперь вы сможете поиграться перемещение портала посредством клавиатуры.
Проверим правильно ли настроен шаг винта. Для этого на координатном столе отмечаем отрезок, допустим в 10 см. Подводим шпиндель к началу отрезка, обнуляем координаты нажав Zero X, Zero Y, Zero Z. Перемещаем шпиндель в конец отрезка и смотрим соответствует ли значение в окне координат нашим 10-ти см.
Все эти регулировки необходимо проделать с каждой осью. Теперь нужно проверить направление перемещений каждой оси. Лучше выставить шпиндель примерно в центре координатного стола, чтобы был запас, в случае неправильного направления на одной или нескольких осям. Если какая-то ось едет не в том направлении, существует два способа решения этой проблемы: программный и аппаратный. В аппаратном нужно поменять местами провода, идущие от шагового двигателя этой оси до драйвера, но нам больше подходит программный. Идем в Config-Home Limits и ставим галку Reverseg напротив неправильной оси.
Всё, проблема решена!
↑ О перемещении портала
Немного о безопасном перемещении портала. Возврат шпинделя в нулевую точку (начало координат) осуществляется нажатием кнопки GOTO Z. Но не советую ею пользоваться, если у вас произошел какой-то сбой во время обработки детали. Дело в том, что при нажатии GOTO Z движение в точку «0» начинается сразу по всем осям, а так как по оси Z возврат в ноль происходит гораздо быстрее в силу того, что шпиндель поднимается и опускается максимум на несколько сантиметров, есть большой риск сломать фрезу, если во время сбоя подклинило ШД по оси Z, и ноль оказался ниже верхней границы заготовки. Фреза упрется в деревяшку и…щелк!
Это не паранойя, а выводы, сделанные на собственном горьком опыте – сам так сломал две фрезы. Лучше перестраховаться и поочередно перевести каждую ось в «0», нажатием Zero X, ZeroY, Zero Z. На два лишних движения больше, зато инструмент останется целым.
↑ Фрезы
1 — Это самая универсальная фреза – обломанное и переточенное сверло 3 мм. За неимением других фрез, используется как для черновой, так и для чистовой обработки. Огромный плюс этой фрезы её дешевизна, из минусов: не получается правильно заточить, и очень ограниченный ресурс. Буквально пара небольших картинок, после чего она начинает жечь дерево. Из всего этого вытекает не очень хорошее качество выполненной работы с последующей обязательной доработкой наждачкой, причем шкурить придётся довольно много.
2 — Прямая двухзаходная фреза 3,175 и 2 мм. Применяется в общем-то для снятия чернового слоя небольших заготовок, но при необходимости можно использовать и как чистовую.
3 — Конические фрезы 3, 2, и 1,5 мм. Применение – чистовая обработка. Диаметр определяет качество и детализацию конечного результата. С фрезой 1,5 мм качество будет лучше, чем с 3 мм, но и время обработки заметно увеличится. Использование конических фрез при чистовой обработке, практически не требует после себя дополнительную обработку шкуркой.
4 — Конический гравер. Используется для гравировки, причем сплав из которого он сделан позволяет выполнять гравировку в том числе и на металле. Ещё одно применение – обработка очень мелких деталей, которые не позволяет выполнить коническая фреза.
5 — Прямой гравер. Используется для раскроя или вырезания. Например вам нужно вырезать…букву «А» из листа фанеры 5 мм. Устанавливаете прямой гравер в шпиндель и вот вам ЧПУ-лобзик . Я его использовал вместо прямой фрезы, когда она сломалась. Качество обработки вполне нормальное, но периодически наматывает на себя длинную стружку. Нужно быть начеку.
Все вышеперечисленные фрезы были с хвостовиком 3,175 мм, а сейчас тяжелая артиллерия.
6 — Прямая и коническая фрезы 8 мм. Применение то же, что и у фрез 3 мм, но для более масштабных работ. Время обработки значительно сокращается, но к сожаление они не подходят для небольших заготовок.
Всё это только малая часть из того количества фрез, которые можно применять в ЧПУ для выполнения различных задач. Начинающих не могу не предупредить о немалой стоимости хороших фрез. К примеру вышеописанные фрезы 8 мм из быстрорежущей стали стоят примерно по 700р. Фреза из твердосплава в 2 раза дороже. Так что игрушки с ЧПУ не получается поставить в ряд самых дешевых хобби.
↑ Фотки








И нарезка видео работы станка.
↑ Файлы
Архив с УП для проверки контроллера и русский мануал к программе Mach3.
🎁 fayly.7z 2.26 Mb ⇣ 262
Что ещё? А ничего! На этом осмелюсь закончить своё повествование. Думаю, материал получился довольно подробный и понятный.
Всем удачи и чтоб фрезы не ломались!
Камрад, рассмотри датагорские рекомендации
🌼 Полезные и проверенные железяки, можно брать
Опробовано в лаборатории редакции или читателями.
Источник
На примере регулярных консультаций по сборке, настройке и запуску станков типа CNC3018
Я хотел бы создать небольшой мануал по быстрому подключению и запуску станка.
Пункт о сборке и механической настройки станка, я в данной теме конечно же хочу опустить, потому как во-первых если Вы читаете данное сообщение, то у Вас скорее всего станок уже собран.
Вы попробовали покрутить все валы руками, и я уверен, что все собрано хорошо и двигается и перемещается все оси без особых усилий. Но если вдруг есть какие то сомнения, то я настоятельно рекомендую смазать все валы. И не смотря на то, что бытует мнение «Кашу маслом…», нужно понимать что при работе станка и фрезы, летит много пыли, стружки и вообще остатков обрабатываемого материала, и поэтому не рекомендую излишне много применять смазку.
Теперь про самое интересное.
Подключение станка (платы) к Вашему компьютеру.
Если подключение прошло нормально и Вы смогли установить драйвера, которые шли к данному станку,

то Вы должны как минимум увидеть в «Диспетчере устройств», новое оборудование:

Если все так как на картинке, мы Вас поздравляем и плата обнаружена, кабель исправен, драйвера установлены.
Вам необходимо зайти в свойства данного устройства и в разделе параметры порта, выставить скорость обмена данными (бит в секунду) 115200

Я не буду тут расписывать общие правила, как зайти в раздел свойства оборудования, потому как если Вам необходим курс обучения по работе на компьютере, тут будет не про то.
Все!
Вы прошли первый, не сложный этап, это подключение платы станка к Вашему компьютеру.
Теперь мы проверим, что станок работает и откликается на все Ваши команды из специализированной программы по управлению станка, рассмотрим на примере фрезера.
К этому моменту Вы должны уже установить себе программу Candle или если у Вас версия прошивки отличная от версии 1.1 (к примеру 0.9) то использовать программу grblControl.
Все названные программы есть в разделе «РЕСУРСЫ» или «СПРАВОЧНИК»
Рассказывать нам про свои беды, что Вам не найти или не скачать данный софт – НЕ НУЖНО!
Если и не у нас на форуме, то в интернете полно мест, где можно скачать все эти программы.
Мы никогда не позиционировали себя как «эксклюзивные» поставщики, вышеназванного софта.
У нас много в «РЕСУРСАХ» собранного, и проверенного программного обеспечения и что важно файлов, но мы не техническая служба магазина, который продал Вам станок и отвечать за то, что у Вас нет программ НЕ МОЖЕМ (да и чего скрывать – НЕ ХОТИМ)
Итак Candle
Если у Вас все хорошо и Вы увидели в программе сообщение «ГОТОВ», тут же Вы можете посмотреть и убедиться про версию прошивки своей платы управления станком.

Если все так, то отлично и можно приступать пробе «пера», а вернее пробе гравера.
Это сделаем нежно и без особого фанатизма.
А вот если у вас нет сообщения, что станок готов, то Вам необходимо как минимум зайти в настройки программы Candle и проверить там, что все правильно выставлено в настройках подключаемого порта компьютера

Проверяем, выставляем правильно и снова пытаемся приступить к гравировке пробного файла на материале типа древесина или органическое стекло, потому что те граверы, что шли в комплекте со станком, едва ли качественно справятся с древесиной мягких пород.
Но для начала я бы Вам посоветовал подвигать осями станка через интерфейс уже управления программой Candle , чтобы убедиться в трех важных для начала вещах
- Все исправно работает и подключается
- Оси двигаются в правильном направлении, а не непонятно куда
- Оси перемещаются на ту величину, которую Вы им указываете.
Вы нажимаете и все двигается?

Органы управления станком позволяют перемещать оси на заданную величину «ШАГ» с заданной скоростью «ПОДАЧА»
Как показывает опыт, что стоковые варианты CNC3018 не позволяют перемещать оси со значением «ПОДАЧА» выше 2000.
Вернее было бы сказать что это сделать можно, но станок может при перемещении «захлебнуться» и «подклинить»
На холостом ходу Вы не пропустите этот эффект, а во время работы станка и выполнении каких то работ, данный момент просто сделает Вам брак и скорее всего испортит заготовку.
Поэтому подбирайте данное значение опытным путем и по Вашему варианту оборудования.
«ШАГ» это в буквальном смысле этого слова, в данном случае будет означать количество в миллиметрах, сколько ось должна переместиться по той или иной траектории.
Если все правильно и при значении «10» ось проезжает на 10 мм, то все у вас правильно, если же это не так, то Вам срочно пора изучать настройки и параметры $$
За конкретно данный параметр отвечают переменные $100 , $101 , $102
Про это все есть и на форуме и в справочнике, и Вам необходимо при желании немного изучить вопрос.
Ну и про правильность направления движения осей, что нажимая на кнопку вправо станок двигается вправо, нажимаем влево, станок перемещается влево, вверх-вверх, вниз-вниз…
И только с движением стола не так все однозначно.
При нажатии на Y- стол должен двигаться не НА ВАС, а от ВАС!
Вы в данном случае управляете не столом, а как бы инструментом и так как у нас с Вами не портальный станок, то движение данной оси должно быть именно таким.
Более подробно про это написано в статье нашего СПРАВОЧНИКА
И там же мы рассказываем, что делать, если у Вас не правильное направление по всем или по некоторым осям станка.
Где мы настоятельно НЕ РЕКОМЕНДУЕМ переставлять проводки в разъеме, а просто попробовать подобрать правильную константу переменной $3
Если у Вас что-то будет настроено не правильно в данном параметре, Вы это с легкостью поймете в следующем шаге, при попытке отгравировать первый свой пробный материал.
Вы добились, что Ваш станок двигается плавно, в правильном направление, на правильную величину.
Теперь надо взять пробный файл, который поможет Вам отгравировать
Мы предлагаем использовать ВОТ ЭТОТ ФАЙЛ >>
Можете использовать любой другой, или создать свой собственный.
Загружаете пробный файл в программу

В нижнем, левом углу основного экрана программы, Вам будет доступная информация, с помощью которой Вы всегда сможете разобраться и подобрать необходимый материал (с его размерами)
По оси Х указано, что фреза будет перемещаться в обе стороны примерно по 50 ед. (-48 и 48), а по оси Y движение будет произведено по 7 ед (-7 и 7), эти значения можно принимать за геометрический размер и таким образом наша гравировка будет производиться в размерах примерно 100 мм на 15 мм
А вот значение по оси Z стоит как 0.08 мм (это очень легкая гравировка, чтобы вы смогли почувствовать работу станка)
Но так же в значении по оси Z есть величина 3, это безопасная высота на которую фреза будет подниматься при перемещении от точки до точки. Немного позже, я постараюсь описать процесс создания собственных УП (управляющих программ), где подробно расскажу как все эти параметры можно самостоятельно определять и назначать.
Берем материал и готовимся его «поцарапать»
Подобрав кусок доступного Вам материала (это может быть кусок доски, паркета или ламината или кусок органического стекла), с геометрическими размерами примерно 150 на 25 мм, вы закрепили его качественно на столе Вашего станка.
Закрепив также надежно Ваш инструмент, а именно в данном случае гравер из комплекта (0.1 мм 20Гр)
Вы перемещаете фрезу станка ровно на середину Вашей заготовки
После чего берете кусок бумаги (любой не нужной) и установив фрезу по центру заготовки со всех сторон медленно и аккуратно опускаете фрезу (шаг при опускании необходимо сперва снизить до 5, потом 1 и когда фреза будет находиться над материалом менее 1-2 мм, устанавливаете шаг оси 0.1) таким образом, чтобы она зажала данный кусок бумаги (стараясь не врезаться сильно гравером в материал), после чего нажимаете на кнопки обнуления всех осей

После чего значение «Рабочих координат» должно принять значение 0.000
Таким образом Вы указали станку, с какого места он начнет свою работу.
Справедливости ради, хочется отметить, что следует поднять ось Z на 0.1 вытащить кусок бумаги и два раза по 0.1 опустить фрезу по оси Z на величину 0.2 (таким образом Вы компенсируете толщину листа бумаги)
После чего еще раз нажать «ОБНУЛИТЬ Z»
Если этого не сделать и имея небольшие неровности в поверхности стола, заготовки, или просто погрешности сборки, у Вас могут быть пропуски при гравировке.
Но учитывая тот факт, что мы учимся, для нас это будет следующим этапом.
Если Вы все сделали правильно, то можно нажимать кнопку «ОТПРАВИТЬ» расположенную внизу интерфейса программы.

Учитывая, тот факт, что мы учимся и тренируемся, рекомендую быть готовым экстренно отключить станок, в случае если что-то пойдет не так.
Сделать это можно простым обесточиванием самого станка или нажатием кнопки «ПАУЗА», которая к сожалению срабатывает не моментально, поэтому самый эффективный всё-таки мгновенно обесточить станок. (дополнение от @vvv1234)
Ну и что получится?
Ну а если все сделали правильно и станок собран и настроен тоже правильно, то вы будете наблюдать, как Ваш станок сравнительно неспешно будет дважды двигаться по траектории вычерчивая линию за линией.
В итоге у вас должна получиться надпись с экрана, после чего фреза поднимется на безопасную высоту и закончит свою работу.
О процессе и расчетном времени Вы сможете увидеть в нижнем правом углу основного экрана программы.

Как настроить станок с ЧПУ
Пошаговое руководство, которое поможет понять как настроить станок с ЧПУ правильно.
Настроить станок с ЧПУ  подразумевает его приведение в состояние готовности к обработке заготовки. При этом следует убедиться в том, что в устройстве автоматической смены инструментов есть все необходимые инструменты для обработки имеющейся заготовки, загружена правильная программа с g-кодом, а также станок готов к работе в целом.
подразумевает его приведение в состояние готовности к обработке заготовки. При этом следует убедиться в том, что в устройстве автоматической смены инструментов есть все необходимые инструменты для обработки имеющейся заготовки, загружена правильная программа с g-кодом, а также станок готов к работе в целом.
Совет от профессионалов: используйте карты наладки
Если вы работаете оператором станка с ЧПУ на производстве и занимаетесь наладкой станков, в вашем распоряжении наверняка имеется карта наладки, в которой содержится вся необходимая информация о процедурах и этапах наладки.
1. ОЧИСТИТЕ РАБОЧИЙ СТОЛ СТАНКА И ДРУГИЕ РАБОЧИЕ ПОВЕРХНОСТИ
Результат: станок очищен от стружки и другого мусора, который может вызвать снижение эффективности и точности выполнения технологических операций.
Чтобы правильно настроить станок с ЧПУ, очистите рабочий стол станка, а также зажимные приспособления от остатков СОЖ, стружки и другого мусора. Для этого можно использовать сжатый воздух, щетку или моечную машину. Вам необходимо убедиться в том, что стружка и мусор не попадают на чувствительные к ним участки станка. Струя воздуха под высоким давлением может задуть мусор в те рабочие области станка, где его не должно быть, что, в свою очередь, может стать причиной повреждения деталей станка.
2. ЗАГРУЗИТЕ ИНСТРУМЕНТЫ В УСТРОЙСТВО АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ
Результат: в устройстве автоматической смены инструментов находятся все инструменты, необходимые для обработки заготовки по заданной программе с g-кодом.

Инструментальная тележка на
колесах для станка с ЧПУ
Примечание: Если ваш станок с ЧПУ не оснащен устройством автоматической смены инструментов, вам все равно нужно будет приготовить все необходимые для работы инструменты, чтобы вы смогли быстро заменить их в шпинделе станка, когда это будет необходимо, а также чтобы быстро настроить станок с ЧПУ.
В данном случае наша цель состоит в том, чтобы иметь возможность закрепить режущие инструменты в патронах (либо просто иметь их под рукой, в случае если шпиндель вашего станка не предполагает использование нескольких взаимозаменяемых патронов), а также в том, чтобы установить эти патроны в устройство автоматической смены инструмента или разместить в удобном месте, чтобы они были под рукой в процессе выполнения обработки или замены инструмента вручную.
Если в вашем распоряжении имеется карта наладки станка для выполнения конкретной технологической операции, в ней будут указаны необходимые инструменты для выполнения обработки, которые помогут вам правильно настроить станок с ЧПУ, а также их номера в программе с g-кодом.
Обычно мы размещаем инструменты, требуемые для выполнения той или иной технологической операции, на тележке или поддоне для инструментов. Возможно, все ваши инструменты хранятся в ящике для инструментов, находящимся в цехе. Вы помещаете все необходимые инструменты на тележку, подкатываете ее к станку, а затем загружаете инструменты в магазин.
Каждый тип патрона подразумевает свои требования, соблюдение которых необходимо для достижения максимальной эффективности работы и правильной настройки станка с ЧПУ. Например, для цанговых патронов ER существуют требование по моменту затяжки гаек, которого следует придерживаться.
3. ПРОГРЕЙТЕ СТАНОК И ШПИНДЕЛЬ
Результат: станок с ЧПУ прогрет и готов к работе.
Чтобы правильно настроить станок с ЧПУ, вам стоит подумать о составлении программы прогрева вашего станка и шпинделя в начале рабочего дня. Это поможет минимизировать температурное расширение при переходе от комнатной температуры к рабочей (программа прогрева обеспечит плавный переход станка к нормальной рабочей температуре), а также хорошую смазку рабочих осей и шпинделя станка.
4. УСТАНОВИТЕ ПОКАЗАТЕЛЬ КОРРЕКЦИИ НА ДЛИНУ ИНСТРУМЕНТА
Результат: для инструментальной планшайбы вашего станка с ЧПУ заданы показатели коррекции на длину всех используемых инструментов.

Установка показателей коррекции на
длину инструмента при помощи
прибора для размерной настройки
инструментов
Чтобы настроить станок с ЧПУ, станку необходимо знать, какую длину имеет инструмент, основываясь на справочном значении показателя, называемого «контрольной точкой». Он использует эту информацию для регулировки положения шпинделя относительно заданных координат для каждого инструмента в отдельности.
Очень важно, чтобы показатели коррекции на длину инструмента были верными и точными для каждого инструмента. Это необходимо для обеспечения максимальной точности обработки каждым инструментом после настройки станка. Если показатель коррекции на длину инструмента задан неверно, это может привести к неприятным последствиям в виде повреждения инструмента и, скорее всего, также приведет к повреждению станка или зажимного приспособления.
Некоторые станки оборудованы прибором для размерной настройки инструментов. Это специальный датчик, который используется станком для автоматического измерения длины инструментов. В других случаях длина инструментов измеряется в режиме «оффлайн» (т. е., не на станке) — вводится оператором станка в таблицу параметров инструментов. Ввод таких данных может быть выполнен одним из следующих способов:
- ручной ввод на клавиатуре, расположенной на передней панели станка
- загрузка с помощью специального g-кода, называемого G10
- другие возможные методы
Очень важно следовать всем процедурам так, чтобы в таблицу параметров инструментов были занесены правильные значения показателей коррекции на длину инструмента.
5. ЗАДАЙТЕ ДИАМЕТРЫ ИНСТРУМЕНТОВ, ЧТОБЫ ИМЕТЬ ВОЗМОЖНОСТЬ ИСПОЛЬЗОВАТЬ ФУНКЦИЮ КОРРЕКЦИИ НА РАДИУС ИНСТРУМЕНТА
Результат: в таблице параметров инструментов имеется вся необходимая информация о диаметрах всех используемых инструментов.
Если программа будет использовать функцию коррекции на инструмент, станку нужно знать диаметр и длину каждого инструмента.
6. УСТАНОВИТЕ ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ
Результат: зажимное приспособление для закрепления имеющейся заготовки надлежащим образом установлено на станке.

Типовые двойные тиски, представляющие
собой две пары тисков, собранные в одном узле
На данном этапе выполняется установка приспособления для закрепления заготовок. На рынке представлен широкий ряд зажимных приспособлений. Карта наладки выполняет в данном случае еще одну важную функцию — определение того, какое именно зажимное приспособление необходимо для закрепления заготовки при выполнении конкретной технологической операции.
7. УСТАНОВИТЕ НУЛЕВУЮ ТОЧКУ ЗАГОТОВКИ И СТАНКА
Результат: нулевые координаты (0, 0, 0) станка с ЧПУ точно совпадают с требуемыми координатами нулевой точки заготовки. Все нулевые точки станка соответствуют требуемым значениям и заложены в управляющую программу.

Чтобы настроить станок с ЧПУ, вам необходимо ввести в память станка координаты нулевой точки (см. статью «Как найти нулевую точку станка») заготовки. Существует целый ряд способов выполнения данной задачи. Цель применения нулевых точек станка состоит в том, чтобы иметь несколько значений координат нулевой точки заготовки. Это удобно в случаях, когда необходимо произвести обработку нескольких заготовок, каждая из которых имеет различные координаты нулевой точки, либо в случае, когда требуется зафиксировать несколько заготовок на отдельных зажимных приспособлениях, при этом каждая из заготовок имеет свои координаты нулевой точки.
8. ЗАГРУЗИТЕ УПРАВЛЯЮЩУЮ ПРОГРАММУ В СТАНОК
Результат: соответствующая управляющая программа с g-кодом загружена в память станка.

Загрузка программы с G-кодом с
флеш-накопителя в блок
управления
Вам необходимо загрузить в память станка управляющую программу с g-кодом (см. статью «Описание G кодов»). — данная операция является частью процедуры настройки станка. В зависимости от модели станка, ее можно выполнить несколькими способами:
- Для загрузки программы с g-кодом в память станков старых моделей может потребоваться дискета или даже бумажная перфолента (на ОЧЕНЬ старых моделях!).
- Загрузка программы с g-кодом в память станков более современных моделей возможна при помощи USB-порта.
- Ваш станок может быть подключен к локальной сети, что позволит загрузить программу, просто скопировав g-код в отдельную папку или загрузив его с FTP-сервера в память станка.
- Ваш станок может быть подключен к устройству, содержащему программу с g-кодом, по протоколу RS-232. В этом случае g-код может быть загружен в память станка посредством данного соединения или поэтапно передаваться по несколько срокам в единицу времени.
Тут есть ряд важных моментов, которые необходимо проверить:
- Убедитесь в том, что у вас в распоряжении имеется правильная версия управляющей программы. Очень легко запутаться в большом количестве различных версий, поэтому убедитесь, что у вас есть именно та версия, которая вам нужна в данный момент.
- Загрузите все необходимые подпрограммы и их библиотеки, которые могут потребоваться основной части программы. Например, в случае если управляющая программа использует данные, получаемые с датчиков, для ее работы может потребоваться наличие библиотеки подпрограммы для снятия показаний с датчиков.
- Вы должны четко знать, каких действий ожидает управляющая программа от оператора станка в процессе работы. Предполагает ли она возможность остановки? Нужно ли вам запускать программу с блока управления? И так далее. Чтобы настроить станок с ЧПУ, такие сведения должны быть занесены в карту наладки.
9. ПРОВЕРЬТЕ СИСТЕМУ ПОДАЧИ СОЖ
Результат: проверка системы подачи СОЖ выполнена, и теперь вы готовы запустить управляющую программу с g-кодом.

Для того, чтобы настроить станок с ЧПУ, убедитесь в том, что применяемая вами СОЖ находится в хорошем состоянии и пригодна к использованию, что будет являться одним из профилактических мероприятий по обслуживанию станка с целью предотвращения возможных сбоев в его работе до начала выполнения операции по обработке заготовки. Повторюсь — данная процедура выполняется последней, однако, возможно, у вас есть свой график проверки и замены СОЖ, который предполагает более частую проверку и гарантирует ее хорошее состояние.
Важно обращать внимание на следующие моменты:
- Если СОЖ имеет неприятный или прогорклый запах, у вас появилась проблема.
- Достаточно ли СОЖ в резервуаре или ее необходимо долить?
- Является ли достаточной концентрация СОЖ по отношению к количеству воды, содержащейся в растворе? Для измерения концентрации СОЖ вы также можете воспользоваться рефрактометром.
- Производите ли вы фильтрацию СОЖ с целью удаления мелкой стружки и мусора, которые могут засорить систему подачи?
- Проверяйте станок, чтобы убедиться в том, что подача СОЖ идет свободно, а сопла установлены в правильном положении. Хорошо настроенная система подачи СОЖ имеет особое значение для удаления стружки и даже может позволить вам немного увеличить скорость подачи и частоту вращения шпинделя.
Вас также может заинтересовать:
«Советы новичкам ЧПУ»
