Производитель универсального заточного станка БДС-4 — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
производит, также, деревообрабатывающее оборудование.
Станки, выпускаемые Витебским заводом заточных станков, Визас
Полупромышленный 3-х операционный комбинированный деревообрабатывающий станок БДС-4 предназначен для комплексной обработки деталей из различных сортов дерева.
Станок БДС-4 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 2400 и 4000 об/мин при перестановке клинового ремня.
В торце строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Станок выполняет следующие операции:
- Строгание (фугование) по плоскости до 200 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 2 м/мин. Скорость вращения ножевого вала — 4000 об/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 50 мм при скорости подачи заготовки до 1,0 м/мин. Скорость вращения дисковой пилы 2400 об/мин;
- Фрезерование дисковой фрезой глубиной до 16 мм при скорости подачи заготовки до 2 м/мин;
- Заточку инструмента шлифовальным кругом.
СУБД-4 станок деревообрабатывающий комбинированный. Назначение, область применения
Станок Универсальный Деревообрабатывающий Бытовой Комбинированный СУБД-4 предназначен для комплексной обработки деталей из различных сортов дерева.
Принцип работы и особенности конструкции станка
Станок СУБД-4 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 3000 и 4500 об/мин при перестановке клинового ремня.
С торца строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Машина СУБД-4 состоит из сварного основания, внутри которого расположен приводной электродвигатель.
Станок СУБД-4 выполняет следующие операции:
- Строгание (фугование) по плоскости от 10 до 250 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 3,6; 5 м/мин;
- Фугование под углом;
- Рейсмусование с автоматической подачей до 3,6; 5 м/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 80 мм под прямым углом при скорости подачи заготовки до 1,0 м/мин;
- Фрезерование пазов дисковыми и концевыми фрезами глубиной до 10..120 мм;
- Сверление глубиной до 10..120 мм;
Модификации бытовых деревообрабатывающих комбинированных станков СУБД-4
Основные технологические операции, выполняемые на станках модификации:
СУБД-4А, СУБД-4Б, СУБД-4Г — фугование, распиловка вдоль, поперек волокон в под углом, рейсмусование, шлифование, сверление, фрезерование торцевой фрезой (пазование) и дисковой фрезой, шпунтование, выборка четверти, заточка инструмента,
СУБД-4В — фугование, распиловка вдоль, поперек волокон и под углом, шлифование, выборка четверти, заточка инструмента, сверление, фрезерование торцевой фрезой (пазование) и дисковой фрезой, шпунтование.
СУБД-4Д — фугование, распиловка вдоль, поперек волокон и под углом, шлифование, выборка четверти, заточка инструмента, фрезерование дисковой фрезой, шпунтование.
- СУБД-4А — полный набор приспособлений. Напряжение питания ~ 380/ 220 В
- СУБД-4Б — полный набор приспособлений. Напряжение питания ~ 220 В. Двухножевой строгальный вал.
- СУБД-4В — отсутствует приспособление для рейсмусования
- СУБД-4Г — полный набор приспособлений. Четырехножевой строгальный вал.
- СУБД-4Д — отсутствует приспособление для рейсмусования и сверлильно-фрезерное устройство
Отличия модификаций СУБД-4
Состав комбинированного станка БДС-4
Станок состоит из станины, на которой установлен в подшипниках качения главный вал (шпиндель), являющийся ножевым валом.
На валу консольно установлен шкив, на который через клиноременную передачу передается вращение от электродвигателя. Шкив электродвигателя — двухступенчатыый, обеспечивает две скорости вращения 2400 и 4000 об/мин. Скорость вращения шпинделя выбирается переброской клинового ремня на шкиве электродвигателя. Скрость 2400 об/мин лучше подходит для работы с дисковой пилой, скорость 4000 об/мин подходит для строгания.
На станине установлены строгальные столы с ограждением ножевого вала и пильный стол. Столы имеют регулировку по высоте.
Универсальный деревообрабатывающий станок СУБД-1Б и его описание
Технические характеристики
Наибольшая ширина фугования и рейсмусования за один проход, мм 250 Наибольшая высота пропила, мм 55 Наибольшая толщина срезаемого слоя за один проход при фуговании, мм 3 Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм 1 Наибольшая глубина сверления и фрезерования (пазования), мм 85 Мощность электродвигателя, кВт 1,5 Габаритные размеры, мм 750х555х370 Напряжение питания, В 220 Масса станка со всеми принадлежностями, кг 90 Частота вращения пилы, об/мин 2810 Частота вращения ножевого вала, об/мин 4500 Число установленных ножей, шт 2
БДС-4 Общий вид комбинированного станка

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Расположение составных частей и органов управления станком БДС-4
- Опорные ножки станка
- Станина
- Подшипник ножевого вала
- Строгальный стол приемный
- Упорная планка
- Электродвигатель
- Электрошкаф
- Защита дисковой пилы
- Ручка регулировки высоты подающего строгального стола
- Ручка регулировки высоты приемного строгального стола
- Выключатель сети 220 В
- Кнопка Пуск
- Кнопка Стоп
- Винты зажима положения строгального стола
Подготовительные операции

Углы заточки дереворежущего инструмента

Регулировка ножей в строгальном барабане станка БДС-4

Планка для калибровки ножей в строгальном барабане станка БДС-4
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
СУБД-4 Общий вид комбинированного станка

Фото комбинированного станка СУБД-4

Фото комбинированного станка СУБД-4

Фото комбинированного станка СУБД-4
Субд 4 станок
Перед допуском к самостоятельной работе станочник деревообрабатывающих станков ( в дальнейшем – станочник ) должен пройти стажировку в течение 2 — 14 смен (в зависимости от характера работы, квалификации работника) под руководством специально назначенного лица. нарушений станочником нормативных, правовых актов (документов) по охране труда которые могли привести или привели к травмированию, аварии или отравлению; при перерывах в работе более чем б месяцев; поступлении информационных материалов об авариях и несчастных случаях, случившихся на аналогичных производствах – внеплановый. 5. Станочник должен иметь четкое представление об опасных и вредных производственных факторах, связанных с выполнением работы, и знать основные способы защиты от их воздействия.
пользоваться при выполнении работ средствами индивидуальной защиты, выдаваемыми в соответствии с отраслевыми типовыми нормами выдачи средств индивидуальной защиты рабочим и служащим предприятий”:
Станок универсальный бытовой деревообрабатывающий, СУБД-4Б
Предназначен для деревообработки в бытовых условия. Является надежным помощником для выполнения различных плотницких и столярных работ при строительтве коттеджей, садовых домиков и в подсобном хозяйстве
Наибольшая ширина фугования и рейсмусования за один проход, мм — 250 Наибольшая высота пропила, мм — 55 Наибольшая толщина срезаемого слоя за один проход при фуговании, мм — 3 Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм — 1 Наибольшая глубина сверления и фрезерования (пазования), мм — 85 Мощность электродвигателя, кВт — 1,5 Габаритные размеры, мм — 750х555х370 Напряжение питания, В — 220 Масса станка со всеми принадлежностями, кг — 90 Частота вращения пилы, об/мин — 2810 Частота вращения ножевого вала, об/мин — 4500 Число установленных ножей, шт — 2
В рамках этой концепции подразумевается подключение к интернету различных промышленных объектов — машин, датчиков, сенсоров, автоматизированных систем управления технологическим процессом (АСУ ТП), способных взаимодействовать друг с другом без участия человека.
В Mail.Ru Group видят в промышленном интернете огромный рынок и точку роста.
«Наша экспертиза и технологии могут быть нам очень полезны в этом.
В эти дни весь мир становится более и более цифровым, и промышленность — это огромная часть экономики, где новые технологии могут обеспечить большой скачок», — отметил Денис Аникин.
Ожидается, что IIoT поможет предприятиям повысить производительность и снизить затраты. По его словам, компания намерена вырастить этот бизнес в «отдельное серьезное направление» и выйти с ним на зарубежный рынок.
Главные положительные преимущества универсального станка
Универсальный станок имеет широкую столешницу, что очень удобно при работе в домашних условиях. Радует и то обстоятельство, что стоимость домашнего оборудования доступна большинству российских покупателей. Такая покупка будет выгодной и полезной для использования дома. Станки субд Выполняемые операции:
– раскрой пиломатериалов вдоль волокон, – раскрой пиломатериалов поперек волокон, – фугование, – сверление, – фрезерование, –заточка инструмента Комплект ЗИП:

Станок универсальный бытовой деревообрабатывающий модели СУБД-1Б предназначен для обработки пиломатериалов в быту (распиловки древесины вдоль и поперек волокон, фугования, сверления, фрезерования, а также заточки инструмента).
Надежность – Простота наладки – Удобство обслуживания Высокая производительность – Широкий диапазон возможностей
Технические характеристики — станок универсальный бытовой деревообрабатывающий субд 1
Показатель СУБД-1Б Наибольшая ширина фугования за один проход, мм 250 Наибольшая ширина срезаемого слоя за один проход, мм 3 Наибольшая высота пропила, мм: – продольная распиловка 55 – поперечная распиловка 45 Глубина сверления и фрезерования (пазования), мм 85 Наибольший диаметр дисковой пилы, мм 200 Частота вращения на холостом ходу, об/мин: – ножевого вала 4560+-200 – пилы 2850+-200 Наибольший диаметр хвостовика инструмента, зажимаемого в патроне, мм 16 Число ножей ножевого вала, шт 2 Подача на всех операциях Ручная Габаритные размеры, мм не более 800х600х400 Масса станка со всеми принадлежностями, кг, не более 85 Питание: – напряжение, В 220 – частота, Гц 50+-10 – ток переменный Номинальная мощность электродвигателя, кВт 1,5
Цена, руб (без НДС) 10.600
Субд 4 читайте далее.
Выбираем для домашней мастерской деревообрабатывающий станок
Кроме того, преимущество использования универсального станка в том, что на нём можно сделать из деревянного материала поистине уникальные вещи, которые достаточно трудно найти на прилавках в магазинах. Использовать универсальные станки достаточно легко.
На отечественном рынке можно выделить российскую продукцию, которая не уступает по качеству аналогам из-за рубежа, но при этом стоимость их намного ниже . После покупки рекомендуется сразу подобрать место для комфортной работы с деревообрабатывающим станком.
Это может быть место в гараже или сарае, которое можно легко переоборудовать под мастерскую.
Нередко люди волнуются, что они фактически не умеют пользоваться такими приборами. Дело в том, что работа на универсальных или специальных станках для обработки дерева достаточно проста.
Производитель универсального заточного станка БДС-4 — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
производит, также, деревообрабатывающее оборудование.
Станки, выпускаемые Витебским заводом заточных станков, Визас
БДС-4 станок деревообрабатывающий комбинированный. Назначение, область применения
Полупромышленный 3-х операционный комбинированный деревообрабатывающий станок БДС-4 предназначен для комплексной обработки деталей из различных сортов дерева.
Станок БДС-4 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 2400 и 4000 об/мин при перестановке клинового ремня.
В торце строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Станок выполняет следующие операции:
- Строгание (фугование) по плоскости до 200 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 2 м/мин. Скорость вращения ножевого вала — 4000 об/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 50 мм при скорости подачи заготовки до 1,0 м/мин. Скорость вращения дисковой пилы 2400 об/мин;
- Фрезерование дисковой фрезой глубиной до 16 мм при скорости подачи заготовки до 2 м/мин;
- Заточку инструмента шлифовальным кругом.
Универсальный деревообрабатывающий станок СУБД-1Б и его описание
Технические характеристики
Наибольшая ширина фугования и рейсмусования за один проход, мм 250 Наибольшая высота пропила, мм 55 Наибольшая толщина срезаемого слоя за один проход при фуговании, мм 3 Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм 1 Наибольшая глубина сверления и фрезерования (пазования), мм 85 Мощность электродвигателя, кВт 1,5 Габаритные размеры, мм 750х555х370 Напряжение питания, В 220 Масса станка со всеми принадлежностями, кг 90 Частота вращения пилы, об/мин 2810 Частота вращения ножевого вала, об/мин 4500 Число установленных ножей, шт 2
Состав комбинированного станка БДС-4
Станок состоит из станины, на которой установлен в подшипниках качения главный вал (шпиндель), являющийся ножевым валом.
На валу консольно установлен шкив, на который через клиноременную передачу передается вращение от электродвигателя. Шкив электродвигателя — двухступенчатыый, обеспечивает две скорости вращения 2400 и 4000 об/мин. Скорость вращения шпинделя выбирается переброской клинового ремня на шкиве электродвигателя. Скрость 2400 об/мин лучше подходит для работы с дисковой пилой, скорость 4000 об/мин подходит для строгания.
На станине установлены строгальные столы с ограждением ножевого вала и пильный стол. Столы имеют регулировку по высоте.
Рекомендации по выбору деревообрабатывающего оборудования
Прежде чем приступить к выбору оборудования, необходимо поставить задачи производительности. Другими словами, нужно определить, для чего Вы приобретаете оборудование: глубокая переработка круглого леса, производство пиломатериала, постройка дома или других объектов. Ленточная пилорама
Основное преимущество ленточных пилорам — максимальный выход готовой продукции (КПД выхода пиломатериала составляет 60 — 70 %), достигается это за счет минимальной толщины пропила в 1,8 — 2,2 мм. Ленточнопильные станки, хорошо подходят для малого бизнеса, как станки, на которых можно получить на выходе готовую продукцию: доска обрезная, брус, брусок, шпала, лафет, необрезная доска. Ленточная пилорама имеет низкое энергопотребление до 15 кВт. Пилорамы ленточные используют как оборудование первого ряда, так как распил бревна в развал достигает 90 — 100 см (Тайга Т4, Атлант), для распиловки на лафет и последующей его подачи на многопильный станок.
Для увеличения производительности пилорамы необходимо:
Удобная и оперативная подача бревна (заготовки) на станину. Для этого возможно использовать тельфер, кран, лебедку или поката. Перемещение и поворот бревна во время процесса распиловки (удобные зажимы и упоры для бревна, использование багра) Удобный и оперативный забор готовой продукции на сортировку, и дальнейшую переработку. Для ускорения процесса выставления размеров доски и расчета толщины доски используют дополнительное устройство — электронная линейка (контроллер перемещения). Она позволяет программно задавать толщину доски и даёт возможность более точного позиционирования пильной ленты при распиловке бревен. Также контроллер перемещения позволяет программно учесть толщину пропила для упрощения математических задач для рамщика. Более точное позиционирование пильной ленты обеспечивает более качественную геометрию готовой продукции.
Минусы ленточного пиления состоят в геометрии пиломатериала и чистоте обработки, пиломатериал с ленточки не котируется для экспорта из-за разнотолщинности и волны пиломатериала. Доска с ленточной пилорамы хорошо подходит для внутреннего рынка сбыта или дальнейшей переработки. Кромкообрезной станок
Для улучшения геометрии доски можно использовать кромкообрезной станок Тайга К2 он обеспечит более точную распиловку по ширине доски, но не исправит качество пиломатериала по пласти пиления. Кромкообрезные станки, являются оборудованием второго ряда и все преимущества раскрывают когда работают в связке с ленточными и шинными пилорамами.
Дисковая пилорама
Дисковая пилорама горизонтального пиления обеспечивает отличное качество пласти и геометрию пиления. Недостатком пиления является толщина пропила 4,5 — 6 мм, при этом КПД выхода готового пиломатериала составит не более 60 %. Скорость дискового пиления выше, чем на ленточной пилораме.
Дисковая пилорама может быть станком первого или второго ряда в зависимости от предназначения оборудования.
Пилорама двух-дисковая горизонтального пиления имеет высокую скорость пиления и высокую производительность продукции, диаметр обрабатываемого бревна до 60 см (0,6 м), углопильная двух-дисковая пилорама .
Основным преимуществом дисковых пилорам радиального пиления (углоповоротная пилорама) является большой диаметр обрабатываемого бревна до 1,2 м. Экспортное качество пиломатериала и высокая чистота обработки древесины которую обеспечивает обработка дисковой пилой.
Шинная пилорама
Шинная пилорама Мурка М1 (бензиновая) и М5 (новая бензиновая версия) характеризуется мобильностью, практичностью в эксплуатации. Автономное питание пилорамы позволяет распилить бревно на брус и доску или шпалу прямо в лесу. Бензопила STIHL MS660 может использоваться отдельно от пилорамы, как валочная бензопила, для этого нужно открутить только 2 гайки крепления пилы, и поменять шину и цепь для продольного пиления на более подходящую. Расход бензина 0,8 л./40 мин. Шинное пиление дает точную геометрию распила и отсутствие волны при пилении. Минусом шинных пилорам является низкая по сравнению с ленточной пилорамой, производительность, поэтому такие пилорамы являются решением малого и среднего бизнеса. Для людей, которые покупают пилораму себе в хозяйство, это идеальный вариант и еще шинные пилорамы Мурка пользуются большим спросом у фермеров, колхозников.
БДС-4 Общий вид комбинированного станка

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Расположение составных частей и органов управления станком БДС-4
- Опорные ножки станка
- Станина
- Подшипник ножевого вала
- Строгальный стол приемный
- Упорная планка
- Электродвигатель
- Электрошкаф
- Защита дисковой пилы
- Ручка регулировки высоты подающего строгального стола
- Ручка регулировки высоты приемного строгального стола
- Выключатель сети 220 В
- Кнопка Пуск
- Кнопка Стоп
- Винты зажима положения строгального стола
Подготовительные операции

Углы заточки дереворежущего инструмента

Регулировка ножей в строгальном барабане станка БДС-4

Планка для калибровки ножей в строгальном барабане станка БДС-4
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Субд 4 станок
Перед допуском к самостоятельной работе станочник деревообрабатывающих станков ( в дальнейшем – станочник ) должен пройти стажировку в течение 2 — 14 смен (в зависимости от характера работы, квалификации работника) под руководством специально назначенного лица. нарушений станочником нормативных, правовых актов (документов) по охране труда которые могли привести или привели к травмированию, аварии или отравлению; при перерывах в работе более чем б месяцев; поступлении информационных материалов об авариях и несчастных случаях, случившихся на аналогичных производствах – внеплановый. 5. Станочник должен иметь четкое представление об опасных и вредных производственных факторах, связанных с выполнением работы, и знать основные способы защиты от их воздействия.
пользоваться при выполнении работ средствами индивидуальной защиты, выдаваемыми в соответствии с отраслевыми типовыми нормами выдачи средств индивидуальной защиты рабочим и служащим предприятий”:
Станок универсальный бытовой деревообрабатывающий, СУБД-4Б
Предназначен для деревообработки в бытовых условия. Является надежным помощником для выполнения различных плотницких и столярных работ при строительтве коттеджей, садовых домиков и в подсобном хозяйстве
Наибольшая ширина фугования и рейсмусования за один проход, мм — 250 Наибольшая высота пропила, мм — 55 Наибольшая толщина срезаемого слоя за один проход при фуговании, мм — 3 Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм — 1 Наибольшая глубина сверления и фрезерования (пазования), мм — 85 Мощность электродвигателя, кВт — 1,5 Габаритные размеры, мм — 750х555х370 Напряжение питания, В — 220 Масса станка со всеми принадлежностями, кг — 90 Частота вращения пилы, об/мин — 2810 Частота вращения ножевого вала, об/мин — 4500 Число установленных ножей, шт — 2
В рамках этой концепции подразумевается подключение к интернету различных промышленных объектов — машин, датчиков, сенсоров, автоматизированных систем управления технологическим процессом (АСУ ТП), способных взаимодействовать друг с другом без участия человека.
В Mail.Ru Group видят в промышленном интернете огромный рынок и точку роста.
«Наша экспертиза и технологии могут быть нам очень полезны в этом.
В эти дни весь мир становится более и более цифровым, и промышленность — это огромная часть экономики, где новые технологии могут обеспечить большой скачок», — отметил Денис Аникин.
Ожидается, что IIoT поможет предприятиям повысить производительность и снизить затраты. По его словам, компания намерена вырастить этот бизнес в «отдельное серьезное направление» и выйти с ним на зарубежный рынок.
Главные положительные преимущества универсального станка
Универсальный станок имеет широкую столешницу, что очень удобно при работе в домашних условиях. Радует и то обстоятельство, что стоимость домашнего оборудования доступна большинству российских покупателей. Такая покупка будет выгодной и полезной для использования дома. Станки субд Выполняемые операции:
– раскрой пиломатериалов вдоль волокон, – раскрой пиломатериалов поперек волокон, – фугование, – сверление, – фрезерование, –заточка инструмента Комплект ЗИП:

Станок универсальный бытовой деревообрабатывающий модели СУБД-1Б предназначен для обработки пиломатериалов в быту (распиловки древесины вдоль и поперек волокон, фугования, сверления, фрезерования, а также заточки инструмента).
Надежность – Простота наладки – Удобство обслуживания Высокая производительность – Широкий диапазон возможностей
Технические характеристики — станок универсальный бытовой деревообрабатывающий субд 1
Показатель СУБД-1Б Наибольшая ширина фугования за один проход, мм 250 Наибольшая ширина срезаемого слоя за один проход, мм 3 Наибольшая высота пропила, мм: – продольная распиловка 55 – поперечная распиловка 45 Глубина сверления и фрезерования (пазования), мм 85 Наибольший диаметр дисковой пилы, мм 200 Частота вращения на холостом ходу, об/мин: – ножевого вала 4560+-200 – пилы 2850+-200 Наибольший диаметр хвостовика инструмента, зажимаемого в патроне, мм 16 Число ножей ножевого вала, шт 2 Подача на всех операциях Ручная Габаритные размеры, мм не более 800х600х400 Масса станка со всеми принадлежностями, кг, не более 85 Питание: – напряжение, В 220 – частота, Гц 50+-10 – ток переменный Номинальная мощность электродвигателя, кВт 1,5
Цена, руб (без НДС) 10.600
Субд 4 читайте далее.
Выбираем для домашней мастерской деревообрабатывающий станок
Кроме того, преимущество использования универсального станка в том, что на нём можно сделать из деревянного материала поистине уникальные вещи, которые достаточно трудно найти на прилавках в магазинах. Использовать универсальные станки достаточно легко.
На отечественном рынке можно выделить российскую продукцию, которая не уступает по качеству аналогам из-за рубежа, но при этом стоимость их намного ниже . После покупки рекомендуется сразу подобрать место для комфортной работы с деревообрабатывающим станком.
Это может быть место в гараже или сарае, которое можно легко переоборудовать под мастерскую.
Нередко люди волнуются, что они фактически не умеют пользоваться такими приборами. Дело в том, что работа на универсальных или специальных станках для обработки дерева достаточно проста.
Применение бытового деревообрабатывающего станка
Бытовой станок открывает много возможностей. С его помощью можно изготовить любые детали для мебели, беседки, ограды, дверей и т.д. Практически все виды работ с деревом осуществимы с помощью универсального станка. Производительность такого станка меньше по сравнению со специальным, но для небольшого производства он тоже подойдет.
Преимущества использования универсального станка в том, что Вы при желании можете сделать уникальные вещи, которые никогда бы не нашли в продаже.

Главное – соблюдать технику безопасности. Современные станки производят из высокопрочных сплавов, это и есть гарантией их исправной работы. Вы можете обрабатывать древесину любой породы, в том числе и твердые сорта.
Универсальный станок оснащен двигателем, работающим от домашней сети. Устройство снабжено специальным тепловым реле, защищающим от перегревания. Это устройство предотвращает перегрузку станка и обеспечивает стабильную эксплуатацию на протяжении долгих лет.
Назовем основные отличительные особенности станки субд . качественная работа на станке — залог повышения прибыли
Древесина – это материал, который требует особого ухода, специального отношения и внимательности.
Древесина нуждается в специальной обработке, защищающей от возможных разрушений и придающей декоративные черты. При обработке древесины обычно применяют частично или полностью прозрачную отделку, а значит импрегнанты и лазури.
Лакобейцы, или лазури, представляют собой защитные материалы, придающие древесине цвет, вкрапливая в структуры пигменты. Цвет, иными словами, пропитывает и древесную структуру, а не только ее поверхность.
Лазури защищают древесину главным образом от процессов гниения, сохраняя естественный рисунок и окрашивая в установленный цвет.
Существуют лазури на основе растворителей (с алкидными смолами) и водоразбавляемые лазури (с акриловыми смолами).
Слой лазури, который нанесен на древесину, обладает способностью растягиваться и сжиматься, эластичностью. Такие свойства очень важны для защиты от возможных трещин, потому что древесина может изменить размеры.
На современном рынке представлены импрегнанты двух основных видов: органнорастворимые и водорастворимые. Водорастворимые импрегнанты состоят из алкидных и алкидно-акриловых эмульсий и акриловых смол. Степень защищенности древесной поверхности, а также ее насыщенности цветом зависит от размера смоляных частичек и того, насколько глубоко они проникнут в структуру древесины.
Средства, которые входят в состав смол, защищают древесину от плесени и грибков на биологическом уровне Бытовые станки для деревообработки предназначены для широкого спектра действий. Они универсальны, на бытовых устройствах можно осуществить пиление, строгание, выборку пазов, фрезерование, сверление и т.д.
Примером универсального бытового станка является СУБД-4. Он прекрасно подойдет для домашнего использования и для производства с небольшими объемами выпускаемой продукции. В зависимости от комплектации зависит стоимость оборудования.
Виды деревообрабатывающих станков
Станки для деревообработки классифицируют по разным признакам. Станки бывают бытовыми универсальными, узкоспециализированными и специальными.
По выполняемым операциям можно разделить станки на ленточнопильные, круглопильные, продольно-фрезерные, фрезерные и токарные станки.
Паспорта, электрические схемы, описание работы схем, техническая документация на электрооборудование металлорежущих станков
Но где же сейчас найти эти паспорта?
Многим эксплуатируемым станкам уже по 30 – 40 лет. И очень часто вся техническая документация на них давным-давно утеряна. А выход, на самом деле, есть.
В настоящее время, у меня имеется около 100 комплектов электронных копий на самые распространенные модели металлорежущих станков. Теперь вся имеющаяся у меня техническая документация на металлорежущие станки доступна для свободного скачивания в полном объеме.
Просто у меня появился нормальный Интернет, свободное время и, соответственно, возможность все это добро закачать на файлообменник. Для примера в паспорт гидрофицированного долбежного станка модели 7М430 входит: общий вид станка, назначение и область применения станка, распаковка и транспортирование станка, общий вид станка
Ibm db2
- СУБД DB2 имеет нетипизированное значение NULL.
- DB2 чувствительна к регистру строковых значений при сравнении. Касается не только прямого сравнения, но и операций СГРУППИРОВАТЬ, ОБЪЕДИНИТЬ, РАЗЛИЧНЫЕ.
- Максимальная длина числового значения — 31 знак (в других СУБД — 38).
- Максимальная длина ресурса регистров бухгалтерии и накопления — 25 знаков (везде 32).
- Максимальное количество колонок в списке выборки — 1012.
- Максимальный размер поля неограниченной длины — 1 Гб.
- Аргументом у конструкции «ПОДОБНО» может быть лишь литерал, запрещено использование основных шаблонов.
- Производительность СУБД IBM DB2 существенно снижается при использовании подзапросов в условии соединения.
Postgresql
- NULL так же, как и Oracle, при сортировке по возрастанию становится в конце результата.
- В режиме автоматических блокировок при чтении таблица блокируется целиком.
- В СУБД PostgreSQL сильно уменьшается производительность в режиме интенсивной работы, система как можно чаще требуется реиндексирование (метод REINDEX).
- Большое влияние на производительность PostgreSQL оказывает скорость работы жесткого диска — данные после команды COMMIT (фиксация транзакции) из кеша помещаются на диск. Это существенно повышает надежность, однако снижает производительность СУБД при записи информации (функция fsync). Поэтому считается, что эта СУБД является очень медленной в плане записи и удаления информации, однако это можно исправить.
- Можно достичь повышения надежности внедрением RAID — массивов в сочетании с блоками бесперебойного питания. Тем самым мы повысим надежность системы. После повышения надежности можно пренебречь включением функции fsync и тем самым существенно увеличить скорость работы системы.
- При вычислении разницы между датами, если в промежутке дат попадаются переходы с зимнего времени на летнее (и наоборот), СУБД PostgreSQL учитывает разницу. Пример — разница между 29.10.2022-00:00:00 и 30.10.2022-00:00:00 будет не 24 часа, а 25.
- СУБД неэффективно отрабатывает вид соединения — «ПОЛНОЕ ВНЕШНЕЕ СОЕДИНЕНИЕ».
Ао «марийский машиностроительный завод»
Генеральный директорЕфремов Борис Иванович
Ордена Ленина Акционерное общество «Марийский машиностроительный завод»
является крупным предприятием республики Марий Эл. Основанный в августе 1941 года завод вырос до многопрофильного универсального производства, тесно сотрудничает в разработке и производстве продукции с 20-ю ведущими НИИ страны.
АО «ММЗ» обладает следующими технологическими возможностями и предоставляет услуги:
● заготовительное ● литейное ● цех по литью пластмасс ● механообрабатывающее ● каркасно-штамповочное ● гальваническое ● лакокрасочное ● сборочно-монтажное ● термическая обработка
Предприятие имеет современное оборудование, квалифицированных специалистов, значительный научно-технический потенциал.
АО «Марийский машиностроительный завод» производит продукцию:
● оборудование для агропромышленного комплекса:
косилки роторные КРН-2,1М2С, газодувки ГР24, детали для косилок и другой сельскохозяйственной техники
станки:пятишпиндельные сверлильные станки СВ-20, электроэрозионные станки Искра-1В● светодиодные экраны: размеры 6х3 м, 15х5 м и другие размеры под заказ
энергосберегающие светодиодные светильники Альтаирдля улиц, офисов, теплиц.Собственная производственная база и тысячи выполненных заказов позволяют нашему предприятию гордиться достигнутым и с оптимизмом двигаться вперед, внося свой вклад в экономический и промышленный рост потенциала России.
На АО «Марийский машиностроительный завод» функционирует система менеджмента качества в соответствии с требованиями ГОСТ РВ 0015-002-2022 и ГОСТ ISO 9001-2022. СМК сертифицирована в СДС «Военный регистр» ОС СМК АНО «ИнИС ВВТ» (г. Москва). Выдан сертификат соответствия № ВР 02.1.
- Контакты
- Политика обработки персональных данных
Контакты ›
Бдс-4 общий вид комбинированного станка
Фото комбинированного станка БДС-4
Фото комбинированного станка БДС-4
Фото комбинированного станка БДС-4
Фото комбинированного станка БДС-4
Расположение составных частей и органов управления станком БДС-4
- Опорные ножки станка
- Станина
- Подшипник ножевого вала
- Строгальный стол приемный
- Упорная планка
- Электродвигатель
- Электрошкаф
- Защита дисковой пилы
- Ручка регулировки высоты подающего строгального стола
- Ручка регулировки высоты приемного строгального стола
- Выключатель сети 220 В
- Кнопка Пуск
- Кнопка Стоп
- Винты зажима положения строгального стола
Заточной станок
Шлифовальный круг 6 (рис. 7) зажимается между шайбой 2 и буртом резьбовой втулки 3 и крепится гайкой 4 на конусный конец ножевого вала болтом 5 (рис. 7).
На шлифовальный круг устанавливается защитный кожух 1 (рис. 7), который крепится винтами к корпусу фуговального станка. Зазор между шлифовальным кругом и пластикой, служащий опорой для инструмента при заточке, должен быть не более 3 мм .
Перед пуском станка произвести следующие работы:
- очистить станок и рабочую зону от опилок и стружки;
- соблюдать правила по технике безопасности к пожарной безопасности.
Наладки станка на соответствующие вялы работ показаны на рис. 10 — 17.
Когда не выбирать реляционную субд
Если предполагается хранить не структурируемые данные, или наоборот очень простые структуры типа ключ-значение, то лучше посмотреть в сторону документных СУБД и специализированных СУБД типа ключ-значение соответственно.
Так же один из признаков, что имеет смысл подумать не о реляционных СУБД, это такой факт как необходимость часто обновлять значения в одних и тех же строках. Обычно это обходится «дорого» в реляционных СУБД, и нужно применять «продвинутую магию» что бы делать это корректно.
Конечно, тут есть много «но», или «а если очень хочется», и других ситуаций, когда данные рекомендации можно игнорировать. Это нормально, особенно когда за дело берется эксперт, который знает как это сделать.
Колоночные субд
Колоночные СУБД очень похожи на реляционные. Они так же состоят из строк, которые имеют атрибуты, а строки группируются в таблицах. Различия в логических моделях несущественные, а вот на уровне физического хранения данных различия значительные.
В реляционных СУБД данные хранятся «построчно», это означает что для считывания значения определенной колонки, придется прочитать практически всю строку, как минимум от первой до нужной колонки. В колоночной СУБД данные хранятся «поколоночно», т.е. колонка — это как отдельная таблица.
Основные преимущества колоночных СУБД – эффективное выполнения сложных аналитических запросов на больших объемах, и легкое, практически мгновенное, изменение структуры таблиц с данными, плюс существенная компрессия и сжатие, которое позволяет значительно экономить место.
Яркие представители колоночных СУБД — Sybase IQ (ныне SAP IQ), Vertica, ClickHouse, Google BigTable, InfoBright, Cassandra.
Круглопильный станок
Устройство станка приведено на рис. 3.
Пила зажимается гайкой 6 между шайбой 7 и буртом резьбовой втулки 5 (рис. 1а) и крепится на конусный конец вала болтом 3 (рис. 1в).
Пильный стол 6 крепится на кронштейнах 5 к корпусу фуговального станка гайками 12 (рис. 3).
При помощи гаек пильный стол можно выставить на разной высоте и осуществлять пропилы необходимой глубины.
Перед началом работ вращением ручки 8 поднять подвижной фуговальный стол на уровень неподвижного.
Пильный стол в установить на уровень фуговальных столов 7, 8.
Пила имеет ограждение 1, которое при продвижении под ним заготовки поднимается. Ограждение крепится к клину 2. Клин выставлен в одной плоскости с пилой, и выполняет роль направляющего и расклинивающего заготовку устройства. Сектора зубчатые 13 предназначены для заклинивания заготовки при подаче пиломатериала в обратном направлении.
На столе 6 может быть установлена упор-линейка 14, используемая для распиловки под углом.
Для поперечной распиловки необходимо снять ограждение ножевого вала 11 и упорной линейки 10, 14. Закрыть ножевой вал настилом (рис.11) из комплекта, поставляемого вместе со станком.
Закрепить настил на подвижном столе винтами. При наладке станка на работу с дисковой фрезой необходимо вставку ни пильном столе около плиты заменить на вставку из комплекта поставки. Для этого отвернуть винты, крепящие вставку к пильному столу, заменить вставку и закрепить ее теми же винтами.
Литература[ | ]
- Когаловский М.Р.
Энциклопедия технологий баз данных. — М.: Финансы и статистика, 2002. — 800 с. — ISBN 5-279-02276-4. - Кузнецов С. Д.
Основы баз данных. — 2-е изд. — М.: Интернет-университет информационных технологий; БИНОМ. Лаборатория знаний, 2007. — 484 с. — ISBN 978-5-94774-736-2. - Дейт К. Дж.
Введение в системы баз данных = Introduction to Database Systems. — 8-е изд. — М.: Вильямс, 2005. — 1328 с. — ISBN 5-8459-0788-8 (рус.) 0-321-19784-4 (англ.). - Коннолли Т., Бегг К.
Базы данных. Проектирование, реализация и сопровождение. Теория и практика = Database Systems: A Practical Approach to Design, Implementation, and Management. — 3-е изд. — М.: Вильямс, 2003. — 1436 с. — ISBN 0-201-70857-4.
- Гарсиа-Молина Г., Ульман Дж., Уидом Дж.
Системы баз данных. Полный курс = Database Systems: The Complete Book. — Вильямс, 2003. — 1088 с. — ISBN 5-8459-0384-X. - C. J. Date.
Date on Database: Writings 2000–2006. — Apress, 2006. — 566 с. — ISBN 978-1-59059-746-0, 1-59059-746-X.
Модификации бытовых деревообрабатывающих комбинированных станков субд-4
Основные технологические операции, выполняемые на станках модификации:СУБД-4А, СУБД-4Б, СУБД-4Г — фугование, распиловка вдоль, поперек волокон в под углом, рейсмусование, шлифование, сверление, фрезерование торцевой фрезой (пазование) и дисковой фрезой, шпунтование, выборка четверти, заточка инструмента,
СУБД-4В — фугование, распиловка вдоль, поперек волокон и под углом, шлифование, выборка четверти, заточка инструмента, сверление, фрезерование торцевой фрезой (пазование) и дисковой фрезой, шпунтование.
СУБД-4Д — фугование, распиловка вдоль, поперек волокон и под углом, шлифование, выборка четверти, заточка инструмента, фрезерование дисковой фрезой, шпунтование.
- СУБД-4А — полный набор приспособлений. Напряжение питания ~ 380/ 220 В
- СУБД-4Б — полный набор приспособлений. Напряжение питания ~ 220 В. Двухножевой строгальный вал.
- СУБД-4В — отсутствует приспособление для рейсмусования
- СУБД-4Г — полный набор приспособлений. Четырехножевой строгальный вал.
- СУБД-4Д — отсутствует приспособление для рейсмусования и сверлильно-фрезерное устройство
Отличия модификаций субд-4
Планы деревообработки
| Pantorouter — это станок для резки тенона на основе шаблона , который имеет все виды применения для резки сложных деревянных соединений Панторутер планы | Pantorouter XL является увеличенной версией моего pantorouter, предназначен для размещения погружных маршрутизаторов. Он также имеет больший диапазон движения. Но это занимает больше места. Pantorouter XL планирует |
| Самодельная ленточная пила не должна быть компромиссом. Не требуется нестандартные металлические детали. Ленточные пилы планы | Меньшая 14-дюймовая ленточная пила , которая также превращается в лесопильный завод 14 «ленточная пила / лесопилка |
| Самодельная 20-дюймовая ленточная пила, с 13-дюймовой (34 см) пропил-емкостью, и достаточно большой, чтобы взять лезвий пилорамы 20-дюймовые ленточные пилы | |
| Этот пантограф маршрутизатора отличается от обычных тем, что он поддерживает вес маршрутизатора. Это также позволяет контролировать глубину резания , и дает намного лучший обзор резания . 3-D маршрутизатор пантограф | Рулонный подъемник, который наклоняется до 45 °. Это действительно расширяет возможности для создания пользовательских формовок , даже с базовыми наборами бит маршрутизатора . Наклонный лифт |
| Конденсатор с помощью шурупа-шурупа до точно прорезает дерево для изготовления соединения коробки и пальца на настольной пиле. Одновременно может быть обрезано до восьми досок. Стопорный зажим | Резчик копий маршрутизатора.Копирует сложные трехмерные фигуры. Четыре оси (маршрутизатор может наклоняться) и магазины более компактный, чем коммерческие машины. Маршрутизатор копировально-вырезной станок |
| Слотно-долбежный станок с использованием роутера. Легко установить и режет чище и на быстрее, чем большинство других долбяков. Слотно-долбежный станок | Шпилька, которая позволяет разрезать обе стороны шипа простое движение рычага для большей скорости и большего точная резка шипов. Быстросменный джиг |
| Столовая пила ласточкин хвост Позволяет для большего разнообразия, и больший размер сустава, чем это возможно с джиг-роутер Настольная пила для ласточкиного хвоста | Меньше, чем обычный пылесборник, тише и экономичнее, чем в магазине. Малый пылесборник |
| 12-дюймовый фуганок, построенный из частей, спасенных от дешевой 12-дюймовой толщины строгальный станок. Легко для двух человек носить с собой. Самодельный деревянный фуганок | Самодельная настольная пила на основе циркулярной пилы, с более надежный способ монтажа пилы и простой механизм регулировки глубины Самодельная настольная пила |
| Ленточная шлифовальная машина размером 6 x 48 дюймов, может использоваться как обычная ленточная шлифовальная машина или перевернул на бок, чтобы использовать как шлифовальный станок 6 «х 48» ленточная шлифовальная машина | Ленточная шлифовальная машина 1 х 42 дюйма.Использует более длинные ремни (42 «), чем большинство полосовые шлифовальные машины. Глубокая глотка и сменные валики позволяют этой шлифовальной машине шлифовать выпуклые и вогнутые края, заменяя шпиндельные шлифовальные машины для большинства применений, и это быстрее и менее пыльный 1 «x 42» полосовой шлифовальный станок |
| Деревянный настольный токарный станок, с деревянными подшипниками. Этот токарный станок длиной 80 см оснащен двигателем мощностью 1/3 л.с. поворачивать шпиндели длиной до 43 см и чаши до 26 см диаметр. При весе всего 20 фунтов без двигателя, легко убрать, когда не используется. Планы токарные деревянные | |
| Не наклоняющийся деревянный лифт. Это мой старый дизайн раньше Я придумал наклонную версию. Деревянный роутер лифт | Измельчитель яблок, для извлечения сока из яблок. яблоки перед тем, как сок будет эффективно извлечен, необходимо размолоть нажав. яблочная дробилка |
| Получите скидки, если вы покупаете более , чем один план на странице покупок. Скидки на несколько покупок | |
Программное обеспечение для деревообрабатывающих |
|
| Увеличьте свои планы по деревообработке до 1: 1.Программа для создания полноразмерных многостраничных распечаток из чертежей и моделей САПР Программа BigPrint | Мой генератор шаблонов делает печатные бумажные шаблоны для режущие механизмы из фанеры ленточной пилой. Многие люди также используют его с ЧПУ. Дизайн редуктора и редуктор Программа генератора шаблонов |
| Программа для вашего компьютера на , создающая трафаретные блоки с использованием любого шрифта на вашем ПК. Трафаретная программа | |
Другие планы на продажу: игрушки и мебель (скидки при покупке более одного) |
Подготовительные операции
Углы заточки дереворежущего инструмента
Регулировка ножей в строгальном барабане станка БДС-4
Планка для калибровки ножей в строгальном барабане станка БДС-4
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Применение бытового деревообрабатывающего станка
Бытовой станок открывает много возможностей. С его помощью можно изготовить любые детали для мебели, беседки, ограды, дверей и т.д. Практически все виды работ с деревом осуществимы с помощью универсального станка. Производительность такого станка меньше по сравнению со специальным, но для небольшого производства он тоже подойдет.
Преимущества использования универсального станка в том, что Вы при желании можете сделать уникальные вещи, которые никогда бы не нашли в продаже.

Для удобного использования бытового станка нужно обеспечить комфортное нежилое помещение, которым может служить сарай, мастерская или гараж. Оборудование российского производства отвечает всем стандартам и не требует специальных навыков. Даже человек без соответствующей квалификации сможет обучиться и самостоятельно разобраться в технологии работы с бытовым станком.
Главное – соблюдать технику безопасности. Современные станки производят из высокопрочных сплавов, это и есть гарантией их исправной работы. Вы можете обрабатывать древесину любой породы, в том числе и твердые сорта.
Универсальный станок оснащен двигателем, работающим от домашней сети. Устройство снабжено специальным тепловым реле, защищающим от перегревания. Это устройство предотвращает перегрузку станка и обеспечивает стабильную эксплуатацию на протяжении долгих лет.
Принцип работы и особенности конструкции станка
Станок СУБД-4 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 3000 и 4500 об/мин при перестановке клинового ремня.
С торца строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Машина СУБД-4 состоит из сварного основания, внутри которого расположен приводной электродвигатель.
Станок СУБД-4 выполняет следующие операции:
- Строгание (фугование) по плоскости от 10 до 250 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 3,6; 5 м/мин;
- Фугование под углом;
- Рейсмусование с автоматической подачей до 3,6; 5 м/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 80 мм под прямым углом при скорости подачи заготовки до 1,0 м/мин;
- Фрезерование пазов дисковыми и концевыми фрезами глубиной до 10..120 мм;
- Сверление глубиной до 10..120 мм;
Рейсмусовая приставка td-2500
Описание.
Рейсмусовая приставка является незаменимым помощником при строгании и дает возможность получить на выходе заготовку отличного качества. С помощью приставки можно осуществить точную обработку пиломатериалов толщиной до 103 мм.
Приставка оснащена регулировкой толщины строгания бруска за один проход (максимальное снятие 3 мм), кожухом с патрубком для удаления стружки, а также устройством предотвращения отброса заготовки, что обеспечивает более легкую ручную подачу и чистоту обработки древесины. Предназначена для установки на станок БЕЛМАШ СДМ-2500.
Технические характеристики.
| Наименование | Параметры |
| Ширина заготовки, мм | 15÷250 |
| Диапазон глубины строгания за один проход, мм | 0÷3 |
| Толщина обрабатываемой заготовки, мм | 5÷103 |
| Частота вращения ножевого вала, мин-1 | 7700 |
| Габаритный размер устройства, Д×Ш×В, мм | 390×386×280 |
| Масса одного устройства (нетто/брутто), кг | 15/16,5 |
| Габаритный размер упаковки, Д×Ш×В, мм | 405×395×265 |
Устройство прижимное БЕЛМАШ УП-2500
4 100 руб. 3 000 руб. под заказ
xn--21-6kclgd0ditp8a.xn--p1ai
Рекомендации по выбору деревообрабатывающего оборудования
Прежде чем приступить к выбору оборудования, необходимо поставить задачи производительности. Другими словами, нужно определить, для чего Вы приобретаете оборудование: глубокая переработка круглого леса, производство пиломатериала, постройка дома или других объектов. Ленточная пилорама
Основное преимущество ленточных пилорам — максимальный выход готовой продукции (КПД выхода пиломатериала составляет 60 — 70 %), достигается это за счет минимальной толщины пропила в 1,8 — 2,2 мм. Ленточнопильные станки, хорошо подходят для малого бизнеса, как станки, на которых можно получить на выходе готовую продукцию: доска обрезная, брус, брусок, шпала, лафет, необрезная доска.
Ленточная пилорама имеет низкое энергопотребление до 15 кВт. Пилорамы ленточные используют как оборудование первого ряда, так как распил бревна в развал достигает 90 — 100 см (Тайга Т4, Атлант), для распиловки на лафет и последующей его подачи на многопильный станок.
Для увеличения производительности пилорамы необходимо:
Удобная и оперативная подача бревна (заготовки) на станину. Для этого возможно использовать тельфер, кран, лебедку или поката. Перемещение и поворот бревна во время процесса распиловки (удобные зажимы и упоры для бревна, использование багра) Удобный и оперативный забор готовой продукции на сортировку, и дальнейшую переработку.
Для ускорения процесса выставления размеров доски и расчета толщины доски используют дополнительное устройство — электронная линейка (контроллер перемещения). Она позволяет программно задавать толщину доски и даёт возможность более точного позиционирования пильной ленты при распиловке бревен.
Минусы ленточного пиления состоят в геометрии пиломатериала и чистоте обработки, пиломатериал с ленточки не котируется для экспорта из-за разнотолщинности и волны пиломатериала. Доска с ленточной пилорамы хорошо подходит для внутреннего рынка сбыта или дальнейшей переработки. Кромкообрезной станок
Для улучшения геометрии доски можно использовать кромкообрезной станок Тайга К2 он обеспечит более точную распиловку по ширине доски, но не исправит качество пиломатериала по пласти пиления. Кромкообрезные станки, являются оборудованием второго ряда и все преимущества раскрывают когда работают в связке с ленточными и шинными пилорамами.
Дисковая пилорама
Дисковая пилорама горизонтального пиления обеспечивает отличное качество пласти и геометрию пиления. Недостатком пиления является толщина пропила 4,5 — 6 мм, при этом КПД выхода готового пиломатериала составит не более 60 %. Скорость дискового пиления выше, чем на ленточной пилораме.
Дисковая пилорама может быть станком первого или второго ряда в зависимости от предназначения оборудования.
Пилорама двух-дисковая горизонтального пиления имеет высокую скорость пиления и высокую производительность продукции, диаметр обрабатываемого бревна до 60 см (0,6 м), углопильная двух-дисковая пилорама .
Основным преимуществом дисковых пилорам радиального пиления (углоповоротная пилорама) является большой диаметр обрабатываемого бревна до 1,2 м. Экспортное качество пиломатериала и высокая чистота обработки древесины которую обеспечивает обработка дисковой пилой.
Шинная пилорама
Шинная пилорама Мурка М1 (бензиновая) и М5 (новая бензиновая версия) характеризуется мобильностью, практичностью в эксплуатации. Автономное питание пилорамы позволяет распилить бревно на брус и доску или шпалу прямо в лесу. Бензопила STIHL MS660 может использоваться отдельно от пилорамы, как валочная бензопила, для этого нужно открутить только 2 гайки крепления пилы, и поменять шину и цепь для продольного пиления на более подходящую.
Расход бензина 0,8 л./40 мин. Шинное пиление дает точную геометрию распила и отсутствие волны при пилении. Минусом шинных пилорам является низкая по сравнению с ленточной пилорамой, производительность, поэтому такие пилорамы являются решением малого и среднего бизнеса.
Реляционные субд
Начнем по порядку, классические, реляционные СУБД чаще всего используются для построения решений OLTP (Online Transaction Processing). В таких решениях СУБД работает с небольшими по размерам транзакциями, но идущими большим потоком, и при этом от системы требуется минимальное время отклика, а так же возможность, при определенных условиях, отменить любые изменения выполняемых в рамках транзакции.
Наиболее известные СУБД такого типа — Oracle, Microsoft SQL, PostgreSQL, MySQL.
Сверлильно-фреэерный станок
Фрезерно-сверлильное приспособление станка СУБД-4
Устройство станка приведено на рис. 4.
Сверлильный патрон 2 (рис, 2) надевается на конусный конец ножевого вала и крепится винтом 3 (рис. 2а) или специальной гайкой 1 (рис. 26). В патроне могут быть закреплены сверла, фрезы.
Путем переустановки инструмента в патроне или самого патрона следует добиться минимального биения инструмента.
Для сверлильно-фрезерных работ используется сверлильно-фрезерный стол 9 (рис. 4), который крепится к фуговальному станку при помощи кронштейна-переходника 11 (рис. 4) и гаек 13 (рис. 4) к кронштейну 12 (рис. 4) фуговального станка. При помощи гаек 13 (рис. 4) стол может перемещаться в вертикальном направлении на нужную высоту.
На столе устанавливается упор-линейка 8 (рис. 4).
Струбцины 7 (рис. 4) при помощи винтов 6 обеспечивают прижатие заготовки к столу.
При сверлильно-фрезерных работах обязательно пользоваться ограждениями 3, 14 (рис. 4).
Подача заготовки при сверлении и фрезеровании осуществляется путем ручного перемещения сверлильно-фрезерного стола.
Винты 10 предназначены для предотвращения перемещения столов относительно друг друга при транспортировании и хранении.
Станок с приспособлением для рейсмусования
Рейсмусовое приспособление приспособление станка СУБД-4
Устройство станка с приспособлением для рейсмусования приведено на рис. 6.
Приспособление для рейсмусования представляет из себя два подпружиненных прижимных валика, которые обеспечивают получение калиброванных ЗАГОТОВОК.
Порядок обработки заготовки в режиме рейсмусования:
- обработать заготовку на фуговальном станке в размер требуемой толщины с припуском на рейсмусование;
- собрать приспособление для рейсмусования, снять пильный стол, ограждение ножевого вала. На кронштейнах 5 закрепить шпильки 11 гайками 12. На шпильках установить приспособление для рейсмусования, закрепить его гайками 12. При установке и съеме приспособления следить, чтобы шайбы 16 не потерялись;
- опустить подвижный стол относительно неподвижного на толщину снимаемой стружки 1 мм. Указанный размер снимаемой стружки обеспечивает оптимальный режим работы станка, когда заготовка подается на ножевой вал легко, без особых усилий;
- замерить толщину заготовки до обработки;
- вращением маховика прижать заготовку к подвижному столу;
- произвести подачу заготовки на ножевой вал станка под приспособлением. Замерить толщину заготовки после обработки и определить размер снимаемой стружки;
- рассчитать сколько раз нужно пропустить заготовку через приспособление для обработки ее в требуемый размер;
- обработать заготовку;
- отрейсмусовать заготовку, постепенно уменьшая толщину снимаемой стружки подъемом подвижного стола.
Работу на рейсмусовом станке производить после установки на нем ограждения сверлильного патрона.
Субд 4 станок
Перед допуском к самостоятельной работе станочник деревообрабатывающих станков ( в дальнейшем – станочник ) должен пройти стажировку в течение 2 — 14 смен (в зависимости от характера работы, квалификации работника) под руководством специально назначенного лица. нарушений станочником нормативных, правовых актов (документов) по охране труда которые могли привести или привели к травмированию, аварии или отравлению; при перерывах в работе более чем б месяцев; поступлении информационных материалов об авариях и несчастных случаях, случившихся на аналогичных производствах – внеплановый. 5.
пользоваться при выполнении работ средствами индивидуальной защиты, выдаваемыми в соответствии с отраслевыми типовыми нормами выдачи средств индивидуальной защиты рабочим и служащим предприятий”:
Технические характеристики комбинированного станка субд-4
| Наименование параметра | СУБД-4 | ВЗ-335 | |||||||||||
| Пиление дисковой пилой | |||||||||||||
| Длина заготовки при пилении, мм | 0..4000 | ||||||||||||
| Ширина заготовки при пилении, мм | 5..300 | ||||||||||||
| Диапазон глубины пропила, мм | 55 | 80 | |||||||||||
| Вертикальное перемещение пильного стола, мм | 80 | ||||||||||||
| Наибольший диаметр пильного диска, мм | Ø200 | Ø200..Ø315 | |||||||||||
| Посадочный диаметр пилы, мм | 32 | 32, 50 | |||||||||||
| Частота вращения пилы, об/мин | 28100, 4500 | 3000, 4500 | |||||||||||
| Размеры рабочей поверхности пильного стола, мм | 720 х 170 | 750 х 400 | |||||||||||
| Наибольший диаметр фрезы, мм | Наибольшая глубина фрезерования, мм | ||||||||||||
| Фугование (строгание) | |||||||||||||
| Длина заготовки при фуговании, мм | 400..4000 | ||||||||||||
| Наибольшая ширина фугования (строгания), мм | 250 | 10..250 | |||||||||||
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 3 | 3 | |||||||||||
| Диаметр режущей части ножевого вала, мм | 86..88 | ||||||||||||
| Частота вращения ножевого вала на холостом ходу, об/мин | 2810, 4500 | 3000, 4500 | |||||||||||
| Размеры строгального ножа, мм | 260 х 30 х 3 Сталь 65Г | ||||||||||||
| Количество строгальных ножей в ножевом барабане | 2; 4 | 3 | |||||||||||
| Ширина и длина строгальных столов, мм | 320 х 720 | 335 х 810 | |||||||||||
| Рейсмус | |||||||||||||
| Максимальная и минимальная толщина заготовки при рейсмусовании (Высота подъема рейсмусового стола), мм | 50 | 120 | |||||||||||
| Наименьшая длина обрабатываемой заготовки при рейсмусовании, мм | 400 | ||||||||||||
| Величина подъема рейсмусового стола, мм | 120 | ||||||||||||
| Скорость подачи заготовки в режиме рейсмуса, м/мин | ручная | 5 | |||||||||||
| Размеры рабочей поверхности рейсмусового стола, мм | 700 х 260 | ||||||||||||
| Максимальная ширина рейсмусования, мм | |||||||||||||
| Наибольшая толщина срезаемого слоя при рейсмусовании, мм | 3 | ||||||||||||
| Сверление. Фрезерование концевой фрезой | |||||||||||||
| Длина заготовки при сверлении, фрезеровании, мм | 200..4000 | ||||||||||||
| Наибольший диаметр сверла, фрезы, мм | 3..20 | ||||||||||||
| Частота вращения сверла, фрезы, мин | 3000, 4500 | ||||||||||||
| Размеры рабочей поверхности стола, мм | 390 х 190 | ||||||||||||
| Глубина сверления, мм | 85 | 150 | |||||||||||
| Величина продольного и поперечного перемещения стола, мм | 110 х 100 | ||||||||||||
| Устройство токарное | |||||||||||||
| Частота вращения токарного шпинделя, об/мин | — | 1600 | Наибольшая длина заготовки при токарной обработке, мм | — | 100..800 | Наибольший диаметр заготовки при токарной обработке в центрах, мм | — | 80 | Наибольший диаметр заготовки при токарной обработке на план-шайбе, мм | — | 300 | Вес токарного приспособления, кг | — |
| Электрооборудование станка | |||||||||||||
| Род тока питающей сети | ~220В / ~380В | ~380В | |||||||||||
| Количество электродвигателей на станке, шт | 1 | 1 | |||||||||||
| Электродвигатель, кВт (об/мин) | 1,1 (2810) | 3 | |||||||||||
| Габарит и масса станка | |||||||||||||
| Габарит станка (длна х ширина х высота), мм | 750 х 555 х 475 | 100 х 900 х 900 | |||||||||||
| Масса станка, кг | 90 | 475 |
Связанные ссылки. Дополнительная информация
- Справочник деревообрабатывающих станков
- Справочник производителей деревообрабатывающих станков и оборудования
- Справочник производителей бытовых деревообрабатывающих станков
- Справочник производителей рубильных машин
- Классификация деревообрабатывающих станков
- Станки для продольного раскроя пиломатериалов
- Лесопильные рамы. Классификация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Фуговальный станок субд-4
Фуговальная конфигурация комбинированного станка СУБД-4
Устройство станка приведено на рис 3. Основным элементом фуговального станка является ножевой вал 3.
Вращение ножевого вала осуществляется через клиноременную передачу от электродвигателя.
С одной стороны ножевого вала крепится двухступенчатые шкив, С другой — дисковая пила, которая при фуговании должна быть снята.
Регулировка толщины стружек, снимаемой при обработке пиломатериалов, осуществляется за счет перемещения подвижного фуговального стола 8 при вращении ручки 9.
Для обеспечения условий безопасности при фуговании пиломатериалов в конструкции станка предусмотрено ограждение ножевого вала 11.
Конструктивно ограждение 11 выполнено таким образом, что в процессе обработки пиломатериалов оставляет открытой работающую часть ножевого вала в размер обрабатываемой заготовки.
Рамка 15 предусмотрена доя крепленая к ней мешка 16, в который производится сбор стружки при обработке пиломатериалов. Мешок 16 в комплект поставки не входит.
Качество поверхности обрабатываемых пиломатериалов обеспечивается при соблюдения условий:
В станках модификации СУБД-4А,СУБД-4Б,СУБД-4В,СУБД-4Д при установке ножей в фуговальные пазы ножевого вала пользоваться текстолитовой планкой, к которой лезвия ножей прижимает выдавливающая пружина 4 (рис. 1а). После настройки ножи должны быть надежно закреплены винтами 1 (рис. 1а). Во время смены ножей будьте внимательны, следите, чтобы не потерялись пружины 4 (рис. 1а).
В станках модификации СУБД-4Г настройка ножей осуществляется вращением винтов 8 (рис. 16).
Необходимо помнить, что ножевой вал в сборе отбалансирован на предприятии-изготовителе. Поэтому при смене ножей не следует смешивать комплекты деталей разных фигурных пазов ножевого вала (рис. 1а, рис 1б). Ножи после заточки должны быть одинаковых размеров, иметь одну и ту же массу;
- ножи должны быть остро заточены. Заточка ножей производится шлифовальным бруском. Угол заточки режущей кромки ножей должен составлять 35..45°;
- режущая кромка ножей должна быть выставлена таким образом, чтобы находилась на одном уровне с поверхностью неподвижного фуговального стола.
- правильно выбирать скорость подачи обрабатываемого пиломатериала, так как скорость подачи зависит от качества и вида древесины. Подачу заготовки осуществлять плавно, без рывков с одинаковой скоростью;
- следить, чтобы при эксплуатации станков не нарушались условия параллельности фуговальных столов относительно друг друга, неплоскостности и шероховатости поверхностей столов.
Электрооборудование строгальных станков
Вспомогательные приводы строгальных станков применяют для: быстрого перемещения суппортов, перемещения поперечины, зажима поперечины, подъема резцов, насоса смазки.
Специальные электромеханические устройства и блокировки: электромагниты для подъема резцов, электропневматическое управление подъемом резцов, устройства для контроля смазки, блокировка для предотвращения возможности работы с незажатой поперечиной, с неработающим насосом смазки.
«ЛесТрейд» занимается закупкой и поставкой круглых лесоматериалов для лесоперерабатывающих предприятий РФ и Финляндии.
Компания является FSC сертифицированной.
Услуги: — закупка, складирование и поставка сырья — финансирование поставок — организация доставки товара от поставщика до покупателя железнодорожным, автомобильным и водным транспортом Показать полностью… — поставка лесоматериалов FSC Pure, FSC Controlled Wood — оформление лесных грузов на экспорт Товар:
— Балансы березовые, еловые, сосновые, осиновые — Фанерный кряж березовый — Пиловочник еловый, сосновый — Технологическое сырье лиственное, хвойное — Спичечный кряж осиновый — Щепа технологическая хвойная Добрый день! Компания INTERLASER реализует лазерные и фрезерные станки, комплектующие к ним.
https://www.youtube.com/watch?v=qsh9uhEkpjc
11.11.2022 – Представляем вашему вниманию инструкцию по охране труда для станочника деревообрабатывающих станков. Инструкция включает пять глав: 1) общие требования по охране труда; 2) требования по охране труда перед началом работы; 3) требования по охране труда при выполнении работы; 4) требования по охране труда по окончании работы; 5) требования по охране труда в аварийных ситуациях.
Субд 4 станок
Паспорта, электрические схемы, описание работы схем, техническая документация на электрооборудование металлорежущих станков
Одна из самых больших проблем при эксплуатации электрооборудования на промышленных предприятиях в наше время – это отсутствие технической документации и схем на обслуживаемый парк старого типа станков. В большинстве своем, эксплуатация и ремонт электрооборудования станков производится без схем и паспортов на станок, где-то по памяти и исходя из собственного опыта, где-то «методом тыка», а где-то вообще, как придется.
Субд 4 станок
Холдинг Mail.Ru Group выходит на рынок промышленного интернета вещей с новой платформой Tarantool IIoT.
Развитие этой технологии в мире за 20 лет позволит принести $15 трлн глобальной экономике Холдинг Mail.Ru Group планирует стать в России одним из основных игроков в промышленном интернете вещей (industrial internet of things, IIoT), рассказал РБК технический директор почтовых и облачных сервисов Mail.Ru Group Денис Аникин.
Выбираем для домашней мастерской деревообрабатывающий станок
Агрегаты для обработки древесины можно классифицировать по самым разным особенностям. К примеру, могут быть не только универсальные модели, но также специальные и бытовые .
Можно встретить модели узконаправленные, но они обычно используются профессионалами. По операциям, которые выполняют станки, их можно разделить на несколько групп.
В первую очередь — это ленточнопильные и круглопильные, ведь их легче всего использовать и они довольно часто могут пригодиться в бытовых условиях.
Сунь пальцы в розетку
Каждое начало года у меня ознаменовывается какими-то крупными делами.
После напряженного рабочего декабря совершенно не могу просто сидеть в доме и смотреть на то, как течет вода и горит огонь монитор-окно-потолок. Новый 2019 год не стал исключением.
1 января после обеда, а рабочий день у меня был до 5 утра, было решено поменять в доме в деревне всю.
электрику. Всю — это значит вообще всю, включая провода — они уже достаточно старые и к тому же люминиевые, разветвители, розетки, выключатели.
Станок универсальный бытовой деревообрабатывающий, СУБД-4Б
Предназначен для деревообработки в бытовых условия. Является надежным помощником для выполнения различных плотницких и столярных работ при строительтве коттеджей, садовых домиков и в подсобном хозяйстве
Наибольшая ширина фугования и рейсмусования за один проход, мм — 250
Наибольшая высота пропила, мм — 55
Наибольшая толщина срезаемого слоя за один проход при фуговании, мм — 3
Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм — 1
Наибольшая глубина сверления и фрезерования (пазования), мм — 85
Мощность электродвигателя, кВт — 1,5
Габаритные размеры, мм — 750х555х370
Напряжение питания, В — 220
Масса станка со всеми принадлежностями, кг — 90
Частота вращения пилы, об/мин — 2810
Частота вращения ножевого вала, об/мин — 4500
Число установленных ножей, шт — 2
Электрооборудование строгальных станков
Вспомогательные приводы строгальных станков применяют для: быстрого перемещения суппортов, перемещения поперечины, зажима поперечины, подъема резцов, насоса смазки.
Специальные электромеханические устройства и блокировки: электромагниты для подъема резцов, электропневматическое управление подъемом резцов, устройства для контроля смазки, блокировка для предотвращения возможности работы с незажатой поперечиной, с неработающим насосом смазки.
«ЛесТрейд» занимается закупкой и поставкой круглых лесоматериалов для лесоперерабатывающих предприятий РФ и Финляндии.
Компания является FSC сертифицированной.
Услуги: — закупка, складирование и поставка сырья — финансирование поставок — организация доставки товара от поставщика до покупателя железнодорожным, автомобильным и водным транспортом Показать полностью… — поставка лесоматериалов FSC Pure, FSC Controlled Wood — оформление лесных грузов на экспорт Товар: — Балансы березовые, еловые, сосновые, осиновые — Фанерный кряж березовый — Пиловочник еловый, сосновый — Технологическое сырье лиственное, хвойное — Спичечный кряж осиновый — Щепа технологическая хвойная Добрый день! Компания INTERLASER реализует лазерные и фрезерные станки, комплектующие к ним.
11.11.2013 – Представляем вашему вниманию инструкцию по охране труда для станочника деревообрабатывающих станков. Инструкция включает пять глав: 1) общие требования по охране труда; 2) требования по охране труда перед началом работы; 3) требования по охране труда при выполнении работы; 4) требования по охране труда по окончании работы; 5) требования по охране труда в аварийных ситуациях.
Купить в интернет-магазине, лучшие цены, недорогая доставка

Вы можете выбрать любой удобный для Вас способ оплаты/доставки заказанного товара. Предоплата — доставка на следующий день после поступления денежных средств на наш расчетный счет;

По договору отсрочки платежа — доставка на следующий день при подтверждении заказа до 15:00 часов текущего дня. Оплата товара после его получения в течение 5 календарных дней

Наличными — доставка на следующий день при подтверждении заказа до 15:00 часов текущего дня. Оплата после получения товара.
Вы здесь
Назовем основные отличительные особенности станки субд . Качественная работа на станке — залог повышения прибыли






Древесина – это материал, который требует особого ухода, специального отношения и внимательности.
Древесина нуждается в специальной обработке, защищающей от возможных разрушений и придающей декоративные черты. При обработке древесины обычно применяют частично или полностью прозрачную отделку, а значит импрегнанты и лазури.
Лакобейцы, или лазури, представляют собой защитные материалы, придающие древесине цвет, вкрапливая в структуры пигменты. Цвет, иными словами, пропитывает и древесную структуру, а не только ее поверхность.
Лазури защищают древесину главным образом от процессов гниения, сохраняя естественный рисунок и окрашивая в установленный цвет.
Существуют лазури на основе растворителей (с алкидными смолами) и водоразбавляемые лазури (с акриловыми смолами).
Слой лазури, который нанесен на древесину, обладает способностью растягиваться и сжиматься, эластичностью. Такие свойства очень важны для защиты от возможных трещин, потому что древесина может изменить размеры.
На современном рынке представлены импрегнанты двух основных видов: органнорастворимые и водорастворимые. Водорастворимые импрегнанты состоят из алкидных и алкидно-акриловых эмульсий и акриловых смол. Степень защищенности древесной поверхности, а также ее насыщенности цветом зависит от размера смоляных частичек и того, насколько глубоко они проникнут в структуру древесины.
Средства, которые входят в состав смол, защищают древесину от плесени и грибков на биологическом уровне
Бытовые станки для деревообработки предназначены для широкого спектра действий. Они универсальны, на бытовых устройствах можно осуществить пиление, строгание, выборку пазов, фрезерование, сверление и т.д.
Примером универсального бытового станка является СУБД-4. Он прекрасно подойдет для домашнего использования и для производства с небольшими объемами выпускаемой продукции. В зависимости от комплектации зависит стоимость оборудования.
Виды деревообрабатывающих станков
Станки для деревообработки классифицируют по разным признакам. Станки бывают бытовыми универсальными, узкоспециализированными и специальными.
По выполняемым операциям можно разделить станки на ленточнопильные, круглопильные, продольно-фрезерные, фрезерные и токарные станки.
Применение бытового деревообрабатывающего станка
Бытовой станок открывает много возможностей. С его помощью можно изготовить любые детали для мебели, беседки, ограды, дверей и т.д. Практически все виды работ с деревом осуществимы с помощью универсального станка. Производительность такого станка меньше по сравнению со специальным, но для небольшого производства он тоже подойдет.
Преимущества использования универсального станка в том, что Вы при желании можете сделать уникальные вещи, которые никогда бы не нашли в продаже.
Для удобного использования бытового станка нужно обеспечить комфортное нежилое помещение, которым может служить сарай, мастерская или гараж. Оборудование российского производства отвечает всем стандартам и не требует специальных навыков. Даже человек без соответствующей квалификации сможет обучиться и самостоятельно разобраться в технологии работы с бытовым станком.
Главное – соблюдать технику безопасности. Современные станки производят из высокопрочных сплавов, это и есть гарантией их исправной работы. Вы можете обрабатывать древесину любой породы, в том числе и твердые сорта.
Универсальный станок оснащен двигателем, работающим от домашней сети. Устройство снабжено специальным тепловым реле, защищающим от перегревания. Это устройство предотвращает перегрузку станка и обеспечивает стабильную эксплуатацию на протяжении долгих лет.
Главные положительные преимущества универсального станка
Универсальный станок имеет широкую столешницу, что очень удобно при работе в домашних условиях. Радует и то обстоятельство, что стоимость домашнего оборудования доступна большинству российских покупателей. Такая покупка будет выгодной и полезной для использования дома.
Станки субд Выполняемые операции:
– раскрой пиломатериалов вдоль волокон,
– раскрой пиломатериалов поперек волокон,
– фугование,
– сверление,
– фрезерование,
–заточка инструмента
Комплект ЗИП:![]()
– пилы дисковые – фрезы – патрон сверлильный – инструмент
Станок универсальный бытовой деревообрабатывающий модели СУБД-1Б предназначен для обработки пиломатериалов в быту (распиловки древесины вдоль и поперек волокон, фугования, сверления, фрезерования, а также заточки инструмента).
Надежность – Простота наладки – Удобство обслуживания
Высокая производительность – Широкий диапазон возможностей
Технические характеристики — станок универсальный бытовой деревообрабатывающий субд 1
Показатель СУБД-1Б
Наибольшая ширина фугования за один проход, мм 250
Наибольшая ширина срезаемого слоя за один проход, мм 3
Наибольшая высота пропила, мм: – продольная распиловка 55
– поперечная распиловка 45
Глубина сверления и фрезерования (пазования), мм 85
Наибольший диаметр дисковой пилы, мм 200
Частота вращения на холостом ходу, об/мин: – ножевого вала 4560+-200
– пилы 2850+-200 Наибольший диаметр хвостовика инструмента, зажимаемого в патроне, мм 16
Число ножей ножевого вала, шт 2
Подача на всех операциях Ручная
Габаритные размеры, мм не более 800х600х400
Масса станка со всеми принадлежностями, кг, не более 85 Питание: – напряжение, В 220
– частота, Гц 50+-10
– ток переменный
Номинальная мощность электродвигателя, кВт 1,5
Цена, руб (без НДС) 10.600
Субд 4 читайте далее.
Универсальный деревообрабатывающий станок СУБД-1Б и его описание
Наибольшая ширина фугования и рейсмусования за один проход, мм 250
Наибольшая высота пропила, мм 55
Наибольшая толщина срезаемого слоя за один проход при фуговании, мм 3
Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм 1
Наибольшая глубина сверления и фрезерования (пазования), мм 85
Мощность электродвигателя, кВт 1,5
Габаритные размеры, мм 750х555х370
Напряжение питания, В 220
Масса станка со всеми принадлежностями, кг 90
Частота вращения пилы, об/мин 2810
Частота вращения ножевого вала, об/мин 4500
Число установленных ножей, шт 2
Рекомендации по выбору деревообрабатывающего оборудования
Прежде чем приступить к выбору оборудования, необходимо поставить задачи производительности. Другими словами, нужно определить, для чего Вы приобретаете оборудование: глубокая переработка круглого леса, производство пиломатериала, постройка дома или других объектов. 
Ленточная пилорама
Основное преимущество ленточных пилорам — максимальный выход готовой продукции (КПД выхода пиломатериала составляет 60 — 70 %), достигается это за счет минимальной толщины пропила в 1,8 — 2,2 мм. Ленточнопильные станки, хорошо подходят для малого бизнеса, как станки, на которых можно получить на выходе готовую продукцию: доска обрезная, брус, брусок, шпала, лафет, необрезная доска. Ленточная пилорама имеет низкое энергопотребление до 15 кВт. Пилорамы ленточные используют как оборудование первого ряда, так как распил бревна в развал достигает 90 — 100 см (Тайга Т4, Атлант), для распиловки на лафет и последующей его подачи на многопильный станок.
Для увеличения производительности пилорамы необходимо:
Удобная и оперативная подача бревна (заготовки) на станину. Для этого возможно использовать тельфер, кран, лебедку или поката.
Перемещение и поворот бревна во время процесса распиловки (удобные зажимы и упоры для бревна, использование багра)
Удобный и оперативный забор готовой продукции на сортировку, и дальнейшую переработку.
Для ускорения процесса выставления размеров доски и расчета толщины доски используют дополнительное устройство — электронная линейка (контроллер перемещения). Она позволяет программно задавать толщину доски и даёт возможность более точного позиционирования пильной ленты при распиловке бревен. Также контроллер перемещения позволяет программно учесть толщину пропила для упрощения математических задач для рамщика. Более точное позиционирование пильной ленты обеспечивает более качественную геометрию готовой продукции.
Минусы ленточного пиления состоят в геометрии пиломатериала и чистоте обработки, пиломатериал с ленточки не котируется для экспорта из-за разнотолщинности и волны пиломатериала. Доска с ленточной пилорамы хорошо подходит для внутреннего рынка сбыта или дальнейшей переработки.
Для улучшения геометрии доски можно использовать кромкообрезной станок Тайга К2 он обеспечит более точную распиловку по ширине доски, но не исправит качество пиломатериала по пласти пиления. Кромкообрезные станки, являются оборудованием второго ряда и все преимущества раскрывают когда работают в связке с ленточными и шинными пилорамами.
Дисковая пилорама горизонтального пиления обеспечивает отличное качество пласти и геометрию пиления. Недостатком пиления является толщина пропила 4,5 — 6 мм, при этом КПД выхода готового пиломатериала составит не более 60 %. Скорость дискового пиления выше, чем на ленточной пилораме.
Дисковая пилорама может быть станком первого или второго ряда в зависимости от предназначения оборудования.
Пилорама двух-дисковая горизонтального пиления имеет высокую скорость пиления и высокую производительность продукции, диаметр обрабатываемого бревна до 60 см (0,6 м), углопильная двух-дисковая пилорама .
Основным преимуществом дисковых пилорам радиального пиления (углоповоротная пилорама) является большой диаметр обрабатываемого бревна до 1,2 м. Экспортное качество пиломатериала и высокая чистота обработки древесины которую обеспечивает обработка дисковой пилой.
Шинная пилорама Мурка М1 (бензиновая) и М5 (новая бензиновая версия) характеризуется мобильностью, практичностью в эксплуатации. Автономное питание пилорамы позволяет распилить бревно на брус и доску или шпалу прямо в лесу. Бензопила STIHL MS660 может использоваться отдельно от пилорамы, как валочная бензопила, для этого нужно открутить только 2 гайки крепления пилы, и поменять шину и цепь для продольного пиления на более подходящую. Расход бензина 0,8 л./40 мин. Шинное пиление дает точную геометрию распила и отсутствие волны при пилении. Минусом шинных пилорам является низкая по сравнению с ленточной пилорамой, производительность, поэтому такие пилорамы являются решением малого и среднего бизнеса. Для людей, которые покупают пилораму себе в хозяйство, это идеальный вариант и еще шинные пилорамы Мурка пользуются большим спросом у фермеров, колхозников.
Реклама
Статистика Видео: 0
Субд 4 станок
Паспорта, электрические схемы, описание работы схем, техническая документация на электрооборудование металлорежущих станков
Одна из самых больших проблем при эксплуатации электрооборудования на промышленных предприятиях в наше время – это отсутствие технической документации и схем на обслуживаемый парк старого типа станков. В большинстве своем, эксплуатация и ремонт электрооборудования станков производится без схем и паспортов на станок, где-то по памяти и исходя из собственного опыта, где-то «методом тыка», а где-то вообще, как придется.
Субд 4 станок
Холдинг Mail.Ru Group выходит на рынок промышленного интернета вещей с новой платформой Tarantool IIoT.
Развитие этой технологии в мире за 20 лет позволит принести $15 трлн глобальной экономике Холдинг Mail.Ru Group планирует стать в России одним из основных игроков в промышленном интернете вещей (industrial internet of things, IIoT), рассказал РБК технический директор почтовых и облачных сервисов Mail.Ru Group Денис Аникин.
Выбираем для домашней мастерской деревообрабатывающий станок
Агрегаты для обработки древесины можно классифицировать по самым разным особенностям. К примеру, могут быть не только универсальные модели, но также специальные и бытовые .
Можно встретить модели узконаправленные, но они обычно используются профессионалами. По операциям, которые выполняют станки, их можно разделить на несколько групп.
В первую очередь — это ленточнопильные и круглопильные, ведь их легче всего использовать и они довольно часто могут пригодиться в бытовых условиях.
Сунь пальцы в розетку
Каждое начало года у меня ознаменовывается какими-то крупными делами.
После напряженного рабочего декабря совершенно не могу просто сидеть в доме и смотреть на то, как течет вода и горит огонь монитор-окно-потолок. Новый 2019 год не стал исключением.
1 января после обеда, а рабочий день у меня был до 5 утра, было решено поменять в доме в деревне всю.
электрику. Всю — это значит вообще всю, включая провода — они уже достаточно старые и к тому же люминиевые, разветвители, розетки, выключатели.
Станок универсальный бытовой деревообрабатывающий, СУБД-4Б
Предназначен для деревообработки в бытовых условия. Является надежным помощником для выполнения различных плотницких и столярных работ при строительтве коттеджей, садовых домиков и в подсобном хозяйстве
Наибольшая ширина фугования и рейсмусования за один проход, мм — 250
Наибольшая высота пропила, мм — 55
Наибольшая толщина срезаемого слоя за один проход при фуговании, мм — 3
Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм — 1
Наибольшая глубина сверления и фрезерования (пазования), мм — 85
Мощность электродвигателя, кВт — 1,5
Габаритные размеры, мм — 750х555х370
Напряжение питания, В — 220
Масса станка со всеми принадлежностями, кг — 90
Частота вращения пилы, об/мин — 2810
Частота вращения ножевого вала, об/мин — 4500
Число установленных ножей, шт — 2
Электрооборудование строгальных станков
Вспомогательные приводы строгальных станков применяют для: быстрого перемещения суппортов, перемещения поперечины, зажима поперечины, подъема резцов, насоса смазки.
Специальные электромеханические устройства и блокировки: электромагниты для подъема резцов, электропневматическое управление подъемом резцов, устройства для контроля смазки, блокировка для предотвращения возможности работы с незажатой поперечиной, с неработающим насосом смазки.
«ЛесТрейд» занимается закупкой и поставкой круглых лесоматериалов для лесоперерабатывающих предприятий РФ и Финляндии.
Компания является FSC сертифицированной.
Услуги: — закупка, складирование и поставка сырья — финансирование поставок — организация доставки товара от поставщика до покупателя железнодорожным, автомобильным и водным транспортом Показать полностью… — поставка лесоматериалов FSC Pure, FSC Controlled Wood — оформление лесных грузов на экспорт Товар: — Балансы березовые, еловые, сосновые, осиновые — Фанерный кряж березовый — Пиловочник еловый, сосновый — Технологическое сырье лиственное, хвойное — Спичечный кряж осиновый — Щепа технологическая хвойная Добрый день! Компания INTERLASER реализует лазерные и фрезерные станки, комплектующие к ним.
11.11.2013 – Представляем вашему вниманию инструкцию по охране труда для станочника деревообрабатывающих станков. Инструкция включает пять глав: 1) общие требования по охране труда; 2) требования по охране труда перед началом работы; 3) требования по охране труда при выполнении работы; 4) требования по охране труда по окончании работы; 5) требования по охране труда в аварийных ситуациях.
Субд 4 станок
Субд 4 станок
Перед допуском к самостоятельной работе станочник деревообрабатывающих станков ( в дальнейшем – станочник ) должен пройти стажировку в течение 2 — 14 смен (в зависимости от характера работы, квалификации работника) под руководством специально назначенного лица. нарушений станочником нормативных, правовых актов (документов) по охране труда которые могли привести или привели к травмированию, аварии или отравлению; при перерывах в работе более чем б месяцев; поступлении информационных материалов об авариях и несчастных случаях, случившихся на аналогичных производствах – внеплановый. 5. Станочник должен иметь четкое представление об опасных и вредных производственных факторах, связанных с выполнением работы, и знать основные способы защиты от их воздействия.
пользоваться при выполнении работ средствами индивидуальной защиты, выдаваемыми в соответствии с отраслевыми типовыми нормами выдачи средств индивидуальной защиты рабочим и служащим предприятий”:
Станок универсальный бытовой деревообрабатывающий, СУБД-4Б
Предназначен для деревообработки в бытовых условия. Является надежным помощником для выполнения различных плотницких и столярных работ при строительтве коттеджей, садовых домиков и в подсобном хозяйстве
Наибольшая ширина фугования и рейсмусования за один проход, мм — 250
Наибольшая высота пропила, мм — 55
Наибольшая толщина срезаемого слоя за один проход при фуговании, мм — 3
Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм — 1
Наибольшая глубина сверления и фрезерования (пазования), мм — 85
Мощность электродвигателя, кВт — 1,5
Габаритные размеры, мм — 750х555х370
Напряжение питания, В — 220
Масса станка со всеми принадлежностями, кг — 90
Частота вращения пилы, об/мин — 2810
Частота вращения ножевого вала, об/мин — 4500
Число установленных ножей, шт — 2
В рамках этой концепции подразумевается подключение к интернету различных промышленных объектов — машин, датчиков, сенсоров, автоматизированных систем управления технологическим процессом (АСУ ТП), способных взаимодействовать друг с другом без участия человека.
В Mail.Ru Group видят в промышленном интернете огромный рынок и точку роста.
«Наша экспертиза и технологии могут быть нам очень полезны в этом.
В эти дни весь мир становится более и более цифровым, и промышленность — это огромная часть экономики, где новые технологии могут обеспечить большой скачок», — отметил Денис Аникин.
Ожидается, что IIoT поможет предприятиям повысить производительность и снизить затраты. По его словам, компания намерена вырастить этот бизнес в «отдельное серьезное направление» и выйти с ним на зарубежный рынок.
Паспорта, электрические схемы, описание работы схем, техническая документация на электрооборудование металлорежущих станков
Но где же сейчас найти эти паспорта?
Многим эксплуатируемым станкам уже по 30 – 40 лет. И очень часто вся техническая документация на них давным-давно утеряна. А выход, на самом деле, есть.
В настоящее время, у меня имеется около 100 комплектов электронных копий на самые распространенные модели металлорежущих станков. Теперь вся имеющаяся у меня техническая документация на металлорежущие станки доступна для свободного скачивания в полном объеме.
Просто у меня появился нормальный Интернет, свободное время и, соответственно, возможность все это добро закачать на файлообменник. Для примера в паспорт гидрофицированного долбежного станка модели 7М430 входит: общий вид станка, назначение и область применения станка, распаковка и транспортирование станка, общий вид станка
Выбираем для домашней мастерской деревообрабатывающий станок
Кроме того, преимущество использования универсального станка в том, что на нём можно сделать из деревянного материала поистине уникальные вещи, которые достаточно трудно найти на прилавках в магазинах. Использовать универсальные станки достаточно легко.
На отечественном рынке можно выделить российскую продукцию, которая не уступает по качеству аналогам из-за рубежа, но при этом стоимость их намного ниже . После покупки рекомендуется сразу подобрать место для комфортной работы с деревообрабатывающим станком.
Это может быть место в гараже или сарае, которое можно легко переоборудовать под мастерскую.
Нередко люди волнуются, что они фактически не умеют пользоваться такими приборами. Дело в том, что работа на универсальных или специальных станках для обработки дерева достаточно проста.
Строительный портал №1
07.03.2019 admin Комментарии Нет комментариев


СТАНОК КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ МОДЕЛИ Д300 (Д400)
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Для получения максимального эффекта от эксплуатации нашего станка Вам необходимо тщательно ознакомиться с настоящим Руководством по эксплуатации и придерживаться всех наших рекомендаций по техническому обслуживанию станка в указанные сроки и в полном объеме.
Соблюдение правил эксплуатации станка и выполнение требований по своевременному обслуживанию обеспечит Вам длительное сохранение его точности и надежности.
В случае возникновения трудностей, связанных с эксплуатацией нашего станка, обращайтесь немедленно к нам.
Изготовитель постоянно ведет работу по совершенствованию технических характеристик станка, поэтому при изучении Руководства по эксплуатации просим иметь ввиду, что некоторые непринципиальные изменения могут быть не отражены в настоящем Руководстве по эксплуатации.
К станку разработаны и поставляются за дополнительную плату:
— установка для удаления и сбора отходов деревообработки ДУ1000, ДУ3000:
— за дополнительную плату поставляются инструмент, не входящий в комплектацию станка.
Основные технические данные и характеристики
Указание мер безопасности
Устройство, работа оборудования и его составных частей
Схема совмещенная (кинематики и подшипников)
Возможные неисправности и методы их устранения
Сведения о приемке
Схема совмещенная кинематики и подшипников
Схема электрическая принципиальная
Схема диэлектрическая соединений Д300.900.001-03 Э4
Установка строгальных ножей
Установка для удаления и сбора отходов деревообработки ДУ-1000
Станок фрезерный с наклоняемым шпинделем модели ФС-1
Станок сверлильно-пазовальный модели СВПГ-1И
Станок круглопильный с пильной кареткой модели Ц5-1И
Рис. 1.1. Станок комбинированный деревообрабатывающий модели Д300 (Д400)

Комбинированный деревообрабатывающий станок модели Д300 (Д400) предназначен для комплексной обработки деталей из различных сортов дерева путем:
— продольной, поперечной и «под углом» распиловки с помощью дисковой пилы;
— фугования по плоскости и кромке;
— фрезерования и нарезания шипов и пазов;
На станке имеется возможность производить заточку режущего инструмента (сверл, резцов и пр.), а также плоских ножей с пряморежущей кромкой для фуганков и цилиндрических сборных фрез.
Станок изготавливается в исполнении УХЛ (категория размещения 4) по ГОСТ 15150.
Нормальные значения температуры воздуха при эксплуатации станка:
Рекомендуемая температура воздуха +17 «С — +23 °С
Рекомендуемая относительная влажность воздуха не более 75% при 20 ºС.
Допускается влажность воздуха до 85% при +25 «С и при более низких температурах, но без конденсации влаги.
Нормальное эксплуатационное значение атмосферного давления:
865. 1065 ГПа (650—800 мм рт. ст.)
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
1. Размеры заготовки, обрабатываемой на станке
1.1. Устройство круглопильное
— наибольшая толщина распиливаемого материла, мм 80
— наименьшая толщина распиливаемого материала, мм 1
1.2. Устройство рейсмусовое
— наибольший срезаемый, слой, мм 4,3
— наибольшая ширина строгаемого материала, мм 320 (410)
— наибольшая толщина строгания рейсмусового устройства, мм 180
— наименьшая толщина строгания рейсмусового устройства, мм 5
— наименьшая длина обрабатываемой заготовки, мм 300
1.3. Устройство фрезерное
— наибольшая толщина обрабатываемого материала, мм 80
2. Показатели режущего инструмента
2.1. Устройство круглопильное
— диаметр дисковой пилы, мм 200-315
— посадочный диаметр пилы, мм 32,50
— толщина пилы, мм 2
2.2. Устройство фрезерное
— посадочный диаметр фрезерного шпинделя, мм 32
— наибольший диаметр фрезы, мм 180
2.3. Устройство рейсмусовое
— диаметр режущей части ножевого вала, мм 70 (98)
— количество ножей, шт. 3
2.4. Устройство сверлильное
— наибольший диаметр сверла, фрезы, мм. 16
3. Показатели рабочей поверхности элемента станка для установки заготовки
3.1. Устройство круглопильное
— размеры рабочей поверхности стола, мм 750х500
3.2. Устройство фрезерное
— размеры рабочей поверхности стола, мм 750х500
— размеры рабочей поверхности шипорезной каретки, мм 335х450
— наибольший ход каретки, мм 900
3.3. Устройство рейсмусовое и строгальное
— ширина строгальных столов, мм 320 (410)
— общая длина строгальных столов, мм 1420
— размеры рабочей поверхности рейсмусового стола, мм 320х550(400х650)
— высота подъема рейсмусового стола, мм 180
3.4. Устройство сверлильное
— размеры рабочей поверхности стола, мм 450х250
— глубина сверления устройства, мм 150
— продольный ход стола, мм 150
4. Показатели основных и вспомогательных движений станка
4.1. Устройство круглопильное
— частота вращения пилы, мин -1 3500
— подача материала ручная
4.2. Устройство фрезерное
— частота вращения фрезерного шпинделя, мин -1 6000/8000
— подача материала ручная
4.3. Устройство рейсмусовое и строгальное
— частота вращения ножевого вала, мин-1 5600
— на строгальном столе ручная
— на рейсмусовом столе, м/мин 10
4.4. Устройство сверлильное
— частота вращения сверла, мин-1 5600
— подача материала ручная
5. Показатели силовых характеристик станка
5.1. Мощность привода, кВт
— круглопильного устройства 3,0
— фрезерного устройства 3,0
— рейсмусового (сверлильного) устройства 2,2
5.2. Суммарная мощность электродвигателей, кВт 8,2
5.3. Род тока питающей сети переменный
5.4. Частота тока, Гц 50 0,5
5.5. Напряжение питающей сети, В 380 38
6. Показатели габарита и массы станка
6.1. Габаритные размеры станка, мм 1660х1500х1100 (2050х1560х1100)
6.2. Масса станка, кг 650(750)
Станок комбинированный дере-вообрабатывающий в сборе
Входят в комплект и стоимость станка
Комплект инструмента и принад-лежностей
(Нож 410 мм -3 шт)
Руководство по эксплуатации
1. Комплектность поставки может видоизменяться согласно договору поставки.
2. По желанию покупатель может приобрести фуговально-рейсмусовые станки моделей Д300ФР или Д300/400ФР, являющиеся модификациями комбинированных станков моделей Д300 и Д300/400, в состав оборудования которых не входят устройства:
4. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
Безопасность труда при эксплуатации комбинированного деревообрабатывающего станка Д300 достигается выполнением требований ГОСТ 12.2.026.0, ГОСТ 12.3-042, а также следующих конкретных требований, приведенных в настоящем Руководстве по эксплуатации.
4.1. Меры безопасности для обслуживающего персонала
4.1.1. К работе на станке допускаются лица, знакомые с его устройством, правилами эксплуатации, прошедшие инструктаж по безопасности труда при работе на деревообрабатывающем оборудовании и пожарной безопасности в объеме необходимых инструкций в соответствии с ГОСТ 12.0.004— 90, изучившие меры безопасности, приведенные в настоящем РЭ, а также ознакомленные с эксплуатационной документацией, прилагаемой к устройствам и комплектующим изделиям, входящим в состав станка.
4.1.2. К строповке станка и его составных частей допускаются лица, изучившие правила строповки, имеющие удостоверение на право производства этих работ и прошедшие инструктаж по технике безопасности в объеме инструкций для стропальщиков.
4.1.3. Все работы по наладке электрооборудования станка должны выполняться только специалистами по электрооборудованию.
4.2. Меры безопасности по транспортировке и упаковке станка
4.2.1. Транспортировка станка (его составных частей), установка его на месте, монтаж и демонтаж осуществляются согласно требованиям и схемам транспортировки, изложенным в соответствующих разделах Руководства по эксплуатации.
4.2.2. Перевозка станка к месту монтажа производится на специальных тележках, автомашине, снабженных упорами и крепежными устройствами, предотвращающими смещение и падение груза.
4.2.3. Все операции по погрузке и разгрузке должны производиться с соблюдением правил безопасности для грузоподъемных и такелажных работ.
4.3. Проверка станка перед пуском
Перед пуском станка необходимо проверить крепление эл. двигателей и натяжение ремней, а также следующие узлы и механизмы:
4.3.1. На круглопильном устройстве:
— надежность крепления пилы;
— наличие ограждения пилы;
— надежность фиксации ограждения пилы, линеек, расклинивающего ножа;
— надежность фиксации подъемного устройства пилы.
4.3.2. На рейсмусовом и строгальном устройстве:
— надежность крепления ножей;
— наличие и исправность ограждения ножевого вала на строгальном устройстве;
В СЛУЧАЕ ЗАПУСКА СТАНКА БЕЗ ОТСАСЫВАЮЩЕГО УСТРОЙСТВА КОЖУХ АСПИРАЦИИ НЕОБХОДИМО СНЯТЬ ВО ИЗБЕЖАНИЕ ЕГО ОПРОКИДЫВАНИЯ НА НОЖЕВОЙ ВАЛ
— наличие и надежность работы упоров, предохраняющих от выбрасывания заготовки на рейсмусовом устройстве;
— надежность крепления направляющей линейки и фиксации по высоте.
4.3.3. На сверлильном устройстве:
— наличие ограждения сверлильного патрона;
— надежность крепления сверлильного патрона;
4.3.4. На фрезерном устройстве:
— наличие ограждения фрезерного шпинделя;
— надежность крепления ограждения фрезерного шпинделя.
4.4. Меры безопасности при работе на станке
4.4.1. При работе на станке запрещается:
— оставлять посторонние предметы и инструмент на столах, механических устройствах и ограждении;
— производить чистку, смазку, наладку и устранение неисправностей при включенном станке;
— работать при снятых защитных ограждениях;
— работать на станке до тех пор, пока исполнительные механизмы не набрали нужное число оборотов;
— использовать номинальные размеры заготовок;
— оставлять работающий станок без присмотра;
— производить обработку материала неисправным и неотбалансированным инструментом;
— находиться посторонним лицам в зоне работы устройства.
4.4.2. При прекращении подачи электроэнергии и в случае аварии или при возникновении неисправности немедленно выключить вводной выключатель.
4.4.3. Освещенность на рабочем месте должна составлять не менее 200 лк согласно СНИП 11—4— 9-79 и должна обиваться счет общего освещения производственного помещения. При использовании заточного устройства норма освещенности на рабочем месте — 2000 лк.
4.4.4. Уровень шума на рабочем месте не должен превышать значений, установленных ГОСТ 12.1.003—83. При уровне шума на рабочем месте свыше 80 дБа необходимо пользоваться противошумными наушниками по ГОСТ 12.4.051.
4.4.5. Содержание пыли и других вредных веществ в воздухе рабочей зоны не должно превышать значений, регламентируемых ГОСТ 12.1.005. Станок должен быть подключен к вытяжной вентиляции, обеспечивающей выполнение указанных выше требований.
4.4.6. Требования к устройству удаления стружки и пыли:
—скорость потока воздуха во входном патрубке, не менее, м/сек 17
— производительность по воздуху, не менее, м 3 час 700
— эффективность удаления отходов не менее, % 98
Отсасываемый воздух перед выбросом в атмосферу должен подвергаться очистке до норм ПДК.
4.4.7. Рабочая зона станка должна очищаться вручную или механическим способом, например передвижными пневмоотсасывающими устройствами, от отходов (стружки, щепа и т. п.), не удаленных вытяжной вентиляцией.
Субд 4 станок
Субд 4 станок
Перед допуском к самостоятельной работе станочник деревообрабатывающих станков ( в дальнейшем – станочник ) должен пройти стажировку в течение 2 — 14 смен (в зависимости от характера работы, квалификации работника) под руководством специально назначенного лица. нарушений станочником нормативных, правовых актов (документов) по охране труда которые могли привести или привели к травмированию, аварии или отравлению; при перерывах в работе более чем б месяцев; поступлении информационных материалов об авариях и несчастных случаях, случившихся на аналогичных производствах – внеплановый. 5. Станочник должен иметь четкое представление об опасных и вредных производственных факторах, связанных с выполнением работы, и знать основные способы защиты от их воздействия.
пользоваться при выполнении работ средствами индивидуальной защиты, выдаваемыми в соответствии с отраслевыми типовыми нормами выдачи средств индивидуальной защиты рабочим и служащим предприятий”:
Станок универсальный бытовой деревообрабатывающий, СУБД-4Б
Предназначен для деревообработки в бытовых условия. Является надежным помощником для выполнения различных плотницких и столярных работ при строительтве коттеджей, садовых домиков и в подсобном хозяйстве
Наибольшая ширина фугования и рейсмусования за один проход, мм — 250
Наибольшая высота пропила, мм — 55
Наибольшая толщина срезаемого слоя за один проход при фуговании, мм — 3
Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм — 1
Наибольшая глубина сверления и фрезерования (пазования), мм — 85
Мощность электродвигателя, кВт — 1,5
Габаритные размеры, мм — 750х555х370
Напряжение питания, В — 220
Масса станка со всеми принадлежностями, кг — 90
Частота вращения пилы, об/мин — 2810
Частота вращения ножевого вала, об/мин — 4500
Число установленных ножей, шт — 2
В рамках этой концепции подразумевается подключение к интернету различных промышленных объектов — машин, датчиков, сенсоров, автоматизированных систем управления технологическим процессом (АСУ ТП), способных взаимодействовать друг с другом без участия человека.
В Mail.Ru Group видят в промышленном интернете огромный рынок и точку роста.
«Наша экспертиза и технологии могут быть нам очень полезны в этом.
В эти дни весь мир становится более и более цифровым, и промышленность — это огромная часть экономики, где новые технологии могут обеспечить большой скачок», — отметил Денис Аникин.
Ожидается, что IIoT поможет предприятиям повысить производительность и снизить затраты. По его словам, компания намерена вырастить этот бизнес в «отдельное серьезное направление» и выйти с ним на зарубежный рынок.
Паспорта, электрические схемы, описание работы схем, техническая документация на электрооборудование металлорежущих станков
Но где же сейчас найти эти паспорта?
Многим эксплуатируемым станкам уже по 30 – 40 лет. И очень часто вся техническая документация на них давным-давно утеряна. А выход, на самом деле, есть.
В настоящее время, у меня имеется около 100 комплектов электронных копий на самые распространенные модели металлорежущих станков. Теперь вся имеющаяся у меня техническая документация на металлорежущие станки доступна для свободного скачивания в полном объеме.
Просто у меня появился нормальный Интернет, свободное время и, соответственно, возможность все это добро закачать на файлообменник. Для примера в паспорт гидрофицированного долбежного станка модели 7М430 входит: общий вид станка, назначение и область применения станка, распаковка и транспортирование станка, общий вид станка
Выбираем для домашней мастерской деревообрабатывающий станок
Кроме того, преимущество использования универсального станка в том, что на нём можно сделать из деревянного материала поистине уникальные вещи, которые достаточно трудно найти на прилавках в магазинах. Использовать универсальные станки достаточно легко.
На отечественном рынке можно выделить российскую продукцию, которая не уступает по качеству аналогам из-за рубежа, но при этом стоимость их намного ниже . После покупки рекомендуется сразу подобрать место для комфортной работы с деревообрабатывающим станком.
Это может быть место в гараже или сарае, которое можно легко переоборудовать под мастерскую.
Нередко люди волнуются, что они фактически не умеют пользоваться такими приборами. Дело в том, что работа на универсальных или специальных станках для обработки дерева достаточно проста.
0
0
голоса
Рейтинг статьи
Created by
usosmife1978
———————————————————
>>> СКАЧАТЬ ФАЙЛ <<<
———————————————————
Проверено, вирусов нет!
———————————————————

.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Всем добрый вечер. Продается новый в упаковке ЗИП для станка СУБД-4Б.Помогите с паспортом-инструкцией на этот станок. Купил б/у, не совсем понятно, комплект-некомплект и куда там чего и для чего. 9600 руб. Станок деревообрабатывающий универсальный бытовой предназначен для деревообработки в бытовых условиях. Надежный помощник для выполнения различных плотницких и столярных работ при строительстве коттеджей, садовых домиков и в подсобном. Примером домашней деревообрабатывающей аппаратуры является универсальная модель СУБД-4.Это значительно повышает срок эксплуатации станков, который может доходить и до нескольких десятков лет. Станок комбинированный деревообрабатывающий модели Д250. Руководство по эксплуатации. 2013. Иллюстрированные каталоги, справочники, базы данных по металлорежущим станкам и кузнечно-прессовому оборудованию.Руководство по эксплуатации — 1 шт. УБДН-1 Общий вид комбинированного деревообрабатывающего станка. → Деревообрабатывающие станки. → СУБД-4Б, станок деревообрабатывающий универсальный, г. Чебоксары.Паспорт деревообрабатывающего бытового станка СУБД 4Б Чебоксарского ПО Промприбор. Станок комбинированный деревообрабатывающий. Руководство по эксплуатации. По вопросам продаж и поддержкиобращайтесь: Астана +7(7172)727-132, Волгоград (844)278-03-48, Санкт-Петербург (812)309-46-40. Руководство по эксплуатации и инструкция по безопасности.При покупке станка деревообрабатывающего многофункционального: — требуйте проверки его исправности путем пробного включения, а также комплек-тности согласно сведениям соответствующего. Предложение Деревообрабатывающий станок СУБД-4Б в Ульяновске, в Ульяновской области, расположено по адресу. Обсудить детали объявления и связаться с продавцом Зоя Александровна и купить можно по телефону +7 (905) 349-42-78. Станок универсальный деревообрабатывающий СУБД-1Б-1.Станок универсальный деревообрабатывающий СУБД-1Б-1 Технические характеристики. наибольшая ширина фугования за 1 проход, мм 250. Универсальный деревообрабатывающий станок СУБД-1Б и его описание.Шинная пилорама Мурка М1 (бензиновая) и М5 (новая бензиновая версия) характеризуется мобильностью, практичностью в эксплуатации. Внимательно изучите данную инструкцию по эксплуатации и техническому. обслуживанию.Инструкция по эксплуатации и техобслуживанию. Станок деревообрабатывающий. Стр. 2. К25 Деревообрабатывающий комбинированный станок. 17 марта 2016. Самодельный точильный станок №4 «Мини гриндер». Возможности бытового деревообрабатывающего станка. Деревообрабатывающий станок сдун-м. pdf деревообрабатывающий станок субд 4 руководство по эксплуатации new. План: структура рынка, 4 структуры рынка Деревообрабатывающие станки надежных производителей!Хорошие цены! Сравните! pdf деревообрабатывающий станок субд 4 руководство по эксплуатации 15. Бытовой деревообрабатывающий станок СУБД-4Б. мы по поводу этого станка. станок СУБД-4.Руководство по эксплуатации станок. субд 4 руководство по. Руководство по эксплуатации на станок комбинированный.Рейсмусовые станки вид деревообрабатывающих станков. Они применяются для. деревообрабатывающий станок субд 4 руководство по эксплуатации. Станок деревообрабатывающий СУБД -4, Мощность 1,1 кВт.Они применяются для. деревообрабатывающий станок субд 4 руководство по эксплуатации. детский аниматор должностная инструкция руководства пользователя. Станок деревообрабатывающий субд 4б руководство. Posted on 21.04.2016.11.11.2013 – Представляем вашему вниманию инструкцию по охране труда для станочника деревообрабатывающих станков. Руководство по эксплуатации на станок комбинированный. Паспорт деревообрабатывающего бытового станка СУБД 4Б Чебоксарского. Иллюстрированные каталоги, справочники, базы данных.
Comments ()
You can clone a snippet to your computer for local editing.
Learn more.

Древесина – это материал, который требует особого ухода, специального отношения и внимательности.
Древесина нуждается в специальной обработке, защищающей от возможных разрушений и придающей декоративные черты. При обработке древесины обычно применяют частично или полностью прозрачную отделку, а значит импрегнанты и лазури.
Лакобейцы, или лазури, представляют собой защитные материалы, придающие древесине цвет, вкрапливая в структуры пигменты. Цвет, иными словами, пропитывает и древесную структуру, а не только ее поверхность.

Существуют лазури на основе растворителей (с алкидными смолами) и водоразбавляемые лазури (с акриловыми смолами).
Слой лазури, который нанесен на древесину, обладает способностью растягиваться и сжиматься, эластичностью. Такие свойства очень важны для защиты от возможных трещин, потому что древесина может изменить размеры.
На современном рынке представлены импрегнанты двух основных видов: органнорастворимые и водорастворимые. Водорастворимые импрегнанты состоят из алкидных и алкидно-акриловых эмульсий и акриловых смол. Степень защищенности древесной поверхности, а также ее насыщенности цветом зависит от размера смоляных частичек и того, насколько глубоко они проникнут в структуру древесины.
Средства, которые входят в состав смол, защищают древесину от плесени и грибков на биологическом уровне Бытовые станки для деревообработки предназначены для широкого спектра действий. Они универсальны, на бытовых устройствах можно осуществить пиление, строгание, выборку пазов, фрезерование, сверление и т.д.
Примером универсального бытового станка является СУБД-4. Он прекрасно подойдет для домашнего использования и для производства с небольшими объемами выпускаемой продукции. В зависимости от комплектации зависит стоимость оборудования. Виды деревообрабатывающих станков
Станки для деревообработки классифицируют по разным признакам. Станки бывают бытовыми универсальными, узкоспециализированными и специальными.
По выполняемым операциям можно разделить станки на ленточнопильные, круглопильные, продольно-фрезерные, фрезерные и токарные станки.
Производитель универсального заточного станка БДС-4 — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
производит, также, деревообрабатывающее оборудование.
Станки, выпускаемые Витебским заводом заточных станков, Визас
БДС-4 станок деревообрабатывающий комбинированный. Назначение, область применения
Полупромышленный 3-х операционный комбинированный деревообрабатывающий станок БДС-4 предназначен для комплексной обработки деталей из различных сортов дерева.
Станок БДС-4 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 2400 и 4000 об/мин при перестановке клинового ремня.
В торце строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Станок выполняет следующие операции:
- Строгание (фугование) по плоскости до 200 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 2 м/мин. Скорость вращения ножевого вала — 4000 об/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 50 мм при скорости подачи заготовки до 1,0 м/мин. Скорость вращения дисковой пилы 2400 об/мин;
- Фрезерование дисковой фрезой глубиной до 16 мм при скорости подачи заготовки до 2 м/мин;
- Заточку инструмента шлифовальным кругом.
Технические характеристики комбинированного станка СУБД-4
| Наименование параметра | СУБД-4 | ВЗ-335 | |||||||||||
| Пиление дисковой пилой | |||||||||||||
| Длина заготовки при пилении, мм | 0..4000 | ||||||||||||
| Ширина заготовки при пилении, мм | 5..300 | ||||||||||||
| Диапазон глубины пропила, мм | 55 | 80 | |||||||||||
| Вертикальное перемещение пильного стола, мм | 80 | ||||||||||||
| Наибольший диаметр пильного диска, мм | Ø200 | Ø200..Ø315 | |||||||||||
| Посадочный диаметр пилы, мм | 32 | 32, 50 | |||||||||||
| Частота вращения пилы, об/мин | 28100, 4500 | 3000, 4500 | |||||||||||
| Размеры рабочей поверхности пильного стола, мм | 720 х 170 | 750 х 400 | |||||||||||
| Наибольший диаметр фрезы, мм | Наибольшая глубина фрезерования, мм | ||||||||||||
| Фугование (строгание) | |||||||||||||
| Длина заготовки при фуговании, мм | 400..4000 | ||||||||||||
| Наибольшая ширина фугования (строгания), мм | 250 | 10..250 | |||||||||||
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 3 | 3 | |||||||||||
| Диаметр режущей части ножевого вала, мм | 86..88 | ||||||||||||
| Частота вращения ножевого вала на холостом ходу, об/мин | 2810, 4500 | 3000, 4500 | |||||||||||
| Размеры строгального ножа, мм | 260 х 30 х 3 Сталь 65Г | ||||||||||||
| Количество строгальных ножей в ножевом барабане | 2; 4 | 3 | |||||||||||
| Ширина и длина строгальных столов, мм | 320 х 720 | 335 х 810 | |||||||||||
| Рейсмус | |||||||||||||
| Максимальная и минимальная толщина заготовки при рейсмусовании (Высота подъема рейсмусового стола), мм | 50 | 120 | |||||||||||
| Наименьшая длина обрабатываемой заготовки при рейсмусовании, мм | 400 | ||||||||||||
| Величина подъема рейсмусового стола, мм | 120 | ||||||||||||
| Скорость подачи заготовки в режиме рейсмуса, м/мин | ручная | 5 | |||||||||||
| Размеры рабочей поверхности рейсмусового стола, мм | 700 х 260 | ||||||||||||
| Максимальная ширина рейсмусования, мм | |||||||||||||
| Наибольшая толщина срезаемого слоя при рейсмусовании, мм | 3 | ||||||||||||
| Сверление. Фрезерование концевой фрезой | |||||||||||||
| Длина заготовки при сверлении, фрезеровании, мм | 200..4000 | ||||||||||||
| Наибольший диаметр сверла, фрезы, мм | 3..20 | ||||||||||||
| Частота вращения сверла, фрезы, мин | 3000, 4500 | ||||||||||||
| Размеры рабочей поверхности стола, мм | 390 х 190 | ||||||||||||
| Глубина сверления, мм | 85 | 150 | |||||||||||
| Величина продольного и поперечного перемещения стола, мм | 110 х 100 | ||||||||||||
| Устройство токарное | |||||||||||||
| Частота вращения токарного шпинделя, об/мин | — | 1600 | Наибольшая длина заготовки при токарной обработке, мм | — | 100..800 | Наибольший диаметр заготовки при токарной обработке в центрах, мм | — | 80 | Наибольший диаметр заготовки при токарной обработке на план-шайбе, мм | — | 300 | Вес токарного приспособления, кг | — |
| Электрооборудование станка | |||||||||||||
| Род тока питающей сети | ~220В / ~380В | ~380В | |||||||||||
| Количество электродвигателей на станке, шт | 1 | 1 | |||||||||||
| Электродвигатель, кВт (об/мин) | 1,1 (2810) | 3 | |||||||||||
| Габарит и масса станка | |||||||||||||
| Габарит станка (длна х ширина х высота), мм | 750 х 555 х 475 | 100 х 900 х 900 | |||||||||||
| Масса станка, кг | 90 | 475 |
Связанные ссылки. Дополнительная информация
- Справочник деревообрабатывающих станков
- Справочник производителей деревообрабатывающих станков и оборудования
- Справочник производителей бытовых деревообрабатывающих станков
- Справочник производителей рубильных машин
- Классификация деревообрабатывающих станков
- Станки для продольного раскроя пиломатериалов
- Лесопильные рамы. Классификация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Состав комбинированного станка БДС-4
Станок состоит из станины, на которой установлен в подшипниках качения главный вал (шпиндель), являющийся ножевым валом.
На валу консольно установлен шкив, на который через клиноременную передачу передается вращение от электродвигателя. Шкив электродвигателя — двухступенчатыый, обеспечивает две скорости вращения 2400 и 4000 об/мин. Скорость вращения шпинделя выбирается переброской клинового ремня на шкиве электродвигателя. Скрость 2400 об/мин лучше подходит для работы с дисковой пилой, скорость 4000 об/мин подходит для строгания.
На станине установлены строгальные столы с ограждением ножевого вала и пильный стол. Столы имеют регулировку по высоте.
Рекомендации по выбору деревообрабатывающего оборудования
Прежде чем приступить к выбору оборудования, необходимо поставить задачи производительности. Другими словами, нужно определить, для чего Вы приобретаете оборудование: глубокая переработка круглого леса, производство пиломатериала, постройка дома или других объектов. Ленточная пилорама
Основное преимущество ленточных пилорам — максимальный выход готовой продукции (КПД выхода пиломатериала составляет 60 — 70 %), достигается это за счет минимальной толщины пропила в 1,8 — 2,2 мм. Ленточнопильные станки, хорошо подходят для малого бизнеса, как станки, на которых можно получить на выходе готовую продукцию: доска обрезная, брус, брусок, шпала, лафет, необрезная доска. Ленточная пилорама имеет низкое энергопотребление до 15 кВт. Пилорамы ленточные используют как оборудование первого ряда, так как распил бревна в развал достигает 90 — 100 см (Тайга Т4, Атлант), для распиловки на лафет и последующей его подачи на многопильный станок.
Для увеличения производительности пилорамы необходимо:
Удобная и оперативная подача бревна (заготовки) на станину. Для этого возможно использовать тельфер, кран, лебедку или поката. Перемещение и поворот бревна во время процесса распиловки (удобные зажимы и упоры для бревна, использование багра) Удобный и оперативный забор готовой продукции на сортировку, и дальнейшую переработку. Для ускорения процесса выставления размеров доски и расчета толщины доски используют дополнительное устройство — электронная линейка (контроллер перемещения). Она позволяет программно задавать толщину доски и даёт возможность более точного позиционирования пильной ленты при распиловке бревен. Также контроллер перемещения позволяет программно учесть толщину пропила для упрощения математических задач для рамщика. Более точное позиционирование пильной ленты обеспечивает более качественную геометрию готовой продукции.
Минусы ленточного пиления состоят в геометрии пиломатериала и чистоте обработки, пиломатериал с ленточки не котируется для экспорта из-за разнотолщинности и волны пиломатериала. Доска с ленточной пилорамы хорошо подходит для внутреннего рынка сбыта или дальнейшей переработки. Кромкообрезной станок
Для улучшения геометрии доски можно использовать кромкообрезной станок Тайга К2 он обеспечит более точную распиловку по ширине доски, но не исправит качество пиломатериала по пласти пиления. Кромкообрезные станки, являются оборудованием второго ряда и все преимущества раскрывают когда работают в связке с ленточными и шинными пилорамами.
Дисковая пилорама
Дисковая пилорама горизонтального пиления обеспечивает отличное качество пласти и геометрию пиления. Недостатком пиления является толщина пропила 4,5 — 6 мм, при этом КПД выхода готового пиломатериала составит не более 60 %. Скорость дискового пиления выше, чем на ленточной пилораме.
Дисковая пилорама может быть станком первого или второго ряда в зависимости от предназначения оборудования.
Пилорама двух-дисковая горизонтального пиления имеет высокую скорость пиления и высокую производительность продукции, диаметр обрабатываемого бревна до 60 см (0,6 м), углопильная двух-дисковая пилорама .
Основным преимуществом дисковых пилорам радиального пиления (углоповоротная пилорама) является большой диаметр обрабатываемого бревна до 1,2 м. Экспортное качество пиломатериала и высокая чистота обработки древесины которую обеспечивает обработка дисковой пилой.
Шинная пилорама
Шинная пилорама Мурка М1 (бензиновая) и М5 (новая бензиновая версия) характеризуется мобильностью, практичностью в эксплуатации. Автономное питание пилорамы позволяет распилить бревно на брус и доску или шпалу прямо в лесу. Бензопила STIHL MS660 может использоваться отдельно от пилорамы, как валочная бензопила, для этого нужно открутить только 2 гайки крепления пилы, и поменять шину и цепь для продольного пиления на более подходящую. Расход бензина 0,8 л./40 мин. Шинное пиление дает точную геометрию распила и отсутствие волны при пилении. Минусом шинных пилорам является низкая по сравнению с ленточной пилорамой, производительность, поэтому такие пилорамы являются решением малого и среднего бизнеса. Для людей, которые покупают пилораму себе в хозяйство, это идеальный вариант и еще шинные пилорамы Мурка пользуются большим спросом у фермеров, колхозников.
БДС-4 Общий вид комбинированного станка

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Расположение составных частей и органов управления станком БДС-4
- Опорные ножки станка
- Станина
- Подшипник ножевого вала
- Строгальный стол приемный
- Упорная планка
- Электродвигатель
- Электрошкаф
- Защита дисковой пилы
- Ручка регулировки высоты подающего строгального стола
- Ручка регулировки высоты приемного строгального стола
- Выключатель сети 220 В
- Кнопка Пуск
- Кнопка Стоп
- Винты зажима положения строгального стола
Подготовительные операции

Углы заточки дереворежущего инструмента

Регулировка ножей в строгальном барабане станка БДС-4

Планка для калибровки ножей в строгальном барабане станка БДС-4
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Субд 4 станок
Перед допуском к самостоятельной работе станочник деревообрабатывающих станков ( в дальнейшем – станочник ) должен пройти стажировку в течение 2 — 14 смен (в зависимости от характера работы, квалификации работника) под руководством специально назначенного лица. нарушений станочником нормативных, правовых актов (документов) по охране труда которые могли привести или привели к травмированию, аварии или отравлению; при перерывах в работе более чем б месяцев; поступлении информационных материалов об авариях и несчастных случаях, случившихся на аналогичных производствах – внеплановый. 5. Станочник должен иметь четкое представление об опасных и вредных производственных факторах, связанных с выполнением работы, и знать основные способы защиты от их воздействия.
пользоваться при выполнении работ средствами индивидуальной защиты, выдаваемыми в соответствии с отраслевыми типовыми нормами выдачи средств индивидуальной защиты рабочим и служащим предприятий”:
Станок универсальный бытовой деревообрабатывающий, СУБД-4Б
Предназначен для деревообработки в бытовых условия. Является надежным помощником для выполнения различных плотницких и столярных работ при строительтве коттеджей, садовых домиков и в подсобном хозяйстве
Наибольшая ширина фугования и рейсмусования за один проход, мм — 250 Наибольшая высота пропила, мм — 55 Наибольшая толщина срезаемого слоя за один проход при фуговании, мм — 3 Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм — 1 Наибольшая глубина сверления и фрезерования (пазования), мм — 85 Мощность электродвигателя, кВт — 1,5 Габаритные размеры, мм — 750х555х370 Напряжение питания, В — 220 Масса станка со всеми принадлежностями, кг — 90 Частота вращения пилы, об/мин — 2810 Частота вращения ножевого вала, об/мин — 4500 Число установленных ножей, шт — 2
В рамках этой концепции подразумевается подключение к интернету различных промышленных объектов — машин, датчиков, сенсоров, автоматизированных систем управления технологическим процессом (АСУ ТП), способных взаимодействовать друг с другом без участия человека.
В Mail.Ru Group видят в промышленном интернете огромный рынок и точку роста.
«Наша экспертиза и технологии могут быть нам очень полезны в этом.
В эти дни весь мир становится более и более цифровым, и промышленность — это огромная часть экономики, где новые технологии могут обеспечить большой скачок», — отметил Денис Аникин.
Ожидается, что IIoT поможет предприятиям повысить производительность и снизить затраты. По его словам, компания намерена вырастить этот бизнес в «отдельное серьезное направление» и выйти с ним на зарубежный рынок.
Устройство и работа бытового станка СУБД-4Б
Основной частью станков универсальных бытовых деревообрабатывающих модели СУБД-4 является фуговальный станок.
При установке на фуговальном станке отдельных составных частей и инструментов, станок может работать как круглопильный, фрезерный, сверлильный, рейсмусовый, шлифовальный и заточный (в зависимости от модификации).
Фуговальный станок СУБД-4

Фуговальная конфигурация комбинированного станка СУБД-4

Устройство станка приведено на рис 3. Основным элементом фуговального станка является ножевой вал 3.
Вращение ножевого вала осуществляется через клиноременную передачу от электродвигателя.
С одной стороны ножевого вала крепится двухступенчатые шкив, С другой — дисковая пила, которая при фуговании должна быть снята.
Регулировка толщины стружек, снимаемой при обработке пиломатериалов, осуществляется за счет перемещения подвижного фуговального стола 8 при вращении ручки 9.
Для обеспечения условий безопасности при фуговании пиломатериалов в конструкции станка предусмотрено ограждение ножевого вала 11.
Конструктивно ограждение 11 выполнено таким образом, что в процессе обработки пиломатериалов оставляет открытой работающую часть ножевого вала в размер обрабатываемой заготовки.
Рамка 15 предусмотрена доя крепленая к ней мешка 16, в который производится сбор стружки при обработке пиломатериалов. Мешок 16 в комплект поставки не входит.
Качество поверхности обрабатываемых пиломатериалов обеспечивается при соблюдения условий:
В станках модификации СУБД-4А,СУБД-4Б,СУБД-4В,СУБД-4Д при установке ножей в фуговальные пазы ножевого вала пользоваться текстолитовой планкой, к которой лезвия ножей прижимает выдавливающая пружина 4 (рис. 1а). После настройки ножи должны быть надежно закреплены винтами 1 (рис. 1а). Во время смены ножей будьте внимательны, следите, чтобы не потерялись пружины 4 (рис. 1а).
В станках модификации СУБД-4Г настройка ножей осуществляется вращением винтов 8 (рис. 16).
Необходимо помнить, что ножевой вал в сборе отбалансирован на предприятии-изготовителе. Поэтому при смене ножей не следует смешивать комплекты деталей разных фигурных пазов ножевого вала (рис. 1а, рис 1б). Ножи после заточки должны быть одинаковых размеров, иметь одну и ту же массу;
- ножи должны быть остро заточены. Заточка ножей производится шлифовальным бруском. Угол заточки режущей кромки ножей должен составлять 35..45°;
- режущая кромка ножей должна быть выставлена таким образом, чтобы находилась на одном уровне с поверхностью неподвижного фуговального стола.
- правильно выбирать скорость подачи обрабатываемого пиломатериала, так как скорость подачи зависит от качества и вида древесины. Подачу заготовки осуществлять плавно, без рывков с одинаковой скоростью;
- следить, чтобы при эксплуатации станков не нарушались условия параллельности фуговальных столов относительно друг друга, неплоскостности и шероховатости поверхностей столов.
Круглопильный станок
Устройство станка приведено на рис. 3.
Пила зажимается гайкой 6 между шайбой 7 и буртом резьбовой втулки 5 (рис. 1а) и крепится на конусный конец вала болтом 3 (рис. 1в).
Пильный стол 6 крепится на кронштейнах 5 к корпусу фуговального станка гайками 12 (рис. 3).
При помощи гаек пильный стол можно выставить на разной высоте и осуществлять пропилы необходимой глубины.
Перед началом работ вращением ручки 8 поднять подвижной фуговальный стол на уровень неподвижного.
Пильный стол в установить на уровень фуговальных столов 7, 8.
Пила имеет ограждение 1, которое при продвижении под ним заготовки поднимается. Ограждение крепится к клину 2. Клин выставлен в одной плоскости с пилой, и выполняет роль направляющего и расклинивающего заготовку устройства. Сектора зубчатые 13 предназначены для заклинивания заготовки при подаче пиломатериала в обратном направлении.
На столе 6 может быть установлена упор-линейка 14, используемая для распиловки под углом.
Для поперечной распиловки необходимо снять ограждение ножевого вала 11 и упорной линейки 10, 14. Закрыть ножевой вал настилом (рис.11) из комплекта, поставляемого вместе со станком.
Закрепить настил на подвижном столе винтами. При наладке станка на работу с дисковой фрезой необходимо вставку ни пильном столе около плиты заменить на вставку из комплекта поставки. Для этого отвернуть винты, крепящие вставку к пильному столу, заменить вставку и закрепить ее теми же винтами. Установить дисковую фрезу на конце ножевого вала, выставить пильный стол относительно фуговальных столов на высоту, обеспечивающую необходимую глубину фрезеруемого паза,
Сверлильно-фреэерный станок

Фрезерно-сверлильное приспособление станка СУБД-4

Устройство станка приведено на рис. 4.
Сверлильный патрон 2 (рис, 2) надевается на конусный конец ножевого вала и крепится винтом 3 (рис. 2а) или специальной гайкой 1 (рис. 26). В патроне могут быть закреплены сверла, фрезы.
Путем переустановки инструмента в патроне или самого патрона следует добиться минимального биения инструмента.
Для сверлильно-фрезерных работ используется сверлильно-фрезерный стол 9 (рис. 4), который крепится к фуговальному станку при помощи кронштейна-переходника 11 (рис. 4) и гаек 13 (рис. 4) к кронштейну 12 (рис. 4) фуговального станка. При помощи гаек 13 (рис. 4) стол может перемещаться в вертикальном направлении на нужную высоту.
На столе устанавливается упор-линейка 8 (рис. 4).
Струбцины 7 (рис. 4) при помощи винтов 6 обеспечивают прижатие заготовки к столу.
При сверлильно-фрезерных работах обязательно пользоваться ограждениями 3, 14 (рис. 4).
Подача заготовки при сверлении и фрезеровании осуществляется путем ручного перемещения сверлильно-фрезерного стола.
Винты 10 предназначены для предотвращения перемещения столов относительно друг друга при транспортировании и хранении.
Станок с приспособлением для рейсмусования

Рейсмусовое приспособление приспособление станка СУБД-4

Устройство станка с приспособлением для рейсмусования приведено на рис. 6.
Приспособление для рейсмусования представляет из себя два подпружиненных прижимных валика, которые обеспечивают получение калиброванных ЗАГОТОВОК.
Порядок обработки заготовки в режиме рейсмусования:
- обработать заготовку на фуговальном станке в размер требуемой толщины с припуском на рейсмусование;
- собрать приспособление для рейсмусования, снять пильный стол, ограждение ножевого вала. На кронштейнах 5 закрепить шпильки 11 гайками 12. На шпильках установить приспособление для рейсмусования, закрепить его гайками 12. При установке и съеме приспособления следить, чтобы шайбы 16 не потерялись;
- опустить подвижный стол относительно неподвижного на толщину снимаемой стружки 1 мм. Указанный размер снимаемой стружки обеспечивает оптимальный режим работы станка, когда заготовка подается на ножевой вал легко, без особых усилий;
- замерить толщину заготовки до обработки;
- вращением маховика прижать заготовку к подвижному столу;
- произвести подачу заготовки на ножевой вал станка под приспособлением. Замерить толщину заготовки после обработки и определить размер снимаемой стружки;
- рассчитать сколько раз нужно пропустить заготовку через приспособление для обработки ее в требуемый размер;
- обработать заготовку;
- отрейсмусовать заготовку, постепенно уменьшая толщину снимаемой стружки подъемом подвижного стола.
Работу на рейсмусовом станке производить после установки на нем ограждения сверлильного патрона.
Заточной станок
Шлифовальный круг 6 (рис. 7) зажимается между шайбой 2 и буртом резьбовой втулки 3 и крепится гайкой 4 на конусный конец ножевого вала болтом 5 (рис. 7).
На шлифовальный круг устанавливается защитный кожух 1 (рис. 7), который крепится винтами к корпусу фуговального станка. Зазор между шлифовальным кругом и пластикой, служащий опорой для инструмента при заточке, должен быть не более 3 мм .
Перед пуском станка произвести следующие работы:
- очистить станок и рабочую зону от опилок и стружки;
- соблюдать правила по технике безопасности к пожарной безопасности.
Наладки станка на соответствующие вялы работ показаны на рис. 10 — 17.
Электрооборудование
В качестве привода станка применен асинхронный электродвигатель.
Электродвигатель изолирован от корпуса станка.
Аппаратура управления установлена в специальном отсеке станка.
Во избежание перегрева и выхода электродвигателя из строя распиловку производить при частоте вращения вала 2810 об/мин, фугование -4480 об/мин.
Изменение частот вращения вала производится сменой положения ремня согласно рис. рис. 17.
При нарушении пломбы предприятие-изготовитель не принимает претензии от покупателя.
Запрещается эксплуатация станков в условиях воздействия капель и брызг, а также на открытых площадках во время снегопада и дождя.
Выбираем для домашней мастерской деревообрабатывающий станок
Кроме того, преимущество использования универсального станка в том, что на нём можно сделать из деревянного материала поистине уникальные вещи, которые достаточно трудно найти на прилавках в магазинах. Использовать универсальные станки достаточно легко.
На отечественном рынке можно выделить российскую продукцию, которая не уступает по качеству аналогам из-за рубежа, но при этом стоимость их намного ниже . После покупки рекомендуется сразу подобрать место для комфортной работы с деревообрабатывающим станком.
Это может быть место в гараже или сарае, которое можно легко переоборудовать под мастерскую.
Нередко люди волнуются, что они фактически не умеют пользоваться такими приборами. Дело в том, что работа на универсальных или специальных станках для обработки дерева достаточно проста.
Применение бытового деревообрабатывающего станка
Бытовой станок открывает много возможностей. С его помощью можно изготовить любые детали для мебели, беседки, ограды, дверей и т.д. Практически все виды работ с деревом осуществимы с помощью универсального станка. Производительность такого станка меньше по сравнению со специальным, но для небольшого производства он тоже подойдет.
Преимущества использования универсального станка в том, что Вы при желании можете сделать уникальные вещи, которые никогда бы не нашли в продаже.

Главное – соблюдать технику безопасности. Современные станки производят из высокопрочных сплавов, это и есть гарантией их исправной работы. Вы можете обрабатывать древесину любой породы, в том числе и твердые сорта.
Универсальный станок оснащен двигателем, работающим от домашней сети. Устройство снабжено специальным тепловым реле, защищающим от перегревания. Это устройство предотвращает перегрузку станка и обеспечивает стабильную эксплуатацию на протяжении долгих лет.
Сведения о производителе деревообрабатывающего комбинированного станка СУБД-4
Производитель универсального заточного станка СУБД-4 — ПО «Промприбор» г. Чебоксары.
СУБД-4 станок деревообрабатывающий комбинированный. Назначение, область применения
Станок Универсальный Деревообрабатывающий Бытовой Комбинированный СУБД-4 предназначен для комплексной обработки деталей из различных сортов дерева.
Принцип работы и особенности конструкции станка
Станок СУБД-4 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 3000 и 4500 об/мин при перестановке клинового ремня.
С торца строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Машина СУБД-4 состоит из сварного основания, внутри которого расположен приводной электродвигатель.
Станок СУБД-4 выполняет следующие операции:
- Строгание (фугование) по плоскости от 10 до 250 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 3,6; 5 м/мин;
- Фугование под углом;
- Рейсмусование с автоматической подачей до 3,6; 5 м/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 80 мм под прямым углом при скорости подачи заготовки до 1,0 м/мин;
- Фрезерование пазов дисковыми и концевыми фрезами глубиной до 10..120 мм;
- Сверление глубиной до 10..120 мм;
Модификации бытовых деревообрабатывающих комбинированных станков
СУБД-4
Основные технологические операции, выполняемые на станках модификации:
СУБД-4А, СУБД-4Б, СУБД-4Г — фугование, распиловка вдоль, поперек волокон в под углом, рейсмусование, шлифование, сверление, фрезерование торцевой фрезой (пазование) и дисковой фрезой, шпунтование, выборка четверти, заточка инструмента,
СУБД-4В — фугование, распиловка вдоль, поперек волокон и под углом, шлифование, выборка четверти, заточка инструмента, сверление, фрезерование торцевой фрезой (пазование) и дисковой фрезой, шпунтование.
СУБД-4Д — фугование, распиловка вдоль, поперек волокон и под углом, шлифование, выборка четверти, заточка инструмента, фрезерование дисковой фрезой, шпунтование.
Устройство и работа бытового станка СУБД-4Б
Основной частью станков универсальных бытовых деревообрабатывающих модели СУБД-4 является фуговальный станок.
При установке на фуговальном станке отдельных составных частей и инструментов, станок может работать как круглопильный, фрезерный, сверлильный, рейсмусовый, шлифовальный и заточный (в зависимости от модификации).
Фуговальный станок СУБД-4
Фуговальная конфигурация комбинированного станка СУБД-4
Фуговальная конфигурация комбинированного станка СУБД-4. Смотреть в увеличенном масштабе
Устройство станка приведено на рис 3. Основным элементом фуговального станка является ножевой вал 3.
Вращение ножевого вала осуществляется через клиноременную передачу от электродвигателя.
С одной стороны ножевого вала крепится двухступенчатые шкив, С другой — дисковая пила, которая при фуговании должна быть снята.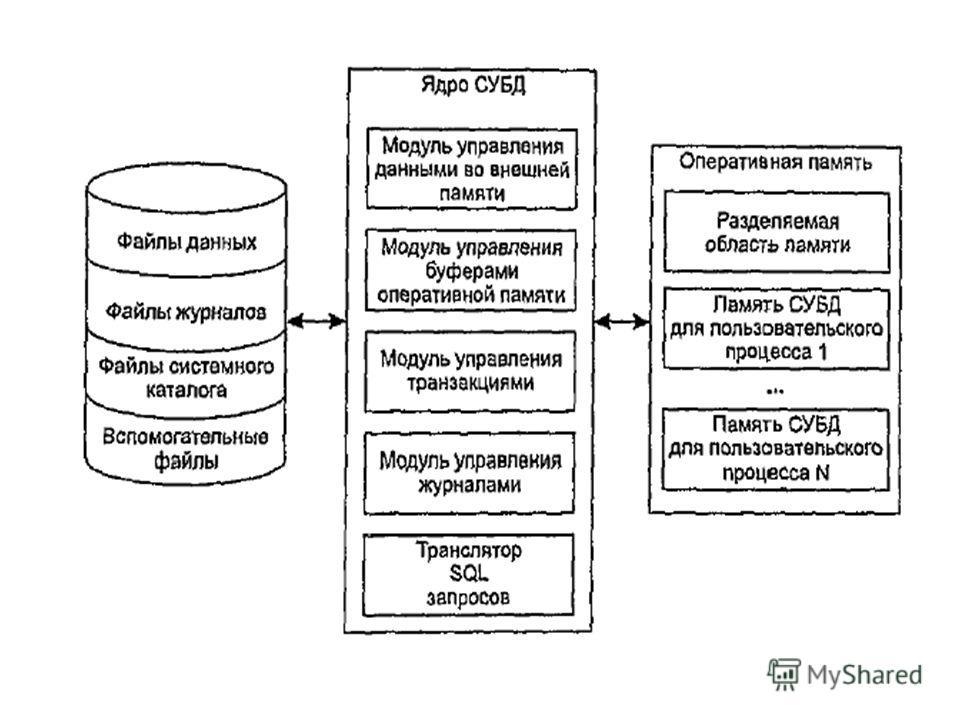
Регулировка толщины стружек, снимаемой при обработке пиломатериалов, осуществляется за счет перемещения подвижного фуговального стола 8 при вращении ручки 9.
Для обеспечения условий безопасности при фуговании пиломатериалов в конструкции станка предусмотрено ограждение ножевого вала 11.
Конструктивно ограждение 11 выполнено таким образом, что в процессе обработки пиломатериалов оставляет открытой работающую часть ножевого вала в размер обрабатываемой заготовки.
Рамка 15 предусмотрена доя крепленая к ней мешка 16, в который производится сбор стружки при обработке пиломатериалов. Мешок 16 в комплект поставки не входит.
Качество поверхности обрабатываемых пиломатериалов обеспечивается при соблюдения условий:
В станках модификации СУБД-4А,СУБД-4Б,СУБД-4В,СУБД-4Д при установке ножей в фуговальные пазы ножевого вала пользоваться текстолитовой планкой, к которой лезвия ножей прижимает выдавливающая пружина 4 (рис. 1а). После настройки ножи должны быть надежно закреплены винтами 1 (рис.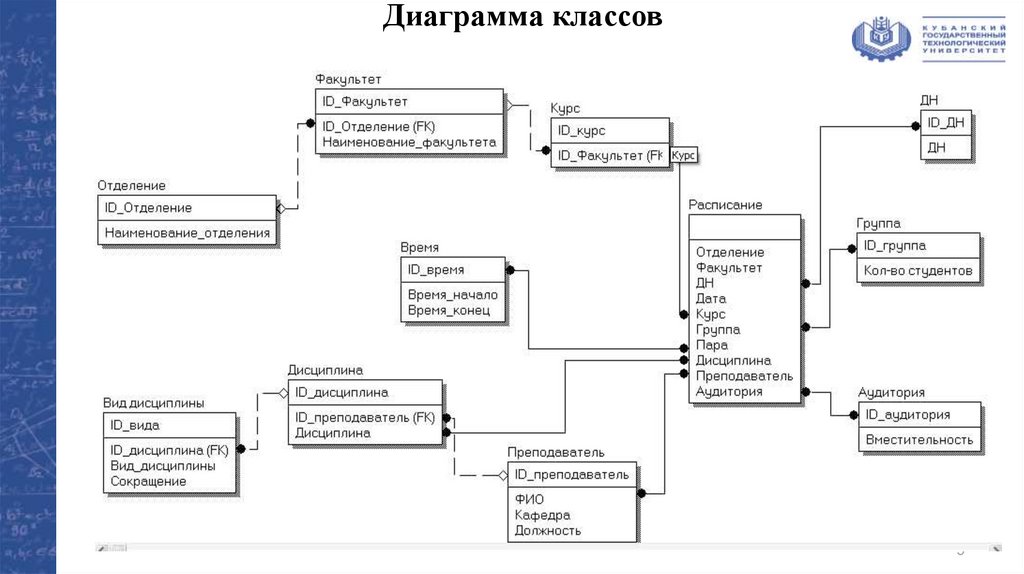 1а). Во время смены ножей будьте внимательны, следите, чтобы не потерялись пружины 4 (рис. 1а).
1а). Во время смены ножей будьте внимательны, следите, чтобы не потерялись пружины 4 (рис. 1а).
В станках модификации СУБД-4Г настройка ножей осуществляется вращением винтов 8 (рис. 16).
Необходимо помнить, что ножевой вал в сборе отбалансирован на предприятии-изготовителе. Поэтому при смене ножей не следует смешивать комплекты деталей разных фигурных пазов ножевого вала (рис. 1а, рис 1б). Ножи после заточки должны быть одинаковых размеров, иметь одну и ту же массу;
- ножи должны быть остро заточены. Заточка ножей производится шлифовальным бруском. Угол заточки режущей кромки ножей должен составлять 35..45°;
- режущая кромка ножей должна быть выставлена таким образом, чтобы находилась на одном уровне с поверхностью неподвижного фуговального стола.
- правильно выбирать скорость подачи обрабатываемого пиломатериала, так как скорость подачи зависит от качества и вида древесины. Подачу заготовки осуществлять плавно, без рывков с одинаковой скоростью;
- следить, чтобы при эксплуатации станков не нарушались условия параллельности фуговальных столов относительно друг друга, неплоскостности и шероховатости поверхностей столов.

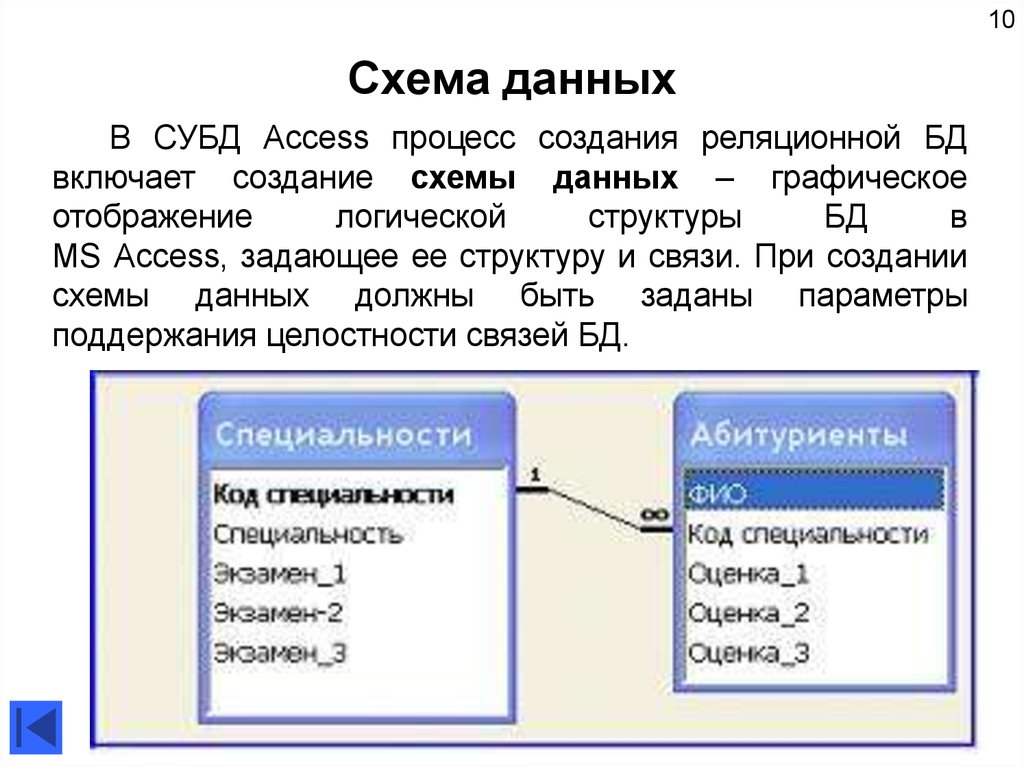
Круглопильный станок
Устройство станка приведено на рис. 3.
Пила зажимается гайкой 6 между шайбой 7 и буртом резьбовой втулки 5 (рис. 1а) и крепится на конусный конец вала болтом 3 (рис. 1в).
Пильный стол 6 крепится на кронштейнах 5 к корпусу фуговального станка гайками 12 (рис. 3).
При помощи гаек пильный стол можно выставить на разной высоте и осуществлять пропилы необходимой глубины.
Перед началом работ вращением ручки 8 поднять подвижной фуговальный стол на уровень неподвижного.
Пильный стол в установить на уровень фуговальных столов 7, 8.
Пила имеет ограждение 1, которое при продвижении под ним заготовки поднимается. Ограждение крепится к клину 2. Клин выставлен в одной плоскости с пилой, и выполняет роль направляющего и расклинивающего заготовку устройства. Сектора зубчатые 13 предназначены для заклинивания заготовки при подаче пиломатериала в обратном направлении.
На столе 6 может быть установлена упор-линейка 14, используемая для распиловки под углом.
Для поперечной распиловки необходимо снять ограждение ножевого вала 11 и упорной линейки 10, 14. Закрыть ножевой вал настилом (рис.11) из комплекта, поставляемого вместе со станком.
Закрепить настил на подвижном столе винтами. При наладке станка на работу с дисковой фрезой необходимо вставку ни пильном столе около плиты заменить на вставку из комплекта поставки. Для этого отвернуть винты, крепящие вставку к пильному столу, заменить вставку и закрепить ее теми же винтами. Установить дисковую фрезу на конце ножевого вала, выставить пильный стол относительно фуговальных столов на высоту, обеспечивающую необходимую глубину фрезеруемого паза,
Сверлильно-фреэерный станок
Фрезерно-сверлильное приспособление станка СУБД-4
Фрезерно-сверлильное приспособление комбинированного станка СУБД-4. Смотреть в увеличенном масштабе
Устройство станка приведено на рис. 4.
Сверлильный патрон 2 (рис, 2) надевается на конусный конец ножевого вала и крепится винтом 3 (рис. 2а) или специальной гайкой 1 (рис. 26). В патроне могут быть закреплены сверла, фрезы.
2а) или специальной гайкой 1 (рис. 26). В патроне могут быть закреплены сверла, фрезы.
Путем переустановки инструмента в патроне или самого патрона следует добиться минимального биения инструмента.
Для сверлильно-фрезерных работ используется сверлильно-фрезерный стол 9 (рис. 4), который крепится к фуговальному станку при помощи кронштейна-переходника 11 (рис. 4) и гаек 13 (рис. 4) к кронштейну 12 (рис. 4) фуговального станка. При помощи гаек 13 (рис. 4) стол может перемещаться в вертикальном направлении на нужную высоту.
На столе устанавливается упор-линейка 8 (рис. 4).
Струбцины 7 (рис. 4) при помощи винтов 6 обеспечивают прижатие заготовки к столу.
При сверлильно-фрезерных работах обязательно пользоваться ограждениями 3, 14 (рис. 4).
Подача заготовки при сверлении и фрезеровании осуществляется путем ручного перемещения сверлильно-фрезерного стола.
Винты 10 предназначены для предотвращения перемещения столов относительно друг друга при транспортировании и хранении.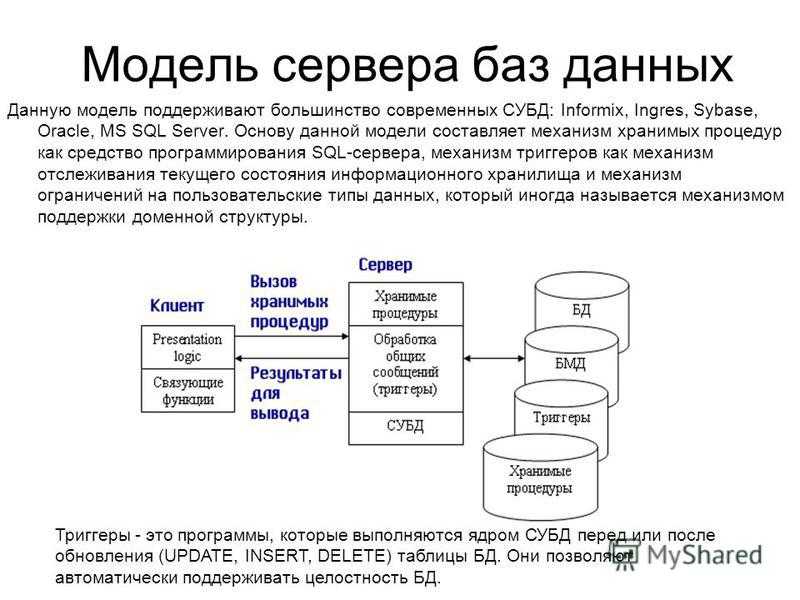
Станок с приспособлением для рейсмусования
Рейсмусовое приспособление приспособление станка СУБД-4
Рейсмусовое приспособление приспособление комбинированного станка СУБД-4. Смотреть в увеличенном масштабе
Устройство станка с приспособлением для рейсмусования приведено на рис. 6.
Приспособление для рейсмусования представляет из себя два подпружиненных прижимных валика, которые обеспечивают получение калиброванных ЗАГОТОВОК.
Порядок обработки заготовки в режиме рейсмусования:
- обработать заготовку на фуговальном станке в размер требуемой толщины с припуском на рейсмусование;
- собрать приспособление для рейсмусования, снять пильный стол, ограждение ножевого вала. На кронштейнах 5 закрепить шпильки 11 гайками 12. На шпильках установить приспособление для рейсмусования, закрепить его гайками 12. При установке и съеме приспособления следить, чтобы шайбы 16 не потерялись;
- опустить подвижный стол относительно неподвижного на толщину снимаемой стружки 1 мм. Указанный размер снимаемой стружки обеспечивает оптимальный режим работы станка, когда заготовка подается на ножевой вал легко, без особых усилий;
- замерить толщину заготовки до обработки;
- вращением маховика прижать заготовку к подвижному столу;
- произвести подачу заготовки на ножевой вал станка под приспособлением. Замерить толщину заготовки после обработки и определить размер снимаемой стружки;
- рассчитать сколько раз нужно пропустить заготовку через приспособление для обработки ее в требуемый размер;
- обработать заготовку;
- отрейсмусовать заготовку, постепенно уменьшая толщину снимаемой стружки подъемом подвижного стола.
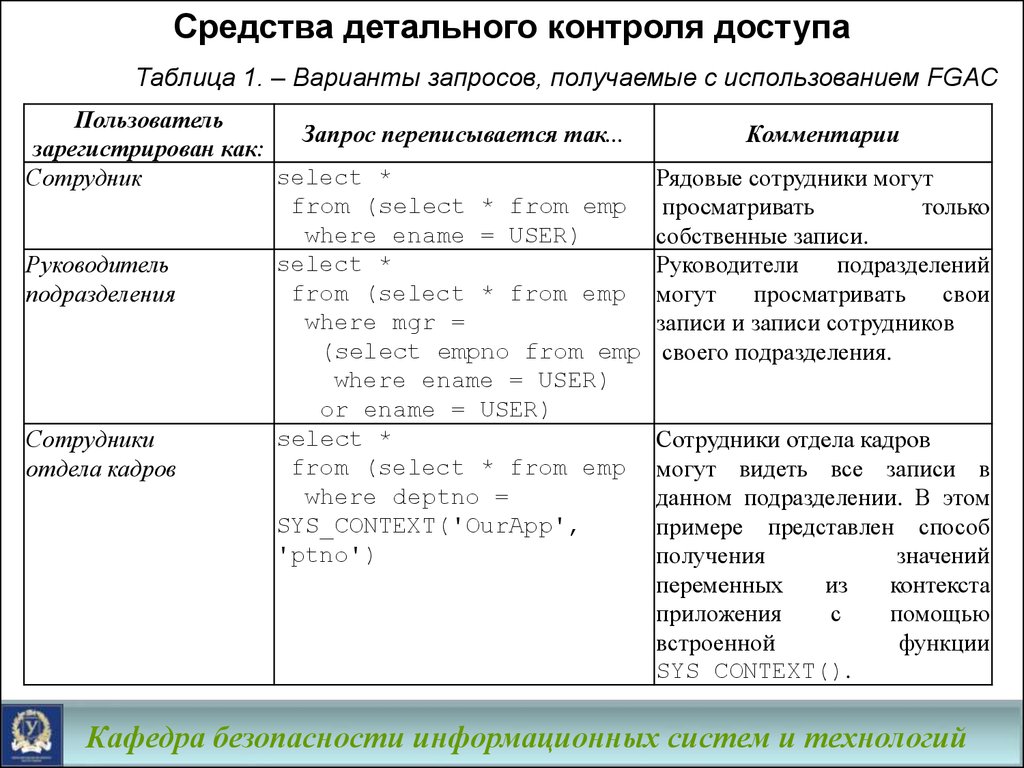 Указанный размер снимаемой стружки обеспечивает оптимальный режим работы станка, когда заготовка подается на ножевой вал легко, без особых усилий;
Указанный размер снимаемой стружки обеспечивает оптимальный режим работы станка, когда заготовка подается на ножевой вал легко, без особых усилий;Работу на рейсмусовом станке производить после установки на нем ограждения сверлильного патрона.
Заточной станок
Шлифовальный круг 6 (рис. 7) зажимается между шайбой 2 и буртом резьбовой втулки 3 и крепится гайкой 4 на конусный конец ножевого вала болтом 5 (рис. 7).
На шлифовальный круг устанавливается защитный кожух 1 (рис.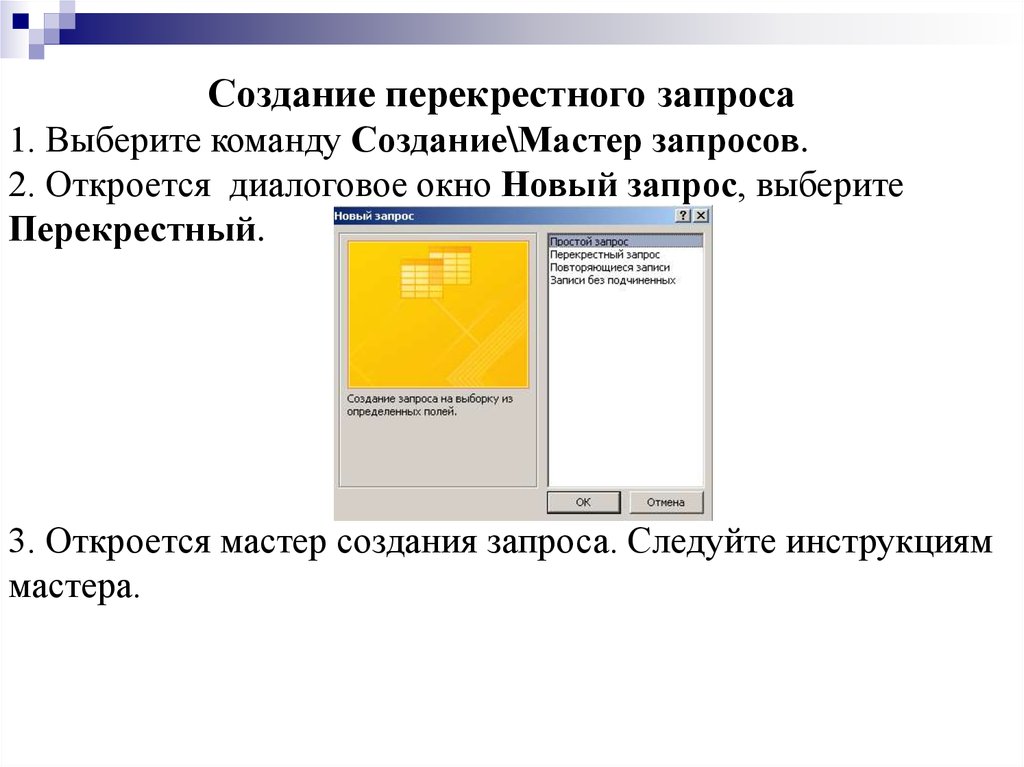 7), который крепится винтами к корпусу фуговального станка. Зазор между шлифовальным кругом и пластикой, служащий опорой для инструмента при заточке, должен быть не более 3 мм .
7), который крепится винтами к корпусу фуговального станка. Зазор между шлифовальным кругом и пластикой, служащий опорой для инструмента при заточке, должен быть не более 3 мм .
Перед пуском станка произвести следующие работы:
- очистить станок и рабочую зону от опилок и стружки;
- соблюдать правила по технике безопасности к пожарной безопасности.
Наладки станка на соответствующие вялы работ показаны на рис. 10 — 17.
Электрооборудование
В качестве привода станка применен асинхронный электродвигатель.
Электродвигатель изолирован от корпуса станка.
Аппаратура управления установлена в специальном отсеке станка.
Во избежание перегрева и выхода электродвигателя из строя распиловку производить при частоте вращения вала 2810 об/мин, фугование -4480 об/мин.
Изменение частот вращения вала производится сменой положения ремня согласно рис. рис. 17.
При нарушении пломбы предприятие-изготовитель не принимает претензии от покупателя.
Запрещается эксплуатация станков в условиях воздействия капель и брызг, а также на открытых площадках во время снегопада и дождя.
СУБД-4 Общий вид комбинированного станка
Фото комбинированного станка СУБД-4
Фото комбинированного станка СУБД-4
Фото комбинированного станка СУБД-4
СУБД-4 Посадочные и присоединительные базы станка
Крепление дисковой пилы на конце шпинделя
Крепление дисковой пилы и дисковой фрезы на конце шпинделя. Смотреть в увеличенном масштабе
Посадочные и присоединительные базы станка СУБД-4
Наладка на продольную распиловку станка СУБД-4
Наладка на продольную распиловку комбинированного станка СУБД-4. Смотреть в увеличенном масштабе
Наладка на поперечную распиловку станка СУБД-4
Наладка на поперечную распиловку комбинированного станка СУБД-4. Смотреть в увеличенном масштабе
Наладка на вырезку четверти станка СУБД-4
Наладка на вырезку четверти комбинированного станка СУБД-4.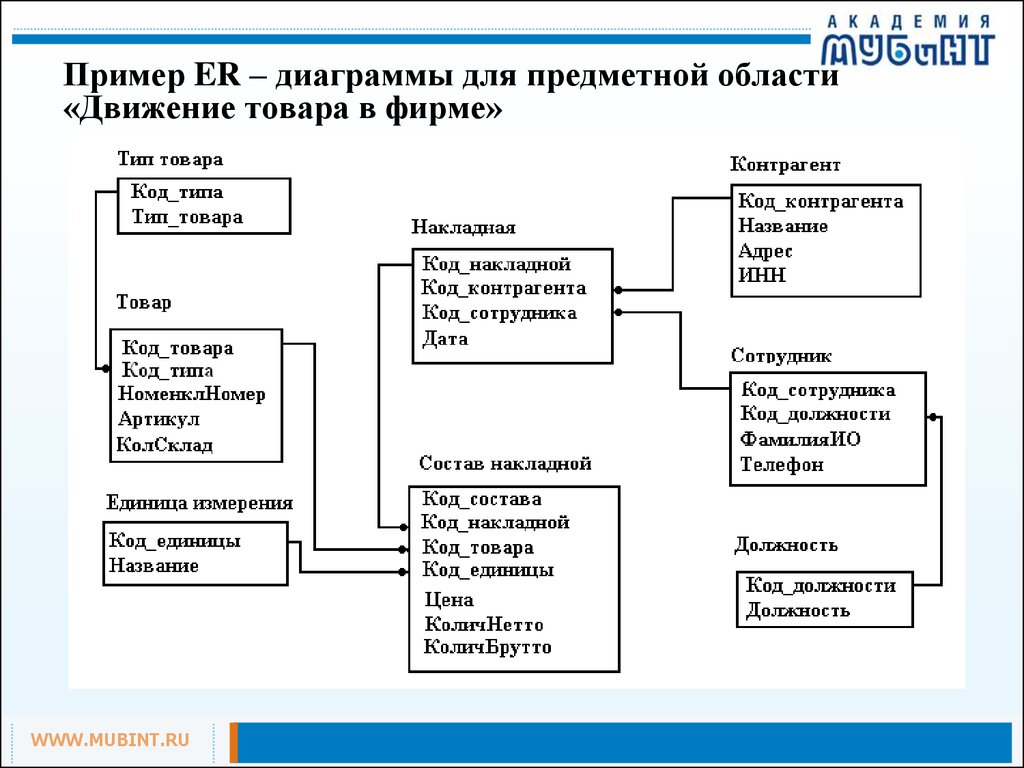 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Наладка на сверлильно-фрезерные работы станка СУБД-4
Наладка на сверлильно-фрезерные работы станка СУБД-4. Смотреть в увеличенном масштабе
Наладка на шлифование станка СУБД-4
Наладка на шлифование станка СУБД-4. Смотреть в увеличенном масштабе
Подготовительные операции
Заточка дисковой пилы станка СУБД-4
Заточка дисковой пилы комбинированного станка СУБД-4. Смотреть в увеличенном масштабе
Углы заточки дереворежущего инструмента
Регулировка ножей в строгальном барабане станка СУБД-4
Планка для калибровки ножей в строгальном барабане
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей.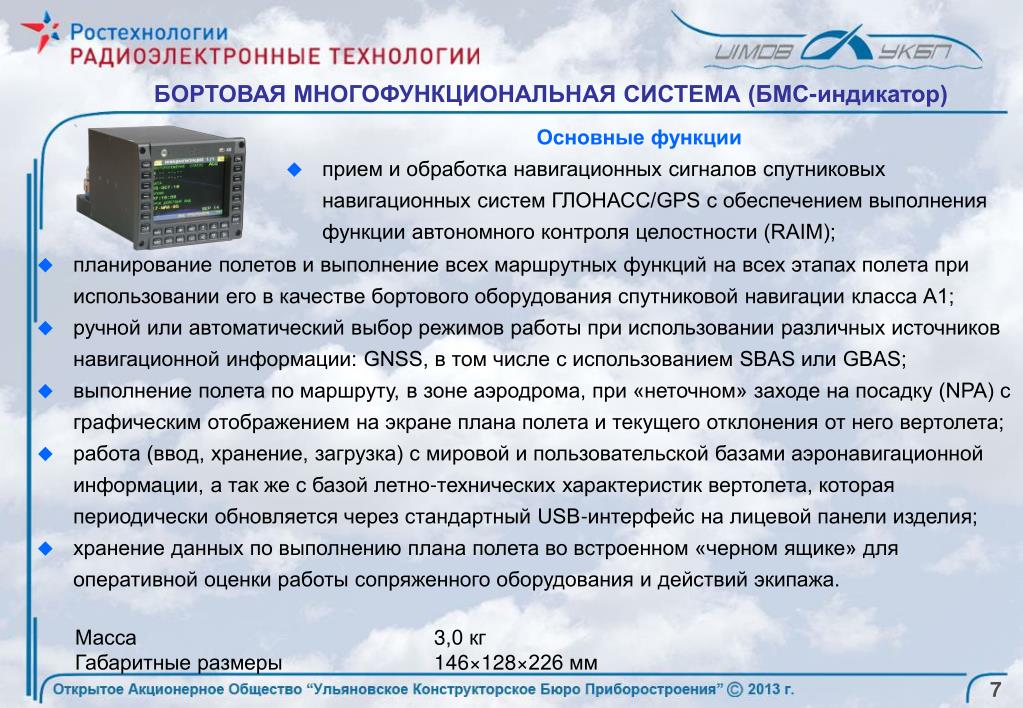 Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Читайте также: Производители деревообрабатывающих станков и оборудования
Технические характеристики комбинированного станка СУБД-4
| Наименование параметра | СУБД-4 | ВЗ-335 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Пиление дисковой пилой | ||||||||||||||
| Длина заготовки при пилении, мм | 0..4000 | |||||||||||||
| Ширина заготовки при пилении, мм | 5..300 | |||||||||||||
| Диапазон глубины пропила, мм | 55 | 80 | ||||||||||||
| Вертикальное перемещение пильного стола, мм | 80 | |||||||||||||
| Наибольший диаметр пильного диска, мм | Ø200 | Ø200..Ø315 | ||||||||||||
| Посадочный диаметр пилы, мм | 32 | 32, 50 | ||||||||||||
| Частота вращения пилы, об/мин | 28100, 4500 | 3000, 4500 | ||||||||||||
| Размеры рабочей поверхности пильного стола, мм | 720 х 170 | 750 х 400 | ||||||||||||
| Наибольший диаметр фрезы, мм | Наибольшая глубина фрезерования, мм | |||||||||||||
| Фугование (строгание) | ||||||||||||||
| Длина заготовки при фуговании, мм | 400. .4000 .4000 |
|||||||||||||
| Наибольшая ширина фугования (строгания), мм | 250 | 10..250 | ||||||||||||
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 3 | 3 | ||||||||||||
| Диаметр режущей части ножевого вала, мм | 86..88 | |||||||||||||
| Частота вращения ножевого вала на холостом ходу, об/мин | 2810, 4500 | 3000, 4500 | ||||||||||||
| Размеры строгального ножа, мм | 260 х 30 х 3 Сталь 65Г |
|||||||||||||
| Количество строгальных ножей в ножевом барабане | 2; 4 | 3 | ||||||||||||
| Ширина и длина строгальных столов, мм | 320 х 720 | 335 х 810 | ||||||||||||
| Рейсмус | ||||||||||||||
| Максимальная и минимальная толщина заготовки при рейсмусовании (Высота подъема рейсмусового стола), мм | 50 | 120 | ||||||||||||
| Наименьшая длина обрабатываемой заготовки при рейсмусовании, мм | 400 | |||||||||||||
| Величина подъема рейсмусового стола, мм | 120 | |||||||||||||
| Скорость подачи заготовки в режиме рейсмуса, м/мин | ручная | 5 | ||||||||||||
| Размеры рабочей поверхности рейсмусового стола, мм | 700 х 260 | |||||||||||||
| Максимальная ширина рейсмусования, мм | ||||||||||||||
| Наибольшая толщина срезаемого слоя при рейсмусовании, мм | 3 | |||||||||||||
Сверление. Фрезерование концевой фрезой Фрезерование концевой фрезой |
||||||||||||||
| Длина заготовки при сверлении, фрезеровании, мм | 200..4000 | |||||||||||||
| Наибольший диаметр сверла, фрезы, мм | 3..20 | |||||||||||||
| Частота вращения сверла, фрезы, мин | 3000, 4500 | |||||||||||||
| Размеры рабочей поверхности стола, мм | 390 х 190 | |||||||||||||
| Глубина сверления, мм | 85 | 150 | ||||||||||||
| Величина продольного и поперечного перемещения стола, мм | 110 х 100 | |||||||||||||
| Устройство токарное | ||||||||||||||
| Частота вращения токарного шпинделя, об/мин | — | 1600 | Наибольшая длина заготовки при токарной обработке, мм | — | 100..800 | Наибольший диаметр заготовки при токарной обработке в центрах, мм | — | 80 | Наибольший диаметр заготовки при токарной обработке на план-шайбе, мм | — | 300 | Вес токарного приспособления, кг | — | |
| Электрооборудование станка | ||||||||||||||
| Род тока питающей сети | ~220В / ~380В | ~380В | ||||||||||||
| Количество электродвигателей на станке, шт | 1 | 1 | ||||||||||||
| Электродвигатель, кВт (об/мин) | 1,1 (2810) | 3 | ||||||||||||
| Габарит и масса станка | ||||||||||||||
| Габарит станка (длна х ширина х высота), мм | 750 х 555 х 475 | 100 х 900 х 900 | ||||||||||||
| Масса станка, кг | 90 | 475 |
Связанные ссылки.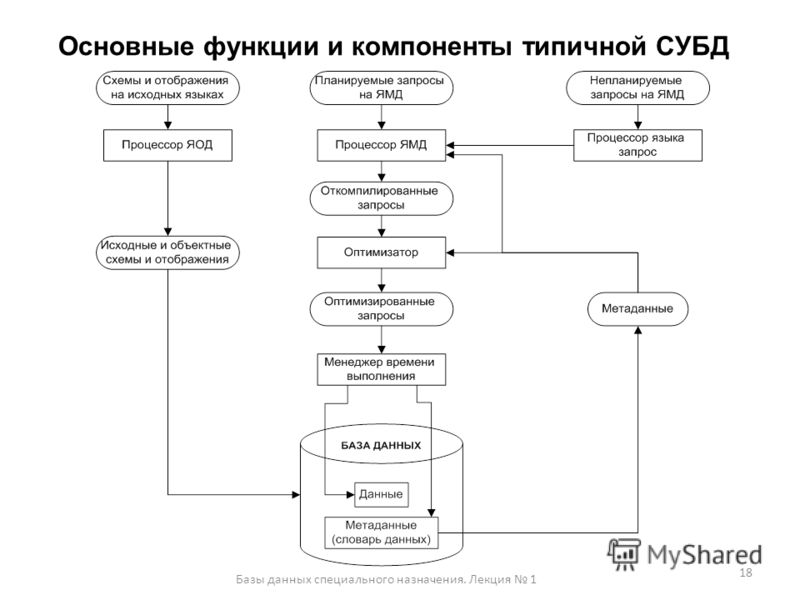 Дополнительная информация
Дополнительная информация
Станок субд 4 инструкция
Сведения о производителе деревообрабатывающего комбинированного станка БДС-4
Производитель универсального заточного станка БДС-4 — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
производит, также, деревообрабатывающее оборудование.
Станки, выпускаемые Витебским заводом заточных станков, Визас
БДС-4 станок деревообрабатывающий комбинированный. Назначение, область применения
Полупромышленный 3-х операционный комбинированный деревообрабатывающий станок БДС-4 предназначен для комплексной обработки деталей из различных сортов дерева.
Станок БДС-4 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 2400 и 4000 об/мин при перестановке клинового ремня.
Строгальный вал (шпиндель) имеет две скорости вращения — 2400 и 4000 об/мин при перестановке клинового ремня.
В торце строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Станок выполняет следующие операции:
- Строгание (фугование) по плоскости до 200 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 2 м/мин. Скорость вращения ножевого вала — 4000 об/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 50 мм при скорости подачи заготовки до 1,0 м/мин. Скорость вращения дисковой пилы 2400 об/мин;
- Фрезерование дисковой фрезой глубиной до 16 мм при скорости подачи заготовки до 2 м/мин;
- Заточку инструмента шлифовальным кругом.
Универсальный деревообрабатывающий станок СУБД-1Б и его описание
Технические характеристики
Наибольшая ширина фугования и рейсмусования за один проход, мм 250 Наибольшая высота пропила, мм 55 Наибольшая толщина срезаемого слоя за один проход при фуговании, мм 3 Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм 1 Наибольшая глубина сверления и фрезерования (пазования), мм 85 Мощность электродвигателя, кВт 1,5 Габаритные размеры, мм 750х555х370 Напряжение питания, В 220 Масса станка со всеми принадлежностями, кг 90 Частота вращения пилы, об/мин 2810 Частота вращения ножевого вала, об/мин 4500 Число установленных ножей, шт 2
Состав комбинированного станка БДС-4
Станок состоит из станины, на которой установлен в подшипниках качения главный вал (шпиндель), являющийся ножевым валом.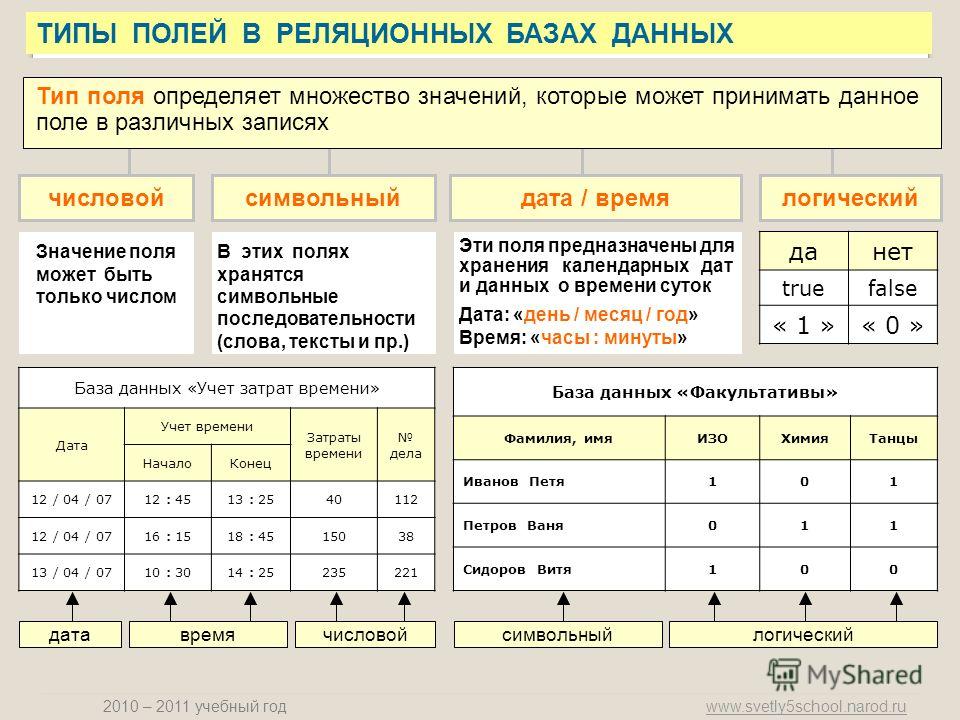
На валу консольно установлен шкив, на который через клиноременную передачу передается вращение от электродвигателя. Шкив электродвигателя — двухступенчатыый, обеспечивает две скорости вращения 2400 и 4000 об/мин. Скорость вращения шпинделя выбирается переброской клинового ремня на шкиве электродвигателя. Скрость 2400 об/мин лучше подходит для работы с дисковой пилой, скорость 4000 об/мин подходит для строгания.
На станине установлены строгальные столы с ограждением ножевого вала и пильный стол. Столы имеют регулировку по высоте.
Рекомендации по выбору деревообрабатывающего оборудования
Прежде чем приступить к выбору оборудования, необходимо поставить задачи производительности. Другими словами, нужно определить, для чего Вы приобретаете оборудование: глубокая переработка круглого леса, производство пиломатериала, постройка дома или других объектов. Ленточная пилорама
Основное преимущество ленточных пилорам — максимальный выход готовой продукции (КПД выхода пиломатериала составляет 60 — 70 %), достигается это за счет минимальной толщины пропила в 1,8 — 2,2 мм.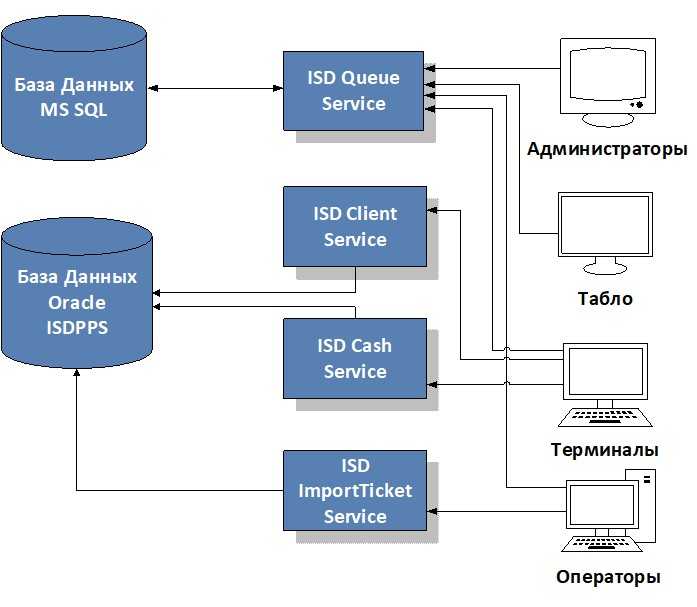 Ленточнопильные станки, хорошо подходят для малого бизнеса, как станки, на которых можно получить на выходе готовую продукцию: доска обрезная, брус, брусок, шпала, лафет, необрезная доска. Ленточная пилорама имеет низкое энергопотребление до 15 кВт. Пилорамы ленточные используют как оборудование первого ряда, так как распил бревна в развал достигает 90 — 100 см (Тайга Т4, Атлант), для распиловки на лафет и последующей его подачи на многопильный станок.
Ленточнопильные станки, хорошо подходят для малого бизнеса, как станки, на которых можно получить на выходе готовую продукцию: доска обрезная, брус, брусок, шпала, лафет, необрезная доска. Ленточная пилорама имеет низкое энергопотребление до 15 кВт. Пилорамы ленточные используют как оборудование первого ряда, так как распил бревна в развал достигает 90 — 100 см (Тайга Т4, Атлант), для распиловки на лафет и последующей его подачи на многопильный станок.
Для увеличения производительности пилорамы необходимо:
Удобная и оперативная подача бревна (заготовки) на станину. Для этого возможно использовать тельфер, кран, лебедку или поката. Перемещение и поворот бревна во время процесса распиловки (удобные зажимы и упоры для бревна, использование багра) Удобный и оперативный забор готовой продукции на сортировку, и дальнейшую переработку. Для ускорения процесса выставления размеров доски и расчета толщины доски используют дополнительное устройство — электронная линейка (контроллер перемещения). Она позволяет программно задавать толщину доски и даёт возможность более точного позиционирования пильной ленты при распиловке бревен. Также контроллер перемещения позволяет программно учесть толщину пропила для упрощения математических задач для рамщика. Более точное позиционирование пильной ленты обеспечивает более качественную геометрию готовой продукции.
Она позволяет программно задавать толщину доски и даёт возможность более точного позиционирования пильной ленты при распиловке бревен. Также контроллер перемещения позволяет программно учесть толщину пропила для упрощения математических задач для рамщика. Более точное позиционирование пильной ленты обеспечивает более качественную геометрию готовой продукции.
Минусы ленточного пиления состоят в геометрии пиломатериала и чистоте обработки, пиломатериал с ленточки не котируется для экспорта из-за разнотолщинности и волны пиломатериала. Доска с ленточной пилорамы хорошо подходит для внутреннего рынка сбыта или дальнейшей переработки. Кромкообрезной станок
Для улучшения геометрии доски можно использовать кромкообрезной станок Тайга К2 он обеспечит более точную распиловку по ширине доски, но не исправит качество пиломатериала по пласти пиления. Кромкообрезные станки, являются оборудованием второго ряда и все преимущества раскрывают когда работают в связке с ленточными и шинными пилорамами.
Дисковая пилорама
Дисковая пилорама горизонтального пиления обеспечивает отличное качество пласти и геометрию пиления. Недостатком пиления является толщина пропила 4,5 — 6 мм, при этом КПД выхода готового пиломатериала составит не более 60 %. Скорость дискового пиления выше, чем на ленточной пилораме.
Дисковая пилорама может быть станком первого или второго ряда в зависимости от предназначения оборудования.
Пилорама двух-дисковая горизонтального пиления имеет высокую скорость пиления и высокую производительность продукции, диаметр обрабатываемого бревна до 60 см (0,6 м), углопильная двух-дисковая пилорама .
Основным преимуществом дисковых пилорам радиального пиления (углоповоротная пилорама) является большой диаметр обрабатываемого бревна до 1,2 м. Экспортное качество пиломатериала и высокая чистота обработки древесины которую обеспечивает обработка дисковой пилой.
Шинная пилорама
Шинная пилорама Мурка М1 (бензиновая) и М5 (новая бензиновая версия) характеризуется мобильностью, практичностью в эксплуатации. Автономное питание пилорамы позволяет распилить бревно на брус и доску или шпалу прямо в лесу. Бензопила STIHL MS660 может использоваться отдельно от пилорамы, как валочная бензопила, для этого нужно открутить только 2 гайки крепления пилы, и поменять шину и цепь для продольного пиления на более подходящую. Расход бензина 0,8 л./40 мин. Шинное пиление дает точную геометрию распила и отсутствие волны при пилении. Минусом шинных пилорам является низкая по сравнению с ленточной пилорамой, производительность, поэтому такие пилорамы являются решением малого и среднего бизнеса. Для людей, которые покупают пилораму себе в хозяйство, это идеальный вариант и еще шинные пилорамы Мурка пользуются большим спросом у фермеров, колхозников.
Автономное питание пилорамы позволяет распилить бревно на брус и доску или шпалу прямо в лесу. Бензопила STIHL MS660 может использоваться отдельно от пилорамы, как валочная бензопила, для этого нужно открутить только 2 гайки крепления пилы, и поменять шину и цепь для продольного пиления на более подходящую. Расход бензина 0,8 л./40 мин. Шинное пиление дает точную геометрию распила и отсутствие волны при пилении. Минусом шинных пилорам является низкая по сравнению с ленточной пилорамой, производительность, поэтому такие пилорамы являются решением малого и среднего бизнеса. Для людей, которые покупают пилораму себе в хозяйство, это идеальный вариант и еще шинные пилорамы Мурка пользуются большим спросом у фермеров, колхозников.
БДС-4 Общий вид комбинированного станка
Фото комбинированного станка БДС-4
Фото комбинированного станка БДС-4
Фото комбинированного станка БДС-4
Фото комбинированного станка БДС-4
Расположение составных частей и органов управления станком БДС-4
- Опорные ножки станка
- Станина
- Подшипник ножевого вала
- Строгальный стол приемный
- Упорная планка
- Электродвигатель
- Электрошкаф
- Защита дисковой пилы
- Ручка регулировки высоты подающего строгального стола
- Ручка регулировки высоты приемного строгального стола
- Выключатель сети 220 В
- Кнопка Пуск
- Кнопка Стоп
- Винты зажима положения строгального стола
Подготовительные операции
Углы заточки дереворежущего инструмента
Регулировка ножей в строгальном барабане станка БДС-4
Планка для калибровки ножей в строгальном барабане станка БДС-4
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Субд 4 станок
Перед допуском к самостоятельной работе станочник деревообрабатывающих станков ( в дальнейшем – станочник ) должен пройти стажировку в течение 2 — 14 смен (в зависимости от характера работы, квалификации работника) под руководством специально назначенного лица. нарушений станочником нормативных, правовых актов (документов) по охране труда которые могли привести или привели к травмированию, аварии или отравлению; при перерывах в работе более чем б месяцев; поступлении информационных материалов об авариях и несчастных случаях, случившихся на аналогичных производствах – внеплановый.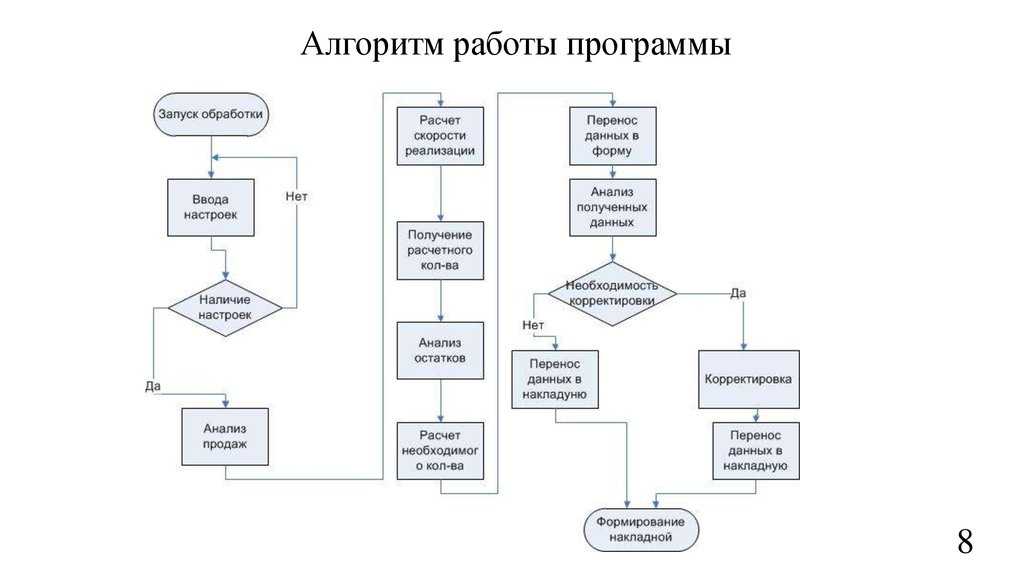 5. Станочник должен иметь четкое представление об опасных и вредных производственных факторах, связанных с выполнением работы, и знать основные способы защиты от их воздействия.
5. Станочник должен иметь четкое представление об опасных и вредных производственных факторах, связанных с выполнением работы, и знать основные способы защиты от их воздействия.
пользоваться при выполнении работ средствами индивидуальной защиты, выдаваемыми в соответствии с отраслевыми типовыми нормами выдачи средств индивидуальной защиты рабочим и служащим предприятий”:
Станок универсальный бытовой деревообрабатывающий, СУБД-4Б
Предназначен для деревообработки в бытовых условия. Является надежным помощником для выполнения различных плотницких и столярных работ при строительтве коттеджей, садовых домиков и в подсобном хозяйстве
Наибольшая ширина фугования и рейсмусования за один проход, мм — 250 Наибольшая высота пропила, мм — 55 Наибольшая толщина срезаемого слоя за один проход при фуговании, мм — 3 Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм — 1 Наибольшая глубина сверления и фрезерования (пазования), мм — 85 Мощность электродвигателя, кВт — 1,5 Габаритные размеры, мм — 750х555х370 Напряжение питания, В — 220 Масса станка со всеми принадлежностями, кг — 90 Частота вращения пилы, об/мин — 2810 Частота вращения ножевого вала, об/мин — 4500 Число установленных ножей, шт — 2
В рамках этой концепции подразумевается подключение к интернету различных промышленных объектов — машин, датчиков, сенсоров, автоматизированных систем управления технологическим процессом (АСУ ТП), способных взаимодействовать друг с другом без участия человека.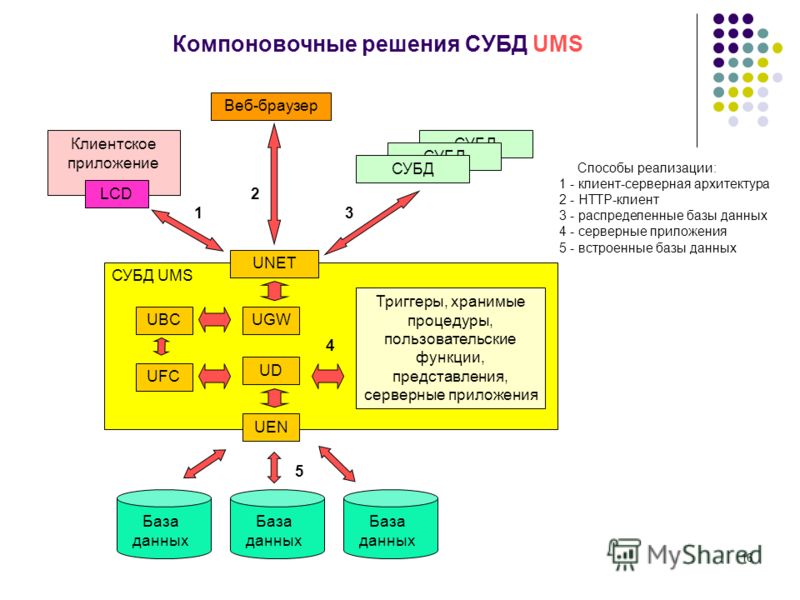
В Mail.Ru Group видят в промышленном интернете огромный рынок и точку роста.
«Наша экспертиза и технологии могут быть нам очень полезны в этом.
В эти дни весь мир становится более и более цифровым, и промышленность — это огромная часть экономики, где новые технологии могут обеспечить большой скачок», — отметил Денис Аникин.
Ожидается, что IIoT поможет предприятиям повысить производительность и снизить затраты. По его словам, компания намерена вырастить этот бизнес в «отдельное серьезное направление» и выйти с ним на зарубежный рынок.
Главные положительные преимущества универсального станка
Универсальный станок имеет широкую столешницу, что очень удобно при работе в домашних условиях. Радует и то обстоятельство, что стоимость домашнего оборудования доступна большинству российских покупателей. Такая покупка будет выгодной и полезной для использования дома. Станки субд Выполняемые операции:
– раскрой пиломатериалов вдоль волокон, – раскрой пиломатериалов поперек волокон, – фугование, – сверление, – фрезерование, –заточка инструмента Комплект ЗИП:
– пилы дисковые – фрезы – патрон сверлильный – инструмент
Станок универсальный бытовой деревообрабатывающий модели СУБД-1Б предназначен для обработки пиломатериалов в быту (распиловки древесины вдоль и поперек волокон, фугования, сверления, фрезерования, а также заточки инструмента).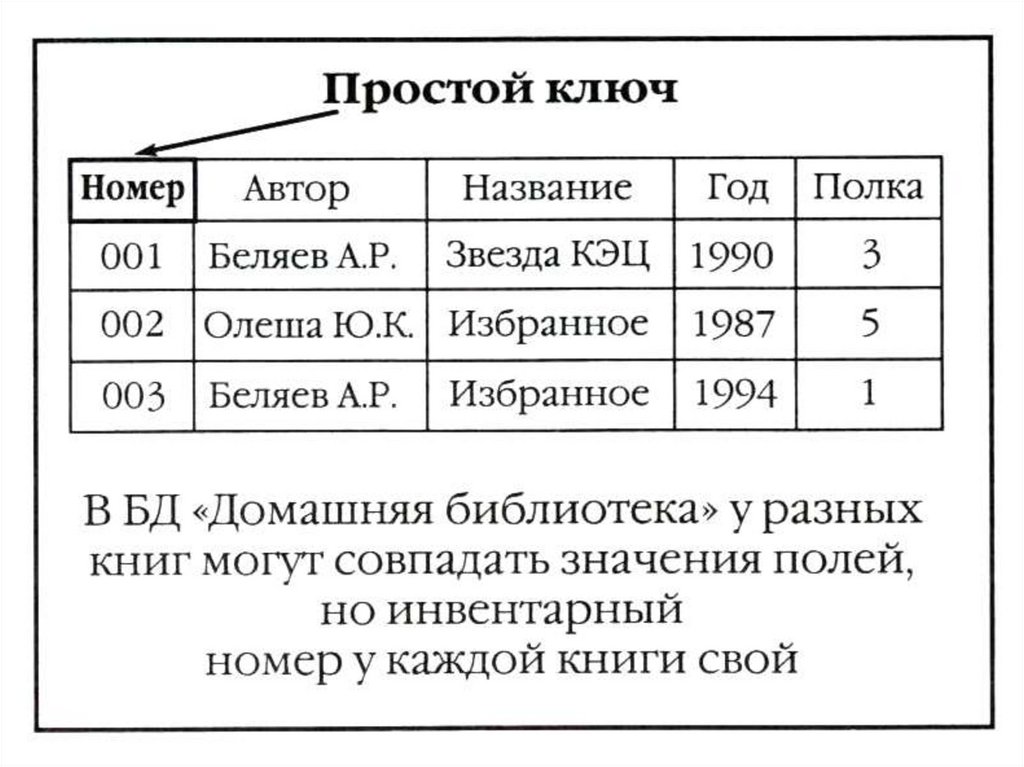
Надежность – Простота наладки – Удобство обслуживания Высокая производительность – Широкий диапазон возможностей
Технические характеристики — станок универсальный бытовой деревообрабатывающий субд 1
Показатель СУБД-1Б Наибольшая ширина фугования за один проход, мм 250 Наибольшая ширина срезаемого слоя за один проход, мм 3 Наибольшая высота пропила, мм: – продольная распиловка 55 – поперечная распиловка 45 Глубина сверления и фрезерования (пазования), мм 85 Наибольший диаметр дисковой пилы, мм 200 Частота вращения на холостом ходу, об/мин: – ножевого вала 4560+-200 – пилы 2850+-200 Наибольший диаметр хвостовика инструмента, зажимаемого в патроне, мм 16 Число ножей ножевого вала, шт 2 Подача на всех операциях Ручная Габаритные размеры, мм не более 800х600х400 Масса станка со всеми принадлежностями, кг, не более 85 Питание: – напряжение, В 220 – частота, Гц 50+-10 – ток переменный Номинальная мощность электродвигателя, кВт 1,5
Цена, руб (без НДС) 10.600
Субд 4 читайте далее.
Выбираем для домашней мастерской деревообрабатывающий станок
Кроме того, преимущество использования универсального станка в том, что на нём можно сделать из деревянного материала поистине уникальные вещи, которые достаточно трудно найти на прилавках в магазинах. Использовать универсальные станки достаточно легко.
На отечественном рынке можно выделить российскую продукцию, которая не уступает по качеству аналогам из-за рубежа, но при этом стоимость их намного ниже . После покупки рекомендуется сразу подобрать место для комфортной работы с деревообрабатывающим станком.
Это может быть место в гараже или сарае, которое можно легко переоборудовать под мастерскую.
Нередко люди волнуются, что они фактически не умеют пользоваться такими приборами. Дело в том, что работа на универсальных или специальных станках для обработки дерева достаточно проста.
Применение бытового деревообрабатывающего станка
Бытовой станок открывает много возможностей. С его помощью можно изготовить любые детали для мебели, беседки, ограды, дверей и т. д. Практически все виды работ с деревом осуществимы с помощью универсального станка. Производительность такого станка меньше по сравнению со специальным, но для небольшого производства он тоже подойдет.
д. Практически все виды работ с деревом осуществимы с помощью универсального станка. Производительность такого станка меньше по сравнению со специальным, но для небольшого производства он тоже подойдет.
Преимущества использования универсального станка в том, что Вы при желании можете сделать уникальные вещи, которые никогда бы не нашли в продаже.
Для удобного использования бытового станка нужно обеспечить комфортное нежилое помещение, которым может служить сарай, мастерская или гараж. Оборудование российского производства отвечает всем стандартам и не требует специальных навыков. Даже человек без соответствующей квалификации сможет обучиться и самостоятельно разобраться в технологии работы с бытовым станком.
Главное – соблюдать технику безопасности. Современные станки производят из высокопрочных сплавов, это и есть гарантией их исправной работы. Вы можете обрабатывать древесину любой породы, в том числе и твердые сорта.
Универсальный станок оснащен двигателем, работающим от домашней сети. Устройство снабжено специальным тепловым реле, защищающим от перегревания. Это устройство предотвращает перегрузку станка и обеспечивает стабильную эксплуатацию на протяжении долгих лет.
Устройство снабжено специальным тепловым реле, защищающим от перегревания. Это устройство предотвращает перегрузку станка и обеспечивает стабильную эксплуатацию на протяжении долгих лет.
сек. 120A.22 Устав Миннесоты
§
Subd. 7.Образовательные записи.
(a) Округ, чартерная школа или частная школа, получающая услуги или помощь в соответствии со статьями 123B.40–123B.48, из которой учащийся переводится, должны передать документы об образовании учащегося в течение десяти рабочих дней с момента получения запроса. , в округ, чартерную школу или частную школу, в которую записывается учащийся. Округи, чартерные школы и частные школы, получающие услуги или помощь в соответствии с разделами 123B.40–123B.48, должны приложить разумные усилия для определения округа, чартерной школы или частной школы, в которую в следующий раз зачисляется переводящийся учащийся, чтобы соответствовать этому подразделу.
(b) Закрытая чартерная школа должна передать документы об образовании учащегося в течение десяти рабочих дней после закрытия школы в школьный округ по месту жительства учащегося, где документы должны быть сохранены, если только документы не передаются иным образом в соответствии с данным подразделом.
(c) Школьный округ, чартерная школа или частная школа, получающая услуги или помощь в соответствии со статьями 123B.40–123B.48, которая передает документы об образовании учащегося в другой школьный округ или другую образовательную организацию, чартерную школу или Частная школа, в которую переводится учащийся, должна включать в передаваемые записи информацию о любом официальном отстранении от занятий, исключении и дисциплинарных мерах по исключению в соответствии с разделами 121A.40–121A.56. Округ, чартерная школа или частная школа, получающая услуги или помощь в соответствии с разделами 123B.40–123B.48, должны уведомить учащегося и его родителя или опекуна о том, что официальные дисциплинарные документы будут переданы в рамках образовательной программы учащегося. запись в соответствии с практикой обработки данных в соответствии с главой 13 и Законом о правах семьи на образование и конфиденциальность от 19 года.74 Кодекса США, раздел 20, раздел 1232(g).
(d) Невзирая на раздел 138. 17, директор или главное административное должностное лицо должны изъять из учетной записи учащегося и уничтожить уведомление о вероятной причине, полученное в соответствии с разделом 260B.171, подразделом 5 или параграфом (e), если с тех пор прошел один год. дату уведомления, а директор или главное административное должностное лицо не получило распоряжения или судебного постановления, связанного с правонарушением, описанным в уведомлении. Этот параграф не применяется, если учащийся больше не посещает школу по истечении этого годичного периода.
17, директор или главное административное должностное лицо должны изъять из учетной записи учащегося и уничтожить уведомление о вероятной причине, полученное в соответствии с разделом 260B.171, подразделом 5 или параграфом (e), если с тех пор прошел один год. дату уведомления, а директор или главное административное должностное лицо не получило распоряжения или судебного постановления, связанного с правонарушением, описанным в уведомлении. Этот параграф не применяется, если учащийся больше не посещает школу по истечении этого годичного периода.
(e) Директор или главное административное должностное лицо, получившее уведомление о вероятной причине в соответствии с разделом 260B.171, подраздел 5, распоряжение или постановление суда, должны включить копию этих данных в образовательную документацию учащегося, если они передаются другой школе, за исключением случаев, когда данные подлежат уничтожению в соответствии с параграфом (d) или разделом 121A.75.
§
Subd.
 12.Законные исключения.
12.Законные исключения.
(a) Родитель, опекун или другое лицо, контролирующее ребенка, может подать заявление в школьный округ с просьбой освободить ребенка от посещения занятий на все время или на часть времени школьных занятий в течение любого учебного года. Заявление может быть подано любому члену правления, прогульщику, директору или суперинтенданту. Школьный округ может указать в своих правилах посещения школы, что он может попросить родителей учащегося или законного опекуна подтвердить в письменной форме причину отсутствия ребенка в школе. Уважительной причиной является справка от врача или лицензированного специалиста в области психического здоровья о том, что ребенок не может посещать школу. Совет округа, в котором проживает ребенок, может одобрить заявление, если к удовлетворению этого совета будет продемонстрировано следующее:
(1) что физическое или психическое здоровье ребенка не позволяет ему посещать школу или подавать заявление на учебу в течение необходимого периода, включая:
(i) детские болезни, медицинские, стоматологические, ортодонтические или консультационные приемы;
(ii) чрезвычайные ситуации в семье;
(iii) смерть или серьезное заболевание или похороны ближайшего родственника;
(iv) действующая служба в любом роде войск США;
(v) у ребенка имеется заболевание, требующее постоянного лечения для диагностики психического здоровья; или
(vi) другие исключения, предусмотренные политикой школьного округа в отношении посещаемости;
(2) что ребенок уже выполнил стандарты штата и округа, необходимые для окончания средней школы; или
(3) что по желанию родителя, опекуна или другого лица, контролирующего ребенка, ребенок посещает в течение периода или периодов, не превышающих в совокупности трех часов в любую неделю, школу для религиозных обучение, проводимое и поддерживаемое какой-либо церковью, или ассоциацией церквей, или любой ассоциацией воскресных школ, зарегистрированной в соответствии с законами этого штата, или любой их вспомогательной организацией. Эта школа религиозного обучения должна быть организована и содержаться в другом месте, кроме здания государственной школы, и она не должна, полностью или частично, проводиться и содержаться за государственный счет. Однако ребенок может отсутствовать в школе в те дни, когда он посещает занятия в соответствии с таинствами какой-либо церкви.
Эта школа религиозного обучения должна быть организована и содержаться в другом месте, кроме здания государственной школы, и она не должна, полностью или частично, проводиться и содержаться за государственный счет. Однако ребенок может отсутствовать в школе в те дни, когда он посещает занятия в соответствии с таинствами какой-либо церкви.
(b) Несмотря на подраздел 6, параграф (а), родитель может исключить ребенка из программы детского сада, рассчитанной на весь день, каждый день, и поместить своего ребенка в программу неполного дня, если это предлагается, или в программу альтернативного дня. без прогулов. Школьный совет должен освободить ребенка детского сада от части учебного дня по просьбе родителя ребенка.
Правила штата Миннесота — Управление негосударственного образования (ONPE)
Обновлено 20 ноября 2012 г.
Государственное регулирование частных и домашних школ Карта
Частные школы
Аккредитация, регистрация, лицензирование и утверждение
- Миннесота определяет негосударственную школу как любую школу, церковь или религиозную организацию или домашнюю школу, в которой учащийся может выполнять требования обязательного образования, расположенную в штате и отвечающую требования Раздела VI Закона о гражданских правах от 1964 г. Миннесота. Стат. Анна. §123B.41, Subd. 9.
- Аккредитация необязательна.
- Совет по негосударственному образованию может признавать агентства по аккредитации образовательных учреждений. Миннесота. Энн . §123B.445.
- Негосударственные школы Миннесоты (традиционные частные школы или домашние школы), которые напрямую аккредитованы организацией, признанной Советом по негосударственному образованию Миннесоты или Комиссаром по вопросам образования, имеют право на сокращенные требования к отчетности перед суперинтендантами округов, где проживают их учащиеся. , как указано в Миннесота Стат. Энн . §120A.22, Закон Миннесоты об обязательном обучении.
- Нет требований для регистрации .
- Нет требований для Лицензирование.
- Нет требований для одобрения .
 Миннесота. Стат. Анна. §123B.41, Subd. 9.
Миннесота. Стат. Анна. §123B.41, Subd. 9.Сертификат учителя
- Сертификат учителя не является обязательным. Преподаватель в штате Миннесота должен соответствовать одному из следующих критериев: иметь действующую лицензию на преподавание в штате Миннесота для того уровня обучения, на котором он или она будет преподавать; находиться под непосредственным руководством человека с действующей лицензией штата Миннесота на преподавание; успешно сдать экзамен на квалификацию учителя; проводить обучение в школе, аккредитованной аккредитационным агентством, признанным уполномоченным. Миннесота Стат. Энн . §122А.15; иметь степень бакалавра; быть родителем ребенка, чья успеваемость оценивается каждый год в соответствии с Minn. Stat. Энн . §120A.22, Subd.11. Миннесота. Энн . §120A.22, Subd. 10.
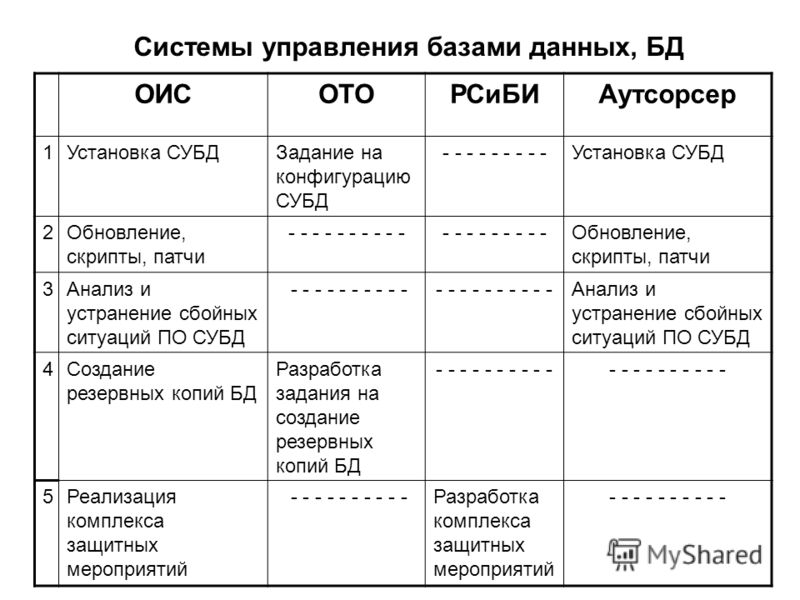 Миннесота Стат. Энн . §122А.15; иметь степень бакалавра; быть родителем ребенка, чья успеваемость оценивается каждый год в соответствии с Minn. Stat. Энн . §120A.22, Subd.11. Миннесота. Энн . §120A.22, Subd. 10.
Миннесота Стат. Энн . §122А.15; иметь степень бакалавра; быть родителем ребенка, чья успеваемость оценивается каждый год в соответствии с Minn. Stat. Энн . §120A.22, Subd.11. Миннесота. Энн . §120A.22, Subd. 10.Продолжительность учебного года и количество дней
- Государство не регулирует продолжительность учебного года для учащихся, посещающих частные школы.
Учебный план
- Закон штата Миннесота об обязательном образовании требует обучения 1) основным навыкам общения, включая чтение, письмо, литературу и изобразительное искусство; 2) математика и естествознание; 3) общественные науки, включая историю, географию и государственное управление; 4) здоровье и физическое воспитание. Миннесота Стат. Энн . §120A.22, Subd. 9.
- Обучение, учебники и материалы должны предлагаться на английском языке. Миннесота. Энн . § 120А.22. Другой язык может быть использован для учащихся с ограниченным знанием английского языка. Миннесота. Энн . §§124D.59-124D.61 и далее.
- Школьные округа могут предоставлять учащимся негосударственных школ с ограниченным знанием английского языка возможность участвовать в специально разработанных программах для таких учащихся, посещающих государственную школу. Миннесота Стат. Энн . §124D.65, Subd. 6.
- Некоммерческие, негосударственные, неконфессиональные школы могут заключать контракты с местными школьными округами на предоставление образовательных услуг детям из групп риска в рамках государственной программы поощрения выпускников средних школ. Миннесота. Энн . §124D.68.
- Негосударственные школы могут заключать контракты с местными школьными округами на предоставление детям американских индейцев программ обучения языку и культуре американских индейцев. Миннесота. Энн . §124D.74.
- Департамент образования штата может оказывать помощь негосударственным школам, участвующим в образовательной программе местного школьного округа по предотвращению насилия на нейтральных территориях. Миннесота. Энн . §120В.22.
 Миннесота. Энн . §§124D.59-124D.61 и далее.
Миннесота. Энн . §§124D.59-124D.61 и далее. Миннесота. Энн . §120В.22.
Миннесота. Энн . §120В.22.Ведение документации и отчеты
- Негосударственные школы должны заполнить и представить Миннесотский отчет об обязательном обучении местному суперинтенданту до 1 октября каждого учебного года. В отчете необходимо указать имя, возраст и адрес каждого ребенка, получающего инструкции. Кроме того, школы, не аккредитованные Министерством образования Миннесоты или аккредитационной организацией, признанной Советом по негосударственному образованию Миннесоты, также должны сообщать имя каждого преподавателя и свидетельство его квалификации; и они должны предоставить документацию о том, что необходимые предметы преподаются, и предоставить расписания занятий, материалы для обучения и описания методов, используемых для оценки успеваемости учащихся. Миннесота Стат. Энн . §120А.24.
- Администрация негосударственных школ несет ответственность за выдачу свидетельств о возрасте посещающим их учащимся, желающим получить работу. Миннесота. Энн . §181А.06.
- Любой несовершеннолетний в возрасте 14 или 15 лет, желающий работать в школьные дни во время школьных занятий, должен сначала получить справку с места работы. Свидетельство выдается только суперинтендантом школьного округа, представителем суперинтенданта или другим лицом, назначенным советом по образованию. Свидетельство о трудоустройстве выдается только на конкретную должность у назначенного работодателя и выдается только в следующих случаях:
- , если несовершеннолетний должен быть занят в профессии, не запрещенной правилами, обнародованными в соответствии с Minn. Stat. Энн . §181A.09 и в качестве доказательства представляет подписанное заявление от потенциального работодателя; и
- , если родитель или опекун несовершеннолетнего дает согласие на работу; и
- , если сотрудник, выдавший разрешение, считает, что несовершеннолетний физически способен выполнять рассматриваемую работу, и, кроме того, полагает, что разрешение несовершеннолетнему работать в интересах несовершеннолетнего будет соблюдено.
 Миннесота. Энн . §181А.06.
Миннесота. Энн . §181А.06.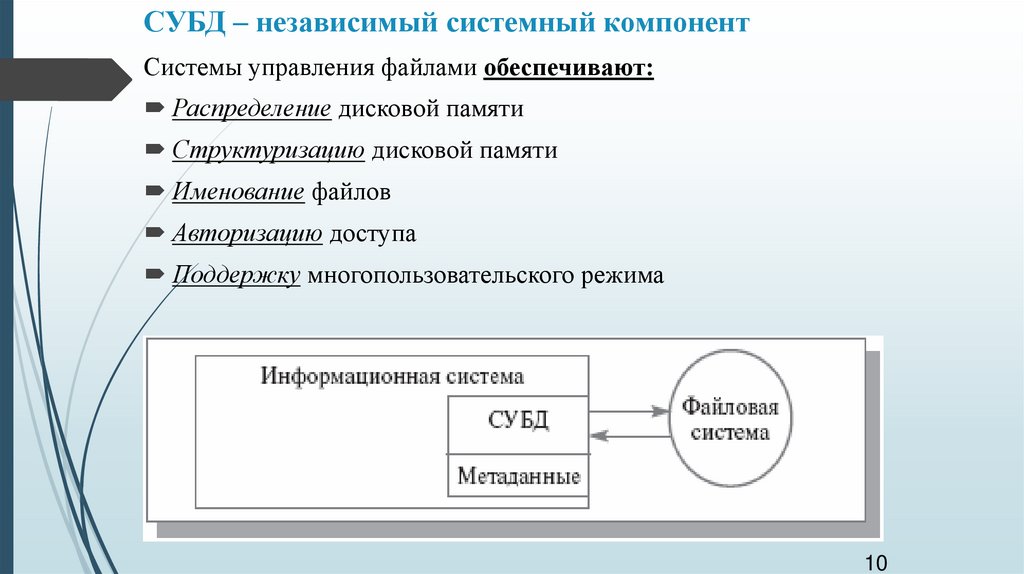
Требования по охране здоровья и безопасности
- Прививки являются обязательными для учащихся, посещающих любую начальную или среднюю школу в штате Миннесота, за исключением случаев, когда это противопоказано по медицинским показаниям или противоречит убеждениям родителя, опекуна или эмансипированного учащегося. Миннесота. Энн . §121А.15.
- Департамент образования штата может оказывать помощь частным школам, участвующим в программе местного школьного округа по профилактике СПИДа или программе снижения риска СПИДа на нейтральной территории. Миннесота Стат. Энн . §121А.23.
- Частные школы, на которые не распространяются требования политики антикризисного управления в соответствии с Минстатом. Анна. §121A.035 требует проведения как минимум пяти школьных учений по блокировке, пяти школьных противопожарных учений в соответствии с Minn. Stat. Энн . § 299F.30 и одно учение о торнадо. Сводный закон о политике в области образования 2006 г. , глава 263, статья 1, раздел 7.
- Частные школы обязаны проводить не менее девяти пожарных учений каждый учебный год и держать все двери и выходы незапертыми изнутри во время школьных занятий. Записи учений должны быть вывешены для проверки начальником государственной пожарной охраны. Миннесота Стат. Энн . §299F.30.
- Все школы должны работать в соответствии с едиными правилами пожарной безопасности. Миннесота. Энн . §299F.391.
- Частные школы могут разработать добровольную программу снятия отпечатков пальцев для учеников совместно с правоохранительными органами, в юрисдикции которых находится негосударственная школа. Миннесота Стат. Анна. §123B.07.
- Частные школы могут участвовать в программах школьного округа по борьбе с химическими веществами. Учителя участвующих школ обязаны сообщать о случаях злоупотребления химическими веществами на школьной территории или во время школьных мероприятий. Миннесота Стат. Энн . §§121А. 26; 121А.29.
- Местные органы власти могут установить ограничение скорости в школьной зоне частной школы на основании инженерно-технических и транспортных исследований. Миннесота. Энн . §169.14, подп. 5а.
- Комиссар общественной безопасности ежеквартально распространяет бюллетень о пропавших детях среди частных школ. Миннесота. Энн . §299C.54.
- Нападение на учителя частной школы, выполняющего служебные обязанности, повлекшее за собой доказуемые телесные повреждения, является грубым правонарушением. Миннесота Стат. Энн . §609.2231 Subd. 5.
- Преподавательский или надзорный персонал частной школы может применить разумную силу, чтобы удержать учащегося от нанесения себе телесных повреждений или причинения вреда другому лицу или имуществу. Миннесота. Энн . §609.379.
 , глава 263, статья 1, раздел 7.
, глава 263, статья 1, раздел 7.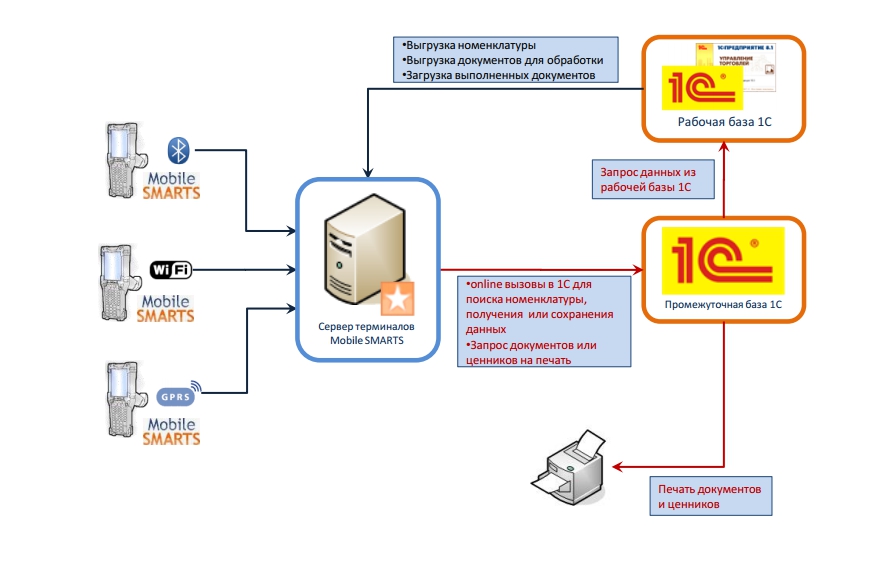 26; 121А.29.
26; 121А.29.Транспорт
- Школьный округ, имеющий право на получение государственной помощи на транспорт, должен обеспечить равный транспорт в пределах округа для всех школьников в любую школу, когда транспорт необходим из-за расстояния или дорожных условий. Транспорт может быть предоставлен при ограниченных обстоятельствах школам за пределами округа. Транспорт также разрешен для учащихся частных школ, получающих услуги поддержки учеников в государственных школах или нейтральных местах. Миннесота Стат. Энн . §123B.86.
- Учащиеся частных школ, перевозимые школьным округом, должны действовать в соответствии с правилами поведения школьников и дисциплины школьного округа, осуществляющего перевозку. Сводный закон о политике в области образования 2006 г., глава 263, статья 1, раздел 10.
- Общественный транспорт учащихся частных школ, посещающих приходские школы, не нарушает положения конституции штата Миннесота, запрещающего использование государственных средств для поддержки сектантских школ. Americans United Inc. как протестанты и другие американцы, объединенные за разделение церкви и государства против Ind. School Dist. № 622, округ Рэмси, 179NW2d 146, Верховный суд Миннесоты (1970).
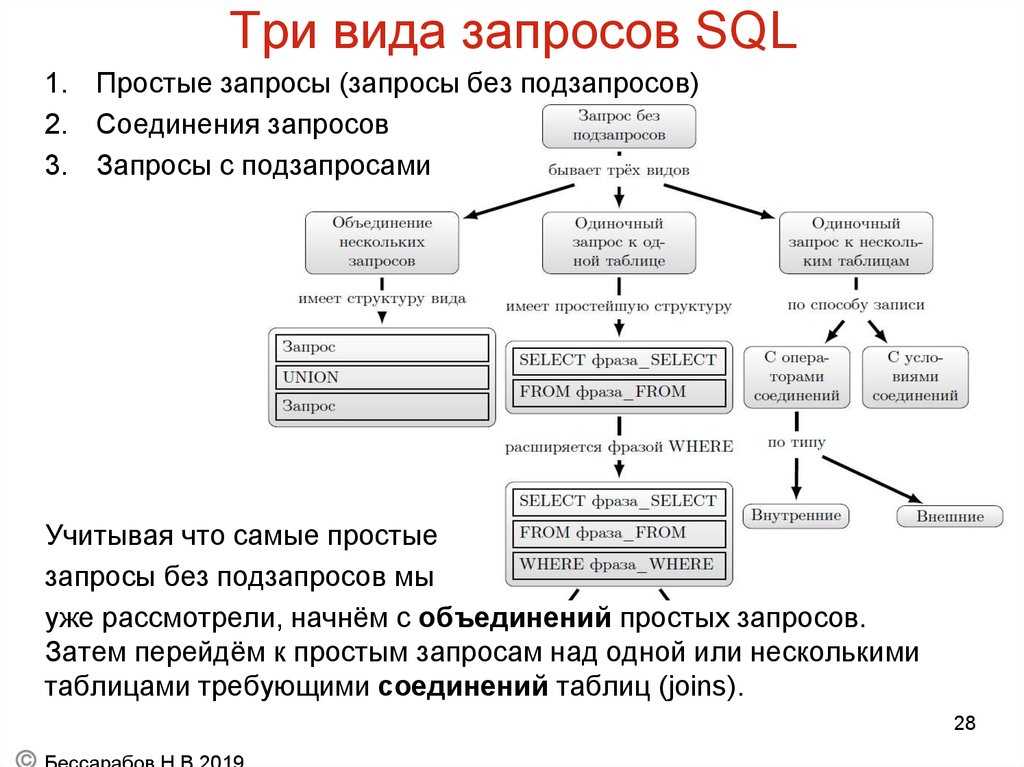 Транспорт может быть предоставлен при ограниченных обстоятельствах школам за пределами округа. Транспорт также разрешен для учащихся частных школ, получающих услуги поддержки учеников в государственных школах или нейтральных местах. Миннесота Стат. Энн . §123B.86.
Транспорт может быть предоставлен при ограниченных обстоятельствах школам за пределами округа. Транспорт также разрешен для учащихся частных школ, получающих услуги поддержки учеников в государственных школах или нейтральных местах. Миннесота Стат. Энн . §123B.86.Учебники
- Местные школьные округа должны предоставлять или предоставлять во временное пользование «учебники, материалы для индивидуального обучения или совместного обучения и стандартизированные тесты» учащимся, зачисленным в негосударственные школы, по официальному запросу в определенных формах. Учебники включают только те светские, нейтральные и неидеологические учебники, которые доступны учащимся государственных школ. Миннесота. Энн . §123B.42.
- Если государственных ассигнований на услуги недостаточно, Департамент образования штата должен уведомить школьные округа о необходимости пропорционально распределить ассигнования. Миннесота Стат. Энн . §123B.47.
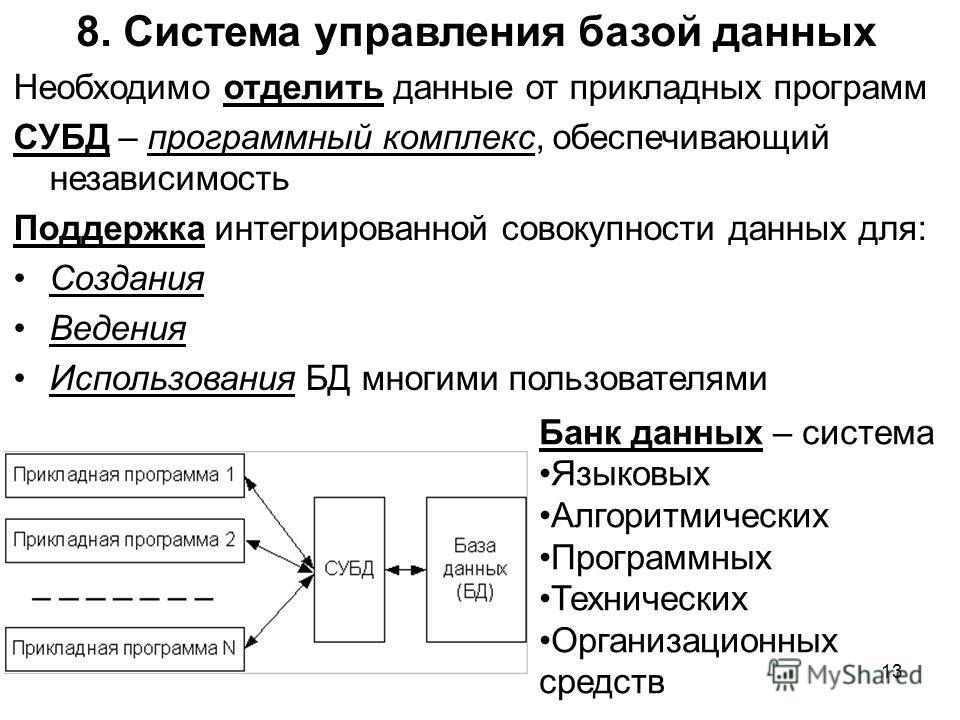 Учебники включают только те светские, нейтральные и неидеологические учебники, которые доступны учащимся государственных школ. Миннесота. Энн . §123B.42.
Учебники включают только те светские, нейтральные и неидеологические учебники, которые доступны учащимся государственных школ. Миннесота. Энн . §123B.42.Тестирование
- Местные школьные округа должны предоставлять услуги стандартного тестирования учащимся, зачисленным в частные школы, по официальному запросу. Миннесота. Энн . §123B.42.
- Учащиеся, посещающие частные школы, не аккредитованные признанным государством аккредитационным агентством, должны проходить ежегодную оценку с использованием стандартизированного экзамена успеваемости в соответствии с национальными нормами. Учащиеся, посещающие частные школы, аккредитованные признанным государством аккредитационным агентством, освобождаются от требования тестирования. Миннесота Стат. Энн . §120A.22, Subd. 11.
- Миннесота может полностью или частично оплачивать экзамены Advanced Placement (AP) для нуждающихся учащихся, посещающих частные школы. Миннесота. Энн . §120В.13.
 Миннесота Стат. Энн . §120A.22, Subd. 11.
Миннесота Стат. Энн . §120A.22, Subd. 11.Специальное образование
- Учащимся с ограниченными возможностями, посещающим частные школы, отвечающие требованиям обязательного обучения и разделу VI Закона о гражданских правах от 1964 г., не может быть отказано в специальном обучении и услугах на основе общего времени через государственную школу. Транспорт в и из частной школы может быть обеспечен школьным округом. Миннесота Стат. Энн . §125А.18.
- Учебным заведениям запрещается дискриминация по признаку расы, цвета кожи, вероисповедания, религии, национального происхождения, пола, возраста, семейного положения, статуса в отношении государственной помощи, сексуальной ориентации или инвалидности, а также необеспечение физического и программного доступ для людей с ограниченными возможностями. Религиозные корпорации, ассоциации и общества освобождаются от квалификаций, основанных на религии или сексуальной ориентации, если они являются добросовестными профессиональными квалификациями. Религиозные или конфессиональные учреждения могут ограничивать или отдавать предпочтение заявителям той же религии. Также разрешены частные школы для мужчин и женщин. Миннесота Стат. Энн . §§363.02 Subd. 1, 3; 363.03 Субд. 5.
 Религиозные корпорации, ассоциации и общества освобождаются от квалификаций, основанных на религии или сексуальной ориентации, если они являются добросовестными профессиональными квалификациями. Религиозные или конфессиональные учреждения могут ограничивать или отдавать предпочтение заявителям той же религии. Также разрешены частные школы для мужчин и женщин. Миннесота Стат. Энн . §§363.02 Subd. 1, 3; 363.03 Субд. 5.
Религиозные корпорации, ассоциации и общества освобождаются от квалификаций, основанных на религии или сексуальной ориентации, если они являются добросовестными профессиональными квалификациями. Религиозные или конфессиональные учреждения могут ограничивать или отдавать предпочтение заявителям той же религии. Также разрешены частные школы для мужчин и женщин. Миннесота Стат. Энн . §§363.02 Subd. 1, 3; 363.03 Субд. 5.Сестринское дело и здравоохранение
- Местные школьные округа должны предоставлять эквивалентные медицинские услуги и услуги по руководству или консультированию, «которые предоставляются учащимся государственных школ округом, в котором расположены частные школы», учащимся, посещающим частные школы, по официальному запросу. Медицинские услуги, рекомендации и консультации могут предоставляться на территории частной школы. Миннесота. Энн . §123B.44.
- Учащиеся негосударственных школ могут участвовать в государственной программе по производству молока, которая обеспечивает ежедневный доступ к молоку для всех учащихся. Миннесота. Энн . §124D.118.
- Если частная школа участвует в программе помощи школьным обедам или программе школьных завтраков, школа должна предоставлять учащимся молоко с пониженным содержанием лактозы. Миннесота. Энн . §124D.114.
- Если негосударственная школа участвует в программе помощи школьным обедам или программе школьных завтраков, государственная помощь предоставляется на основе каждого приема пищи в дополнение к федеральным возмещениям. Миннесота Стат. Энн . §124.D.111 и 124D.1158.
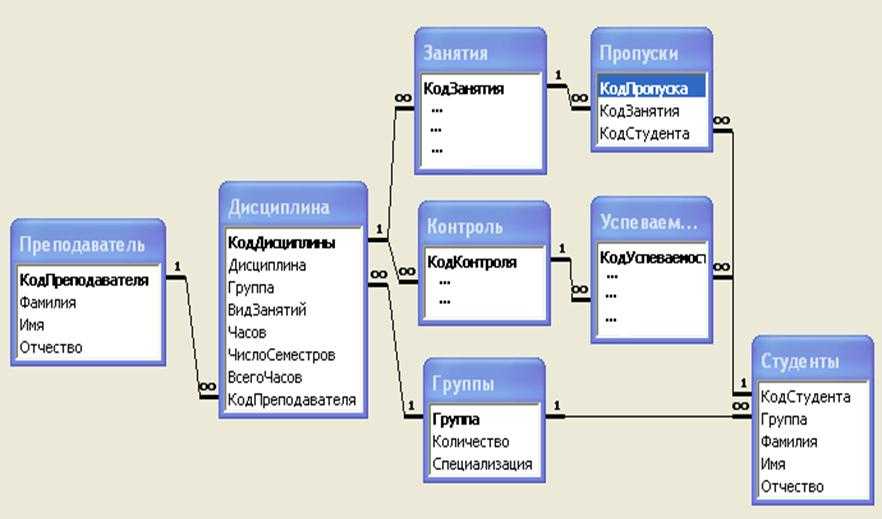 Миннесота. Энн . §124D.118.
Миннесота. Энн . §124D.118.Technology
- Традиционные негосударственные школы штата Миннесота могут приобретать компьютеры в рамках программы «Компьютеры для школ штата Миннесота». «Компьютеры для школ» — это программа Миннесотского исправительного учреждения, в рамках которой заключенные восстанавливают компьютеры, подаренные корпорациями.
- Традиционные негосударственные школы штата Миннесота охвачены Программой помощи в области телекоммуникаций/доступа к Интернету. Миннесота. Энн . §125B.26.
- Негосударственные школы штата Миннесота могут участвовать в федеральной программе E-Rate.
 Миннесота. Энн . §125B.26.
Миннесота. Энн . §125B.26.Профессиональное развитие
- Административные подразделения негосударственных школ имеют право на ассоциированное членство без права голоса в образовательных кооперативных сервисных подразделениях. ECSU осуществляет образовательное планирование на региональной основе и предоставляет образовательные программы и услуги. Миннесота. Энн . §123A.21, Subd. 3.
- Фонд академического превосходства Миннесоты был создан для содействия академическому превосходству в государственных и частных школах Миннесоты. Благодаря фонду учащиеся и учителя получают признание за успехи в учебе, а академическая лига обеспечивает соревнование между государственными и частными учащимися в начальных и средних школах. Миннесота Стат. Энн . §124D.94, Subd. 2.
Вознаграждение за выполнение государственных и местных функций
- В настоящее время государственной политики нет.
Освобождение от налогов
- Некоммерческая негосударственная школа может заполнить заявление Департамента доходов штата Миннесота о предоставлении статуса некоммерческой организации, освобожденной от налога с продаж. Миннесота. Энн . §297А.70.
Государственная помощь частному образованию
- Положения Конституции: «Ни в коем случае никакие государственные деньги или имущество не должны присваиваться или использоваться для поддержки школ, в которых пропагандируются или преподаются отличительные доктрины, вероучения или принципы какой-либо конкретной христианской или другой религиозной секты». Мин.конст. . искусство. XIII, § 2.
- Программы финансовой помощи при посещении частных школ: K—12 Education Credit and Subtraction Program предоставляет финансовую помощь родителям учащихся, отвечающих требованиям, посредством налоговых льгот Миннесоты для покрытия соответствующих расходов на образование. Учащиеся имеют право на участие, если они посещают государственную, частную или домашнюю школу. Квалифицированные образовательные расходы включают обучение квалифицированного инструктора; плата за квалифицированные послешкольные программы; обучение в квалифицированных летних лагерях; уроки музыки; квалифицированные нерелигиозные книги и материалы; покупка или аренда музыкальных инструментов для использования в обычных школьных музыкальных классах; квалифицированные транспортные расходы; и до 200 долларов на расходы, связанные с компьютером. Программа вычитания была принята в 1955 и расширен в 1997 году. Он позволяет родителям учащихся, отвечающих требованиям, получать вычеты из их налогооблагаемого дохода на соответствующие расходы, которые покрываются за счет налогового кредита, а также на оплату обучения в частных школах и колледжах, которые соответствуют требованиям окончания средней школы. Один и тот же расход не может быть заявлен как в виде кредита, так и вычитания. Сумма кредита составляет 75 процентов от израсходованной суммы, с ограничениями дохода на максимальную сумму кредита. Максимальная сумма вычета составляет 1625 долларов США для учащихся классов K–6 и 2500 долларов США для учащихся 7–12 классов. Миннесота Стат. Энн . §290.0674 и Миннесота. Стат. Энн . §290.01.
 Учащиеся имеют право на участие, если они посещают государственную, частную или домашнюю школу. Квалифицированные образовательные расходы включают обучение квалифицированного инструктора; плата за квалифицированные послешкольные программы; обучение в квалифицированных летних лагерях; уроки музыки; квалифицированные нерелигиозные книги и материалы; покупка или аренда музыкальных инструментов для использования в обычных школьных музыкальных классах; квалифицированные транспортные расходы; и до 200 долларов на расходы, связанные с компьютером. Программа вычитания была принята в 1955 и расширен в 1997 году. Он позволяет родителям учащихся, отвечающих требованиям, получать вычеты из их налогооблагаемого дохода на соответствующие расходы, которые покрываются за счет налогового кредита, а также на оплату обучения в частных школах и колледжах, которые соответствуют требованиям окончания средней школы. Один и тот же расход не может быть заявлен как в виде кредита, так и вычитания. Сумма кредита составляет 75 процентов от израсходованной суммы, с ограничениями дохода на максимальную сумму кредита.
Учащиеся имеют право на участие, если они посещают государственную, частную или домашнюю школу. Квалифицированные образовательные расходы включают обучение квалифицированного инструктора; плата за квалифицированные послешкольные программы; обучение в квалифицированных летних лагерях; уроки музыки; квалифицированные нерелигиозные книги и материалы; покупка или аренда музыкальных инструментов для использования в обычных школьных музыкальных классах; квалифицированные транспортные расходы; и до 200 долларов на расходы, связанные с компьютером. Программа вычитания была принята в 1955 и расширен в 1997 году. Он позволяет родителям учащихся, отвечающих требованиям, получать вычеты из их налогооблагаемого дохода на соответствующие расходы, которые покрываются за счет налогового кредита, а также на оплату обучения в частных школах и колледжах, которые соответствуют требованиям окончания средней школы. Один и тот же расход не может быть заявлен как в виде кредита, так и вычитания. Сумма кредита составляет 75 процентов от израсходованной суммы, с ограничениями дохода на максимальную сумму кредита. Максимальная сумма вычета составляет 1625 долларов США для учащихся классов K–6 и 2500 долларов США для учащихся 7–12 классов. Миннесота Стат. Энн . §290.0674 и Миннесота. Стат. Энн . §290.01.
Максимальная сумма вычета составляет 1625 долларов США для учащихся классов K–6 и 2500 долларов США для учащихся 7–12 классов. Миннесота Стат. Энн . §290.0674 и Миннесота. Стат. Энн . §290.01.Домашние школы
- «Родители ребенка несут основную ответственность за то, чтобы ребенок приобрел знания и навыки, необходимые для эффективной гражданской позиции». Миннесота. Энн . §120А.22.
- Домашняя школа определяется как частная школа, в которой житель Миннесоты может на законных основаниях выполнять требования обязательного обучения. Домашняя школа должна находиться на территории штата и соответствовать требованиям раздела VI Закона о гражданских правах от 19 года.64 (Публичный закон 88-352). Миннесота. Энн . §123B.41.
- Местный суперинтендант отвечает за обеспечение соблюдения закона Миннесоты об обязательном обучении. Миннесота. Энн . §120А.26.
Начальное и продленное заявления
- Родитель, проводящий обучение на дому, должен заполнить и представить документацию, отвечающую требованиям ежегодной отчетности, местному суперинтенданту до 1 октября первого учебного года «ребенок получает обучение после достижения возраста семи лет». Миннесота Стат. Энн . §120А.24.
- Преподаватели домашних школ представляют местному управляющему либо полный отчет, либо письмо о намерении продолжить обучение на дому. Миннесота. Энн . §120A.24, §120A.22, §121A.15.
 Миннесота Стат. Энн . §120А.24.
Миннесота Стат. Энн . §120А.24.Учебный план и обучение
- Домашние школы должны обучать: 1) основным навыкам общения, включая чтение, письмо, литературу и изобразительное искусство; 2) математика и естествознание; 3) общественные науки, включая историю, географию и государственное управление; 4) здоровье и физическое воспитание. Миннесота Стат. Энн . §120А.22.
- Инструкция, учебники и материалы должны быть на английском языке. Допускается использование другого языка в дополнение к английскому согласно Minn. Stat. Энн . §124D.59-124D.61.
- Учащиеся, обучающиеся на дому, могут посещать нефакультативные основные курсы в местной государственной школе по усмотрению местного школьного округа. Местные школьные округа получают пропорциональное финансирование от штата за ту часть времени, которая используется для обучения учащихся негосударственных школ. Миннесота Стат. Энн . §126С.19.
- Учащиеся домашней школы имеют право участвовать во внеклассных мероприятиях в местном школьном округе по месту жительства. Миннесота. Энн . §123B.49.
- Сертификат учителя не требуется. Однако, если домашняя школа не аккредитована признанным в штате Миннесота аккредитационным агентством (TEACH или HBEA по состоянию на сентябрь 2008 г.), то родитель должен представить квалификацию инструктора в соответствии с Законом об обязательном обучении. Миннесота Стат. Энн . §120A.22, подраздел 10(6).
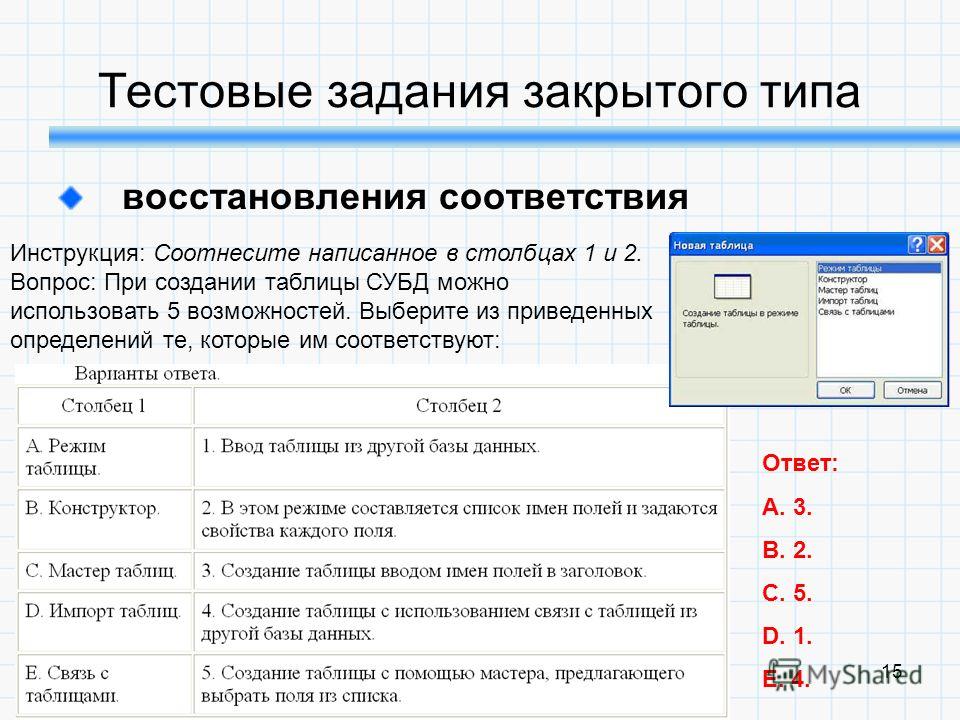 Миннесота Стат. Энн . §126С.19.
Миннесота Стат. Энн . §126С.19.Оценки и дипломы
- Ученик домашней школы должен ежегодно проходить «оценку с использованием стандартизированного экзамена успеваемости, основанного на национальных нормах». И родитель, и суперинтендант должны договориться о конкретном экзамене, порядке его проведения и месте проведения экзамена. Миннесота. Энн . §120A.22, Subd.11.
Здравоохранение
- Домашние школы должны представить информацию о прививках в местный школьный округ, в котором расположена домашняя школа, в первый год обучения ребенка на дому в Миннесоте и в седьмом классе. Миннесота Стат. Энн . §121А.15.
 Миннесота Стат. Энн . §121А.15.
Миннесота Стат. Энн . §121А.15.Освобождение от налогов
- Доступна ограниченная помощь. Затраты могут включать учебные материалы, экскурсии и, самое главное, родительское время, поскольку родитель/опекун является инструктором и администратором домашней школы. Миннесота. Энн . §§123B.41, 290.0674.
Доступ к государственным школам
- Школьные округа «должны разрешить всем учащимся-резидентам, обучающимся в домашней школе… иметь право в полной мере участвовать во внеклассных [но не внеклассных] мероприятиях на тех же основаниях, что и учащиеся государственных школ. » Миннесота Стат. Энн . §123B.49, подраздел 4(а).
- Общее время. Школьные округа могут устанавливать правила, позволяющие учащимся негосударственных школ, проживающим в округе, посещать занятия в государственных школах, чтобы выполнить требования округа к выпускным. Местная политика определяет, какие классы имеют право на участие, и другие факторы могут повлиять на возможность зачисления учащегося негосударственной школы. Миннесота. Энн . §§126C.19; 126C.01, Субд. 6-8.
 Миннесота. Энн . §§126C.19; 126C.01, Субд. 6-8.
Миннесота. Энн . §§126C.19; 126C.01, Субд. 6-8.Веб-ресурсы
Информация и законодательство
- Департамент образования штата Миннесота (MDE): Выбор школы и зачисления Полный отчет о домашнем обучении, письмо о намерениях в отношении домашнего обучения, часто задаваемые вопросы о домашнем обучении
- MDE: Совет по негосударственному образованию
- Департамент доходов штата Миннесота: образовательный кредит и вычитание
- 2012 Устав Миннесоты
- Главы 120 — 129B, Код образования: Prekindergarten — 12 класс
- Указатель Устава Миннесоты за 2012 г. (темы) — НЕГОСУДАРСТВЕННЫЕ ШКОЛЫ
- Указатель уставов Миннесоты за 2012 г. (темы) — ДОМАШНИЕ ШКОЛЫ
Контактная информация — Государственный и федеральный департаменты образования
- Департамент образования штата Миннесота
1500 Highway 36 West
Roseville, MN 55113-4266
Тел.: 651-582-8200
Факс: 651-582-8724
E-mail: mde.
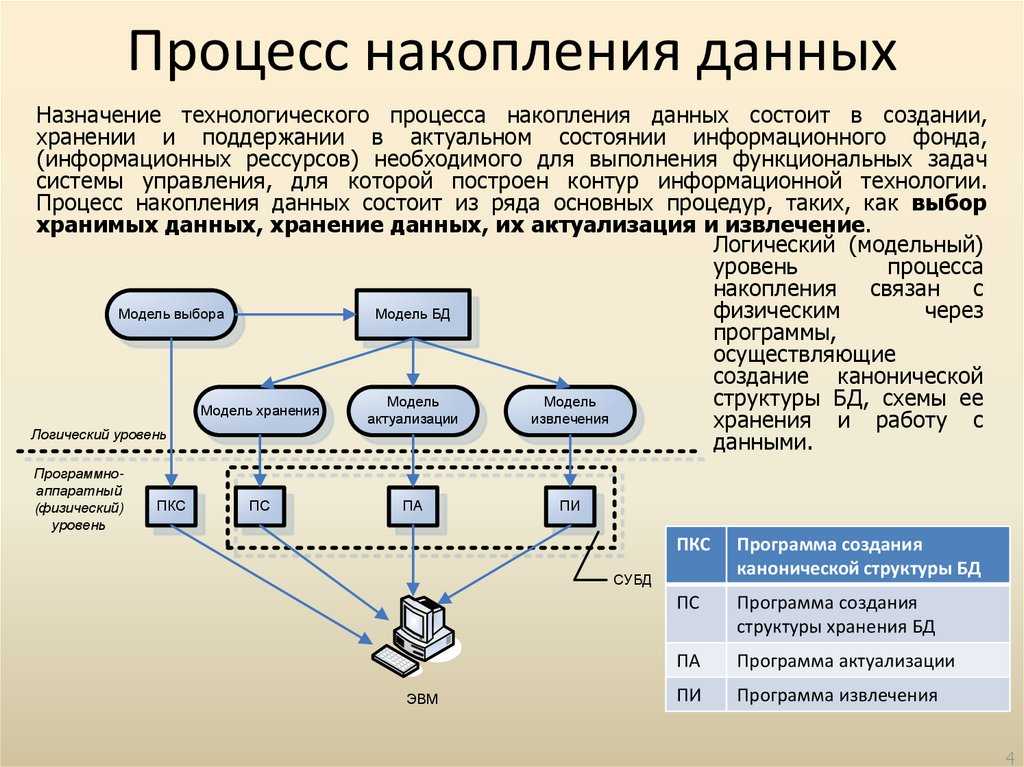
Назовем основные отличительные особенности станки субд . качественная работа на станке — залог повышения прибыли
Древесина – это материал, который требует особого ухода, специального отношения и внимательности.
Древесина нуждается в специальной обработке, защищающей от возможных разрушений и придающей декоративные черты. При обработке древесины обычно применяют частично или полностью прозрачную отделку, а значит импрегнанты и лазури.
Лакобейцы, или лазури, представляют собой защитные материалы, придающие древесине цвет, вкрапливая в структуры пигменты. Цвет, иными словами, пропитывает и древесную структуру, а не только ее поверхность.
Лазури защищают древесину главным образом от процессов гниения, сохраняя естественный рисунок и окрашивая в установленный цвет.
Существуют лазури на основе растворителей (с алкидными смолами) и водоразбавляемые лазури (с акриловыми смолами).
Слой лазури, который нанесен на древесину, обладает способностью растягиваться и сжиматься, эластичностью. Такие свойства очень важны для защиты от возможных трещин, потому что древесина может изменить размеры.
На современном рынке представлены импрегнанты двух основных видов: органнорастворимые и водорастворимые. Водорастворимые импрегнанты состоят из алкидных и алкидно-акриловых эмульсий и акриловых смол. Степень защищенности древесной поверхности, а также ее насыщенности цветом зависит от размера смоляных частичек и того, насколько глубоко они проникнут в структуру древесины.
Средства, которые входят в состав смол, защищают древесину от плесени и грибков на биологическом уровне Бытовые станки для деревообработки предназначены для широкого спектра действий. Они универсальны, на бытовых устройствах можно осуществить пиление, строгание, выборку пазов, фрезерование, сверление и т.д.
Примером универсального бытового станка является СУБД-4. Он прекрасно подойдет для домашнего использования и для производства с небольшими объемами выпускаемой продукции. В зависимости от комплектации зависит стоимость оборудования.
Виды деревообрабатывающих станков
Станки для деревообработки классифицируют по разным признакам. Станки бывают бытовыми универсальными, узкоспециализированными и специальными.
По выполняемым операциям можно разделить станки на ленточнопильные, круглопильные, продольно-фрезерные, фрезерные и токарные станки.
Паспорта, электрические схемы, описание работы схем, техническая документация на электрооборудование металлорежущих станков
Но где же сейчас найти эти паспорта?
Многим эксплуатируемым станкам уже по 30 – 40 лет. И очень часто вся техническая документация на них давным-давно утеряна. А выход, на самом деле, есть.
В настоящее время, у меня имеется около 100 комплектов электронных копий на самые распространенные модели металлорежущих станков. Теперь вся имеющаяся у меня техническая документация на металлорежущие станки доступна для свободного скачивания в полном объеме.
Просто у меня появился нормальный Интернет, свободное время и, соответственно, возможность все это добро закачать на файлообменник. Для примера в паспорт гидрофицированного долбежного станка модели 7М430 входит: общий вид станка, назначение и область применения станка, распаковка и транспортирование станка, общий вид станка
Ibm db2
- СУБД DB2 имеет нетипизированное значение NULL.
- DB2 чувствительна к регистру строковых значений при сравнении. Касается не только прямого сравнения, но и операций СГРУППИРОВАТЬ, ОБЪЕДИНИТЬ, РАЗЛИЧНЫЕ.
- Максимальная длина числового значения — 31 знак (в других СУБД — 38).
- Максимальная длина ресурса регистров бухгалтерии и накопления — 25 знаков (везде 32).
- Максимальное количество колонок в списке выборки — 1012.
- Максимальный размер поля неограниченной длины — 1 Гб.
- Аргументом у конструкции «ПОДОБНО» может быть лишь литерал, запрещено использование основных шаблонов.
- Производительность СУБД IBM DB2 существенно снижается при использовании подзапросов в условии соединения.
Postgresql
- NULL так же, как и Oracle, при сортировке по возрастанию становится в конце результата.
- В режиме автоматических блокировок при чтении таблица блокируется целиком.
- В СУБД PostgreSQL сильно уменьшается производительность в режиме интенсивной работы, система как можно чаще требуется реиндексирование (метод REINDEX).
- Большое влияние на производительность PostgreSQL оказывает скорость работы жесткого диска — данные после команды COMMIT (фиксация транзакции) из кеша помещаются на диск. Это существенно повышает надежность, однако снижает производительность СУБД при записи информации (функция fsync). Поэтому считается, что эта СУБД является очень медленной в плане записи и удаления информации, однако это можно исправить.
- Можно достичь повышения надежности внедрением RAID — массивов в сочетании с блоками бесперебойного питания. Тем самым мы повысим надежность системы. После повышения надежности можно пренебречь включением функции fsync и тем самым существенно увеличить скорость работы системы.
- При вычислении разницы между датами, если в промежутке дат попадаются переходы с зимнего времени на летнее (и наоборот), СУБД PostgreSQL учитывает разницу. Пример — разница между 29.10.2022-00:00:00 и 30.10.2022-00:00:00 будет не 24 часа, а 25.
- СУБД неэффективно отрабатывает вид соединения — «ПОЛНОЕ ВНЕШНЕЕ СОЕДИНЕНИЕ».
Ао «марийский машиностроительный завод»
Генеральный директорЕфремов Борис Иванович
Ордена Ленина Акционерное общество «Марийский машиностроительный завод»
является крупным предприятием республики Марий Эл. Основанный в августе 1941 года завод вырос до многопрофильного универсального производства, тесно сотрудничает в разработке и производстве продукции с 20-ю ведущими НИИ страны.
АО «ММЗ» обладает следующими технологическими возможностями и предоставляет услуги:
● заготовительное ● литейное ● цех по литью пластмасс ● механообрабатывающее ● каркасно-штамповочное ● гальваническое ● лакокрасочное ● сборочно-монтажное ● термическая обработка
Предприятие имеет современное оборудование, квалифицированных специалистов, значительный научно-технический потенциал.
АО «Марийский машиностроительный завод» производит продукцию:
● оборудование для агропромышленного комплекса:
косилки роторные КРН-2,1М2С, газодувки ГР24, детали для косилок и другой сельскохозяйственной техники
станки:пятишпиндельные сверлильные станки СВ-20, электроэрозионные станки Искра-1В● светодиодные экраны: размеры 6х3 м, 15х5 м и другие размеры под заказ
энергосберегающие светодиодные светильники Альтаирдля улиц, офисов, теплиц.Собственная производственная база и тысячи выполненных заказов позволяют нашему предприятию гордиться достигнутым и с оптимизмом двигаться вперед, внося свой вклад в экономический и промышленный рост потенциала России.
На АО «Марийский машиностроительный завод» функционирует система менеджмента качества в соответствии с требованиями ГОСТ РВ 0015-002-2022 и ГОСТ ISO 9001-2022. СМК сертифицирована в СДС «Военный регистр» ОС СМК АНО «ИнИС ВВТ» (г. Москва). Выдан сертификат соответствия № ВР 02.1.
- Контакты
- Политика обработки персональных данных
Контакты ›
Бдс-4 общий вид комбинированного станка
Фото комбинированного станка БДС-4
Фото комбинированного станка БДС-4
Фото комбинированного станка БДС-4
Фото комбинированного станка БДС-4
Расположение составных частей и органов управления станком БДС-4
- Опорные ножки станка
- Станина
- Подшипник ножевого вала
- Строгальный стол приемный
- Упорная планка
- Электродвигатель
- Электрошкаф
- Защита дисковой пилы
- Ручка регулировки высоты подающего строгального стола
- Ручка регулировки высоты приемного строгального стола
- Выключатель сети 220 В
- Кнопка Пуск
- Кнопка Стоп
- Винты зажима положения строгального стола
Заточной станок
Шлифовальный круг 6 (рис. 7) зажимается между шайбой 2 и буртом резьбовой втулки 3 и крепится гайкой 4 на конусный конец ножевого вала болтом 5 (рис. 7).
На шлифовальный круг устанавливается защитный кожух 1 (рис. 7), который крепится винтами к корпусу фуговального станка. Зазор между шлифовальным кругом и пластикой, служащий опорой для инструмента при заточке, должен быть не более 3 мм .
Перед пуском станка произвести следующие работы:
- очистить станок и рабочую зону от опилок и стружки;
- соблюдать правила по технике безопасности к пожарной безопасности.
Наладки станка на соответствующие вялы работ показаны на рис. 10 — 17.
Когда не выбирать реляционную субд
Если предполагается хранить не структурируемые данные, или наоборот очень простые структуры типа ключ-значение, то лучше посмотреть в сторону документных СУБД и специализированных СУБД типа ключ-значение соответственно.
Так же один из признаков, что имеет смысл подумать не о реляционных СУБД, это такой факт как необходимость часто обновлять значения в одних и тех же строках. Обычно это обходится «дорого» в реляционных СУБД, и нужно применять «продвинутую магию» что бы делать это корректно.
Конечно, тут есть много «но», или «а если очень хочется», и других ситуаций, когда данные рекомендации можно игнорировать. Это нормально, особенно когда за дело берется эксперт, который знает как это сделать.
Колоночные субд
Колоночные СУБД очень похожи на реляционные. Они так же состоят из строк, которые имеют атрибуты, а строки группируются в таблицах. Различия в логических моделях несущественные, а вот на уровне физического хранения данных различия значительные.
В реляционных СУБД данные хранятся «построчно», это означает что для считывания значения определенной колонки, придется прочитать практически всю строку, как минимум от первой до нужной колонки. В колоночной СУБД данные хранятся «поколоночно», т.е. колонка — это как отдельная таблица.
Основные преимущества колоночных СУБД – эффективное выполнения сложных аналитических запросов на больших объемах, и легкое, практически мгновенное, изменение структуры таблиц с данными, плюс существенная компрессия и сжатие, которое позволяет значительно экономить место.
Яркие представители колоночных СУБД — Sybase IQ (ныне SAP IQ), Vertica, ClickHouse, Google BigTable, InfoBright, Cassandra.
Круглопильный станок
Устройство станка приведено на рис. 3.
Пила зажимается гайкой 6 между шайбой 7 и буртом резьбовой втулки 5 (рис. 1а) и крепится на конусный конец вала болтом 3 (рис. 1в).
Пильный стол 6 крепится на кронштейнах 5 к корпусу фуговального станка гайками 12 (рис. 3).
При помощи гаек пильный стол можно выставить на разной высоте и осуществлять пропилы необходимой глубины.
Перед началом работ вращением ручки 8 поднять подвижной фуговальный стол на уровень неподвижного.
Пильный стол в установить на уровень фуговальных столов 7, 8.
Пила имеет ограждение 1, которое при продвижении под ним заготовки поднимается. Ограждение крепится к клину 2. Клин выставлен в одной плоскости с пилой, и выполняет роль направляющего и расклинивающего заготовку устройства. Сектора зубчатые 13 предназначены для заклинивания заготовки при подаче пиломатериала в обратном направлении.
На столе 6 может быть установлена упор-линейка 14, используемая для распиловки под углом.
Для поперечной распиловки необходимо снять ограждение ножевого вала 11 и упорной линейки 10, 14. Закрыть ножевой вал настилом (рис.11) из комплекта, поставляемого вместе со станком.
Закрепить настил на подвижном столе винтами. При наладке станка на работу с дисковой фрезой необходимо вставку ни пильном столе около плиты заменить на вставку из комплекта поставки. Для этого отвернуть винты, крепящие вставку к пильному столу, заменить вставку и закрепить ее теми же винтами.
Литература[ | ]
- Когаловский М.Р.
Энциклопедия технологий баз данных. — М.: Финансы и статистика, 2002. — 800 с. — ISBN 5-279-02276-4. - Кузнецов С. Д.
Основы баз данных. — 2-е изд. — М.: Интернет-университет информационных технологий; БИНОМ. Лаборатория знаний, 2007. — 484 с. — ISBN 978-5-94774-736-2. - Дейт К. Дж.
Введение в системы баз данных = Introduction to Database Systems. — 8-е изд. — М.: Вильямс, 2005. — 1328 с. — ISBN 5-8459-0788-8 (рус.) 0-321-19784-4 (англ.). - Коннолли Т., Бегг К.
Базы данных. Проектирование, реализация и сопровождение. Теория и практика = Database Systems: A Practical Approach to Design, Implementation, and Management. — 3-е изд. — М.: Вильямс, 2003. — 1436 с. — ISBN 0-201-70857-4.
- Гарсиа-Молина Г., Ульман Дж., Уидом Дж.
Системы баз данных. Полный курс = Database Systems: The Complete Book. — Вильямс, 2003. — 1088 с. — ISBN 5-8459-0384-X. - C. J. Date.
Date on Database: Writings 2000–2006. — Apress, 2006. — 566 с. — ISBN 978-1-59059-746-0, 1-59059-746-X.
Модификации бытовых деревообрабатывающих комбинированных станков субд-4
Основные технологические операции, выполняемые на станках модификации:СУБД-4А, СУБД-4Б, СУБД-4Г — фугование, распиловка вдоль, поперек волокон в под углом, рейсмусование, шлифование, сверление, фрезерование торцевой фрезой (пазование) и дисковой фрезой, шпунтование, выборка четверти, заточка инструмента,
СУБД-4В — фугование, распиловка вдоль, поперек волокон и под углом, шлифование, выборка четверти, заточка инструмента, сверление, фрезерование торцевой фрезой (пазование) и дисковой фрезой, шпунтование.
СУБД-4Д — фугование, распиловка вдоль, поперек волокон и под углом, шлифование, выборка четверти, заточка инструмента, фрезерование дисковой фрезой, шпунтование.
- СУБД-4А — полный набор приспособлений. Напряжение питания ~ 380/ 220 В
- СУБД-4Б — полный набор приспособлений. Напряжение питания ~ 220 В. Двухножевой строгальный вал.
- СУБД-4В — отсутствует приспособление для рейсмусования
- СУБД-4Г — полный набор приспособлений. Четырехножевой строгальный вал.
- СУБД-4Д — отсутствует приспособление для рейсмусования и сверлильно-фрезерное устройство
Отличия модификаций субд-4
Планы деревообработки
| Pantorouter — это станок для резки тенона на основе шаблона , который имеет все виды применения для резки сложных деревянных соединений Панторутер планы | Pantorouter XL является увеличенной версией моего pantorouter, предназначен для размещения погружных маршрутизаторов. Он также имеет больший диапазон движения. Но это занимает больше места. Pantorouter XL планирует |
| Самодельная ленточная пила не должна быть компромиссом. Не требуется нестандартные металлические детали. Ленточные пилы планы | Меньшая 14-дюймовая ленточная пила , которая также превращается в лесопильный завод 14 «ленточная пила / лесопилка |
| Самодельная 20-дюймовая ленточная пила, с 13-дюймовой (34 см) пропил-емкостью, и достаточно большой, чтобы взять лезвий пилорамы 20-дюймовые ленточные пилы | |
| Этот пантограф маршрутизатора отличается от обычных тем, что он поддерживает вес маршрутизатора. Это также позволяет контролировать глубину резания , и дает намного лучший обзор резания . 3-D маршрутизатор пантограф | Рулонный подъемник, который наклоняется до 45 °. Это действительно расширяет возможности для создания пользовательских формовок , даже с базовыми наборами бит маршрутизатора . Наклонный лифт |
| Конденсатор с помощью шурупа-шурупа до точно прорезает дерево для изготовления соединения коробки и пальца на настольной пиле. Одновременно может быть обрезано до восьми досок. Стопорный зажим | Резчик копий маршрутизатора.Копирует сложные трехмерные фигуры. Четыре оси (маршрутизатор может наклоняться) и магазины более компактный, чем коммерческие машины. Маршрутизатор копировально-вырезной станок |
| Слотно-долбежный станок с использованием роутера. Легко установить и режет чище и на быстрее, чем большинство других долбяков. Слотно-долбежный станок | Шпилька, которая позволяет разрезать обе стороны шипа простое движение рычага для большей скорости и большего точная резка шипов. Быстросменный джиг |
| Столовая пила ласточкин хвост Позволяет для большего разнообразия, и больший размер сустава, чем это возможно с джиг-роутер Настольная пила для ласточкиного хвоста | Меньше, чем обычный пылесборник, тише и экономичнее, чем в магазине. Малый пылесборник |
| 12-дюймовый фуганок, построенный из частей, спасенных от дешевой 12-дюймовой толщины строгальный станок. Легко для двух человек носить с собой. Самодельный деревянный фуганок | Самодельная настольная пила на основе циркулярной пилы, с более надежный способ монтажа пилы и простой механизм регулировки глубины Самодельная настольная пила |
| Ленточная шлифовальная машина размером 6 x 48 дюймов, может использоваться как обычная ленточная шлифовальная машина или перевернул на бок, чтобы использовать как шлифовальный станок 6 «х 48» ленточная шлифовальная машина | Ленточная шлифовальная машина 1 х 42 дюйма.Использует более длинные ремни (42 «), чем большинство полосовые шлифовальные машины. Глубокая глотка и сменные валики позволяют этой шлифовальной машине шлифовать выпуклые и вогнутые края, заменяя шпиндельные шлифовальные машины для большинства применений, и это быстрее и менее пыльный 1 «x 42» полосовой шлифовальный станок |
| Деревянный настольный токарный станок, с деревянными подшипниками. Этот токарный станок длиной 80 см оснащен двигателем мощностью 1/3 л.с. поворачивать шпиндели длиной до 43 см и чаши до 26 см диаметр. При весе всего 20 фунтов без двигателя, легко убрать, когда не используется. Планы токарные деревянные | |
| Не наклоняющийся деревянный лифт. Это мой старый дизайн раньше Я придумал наклонную версию. Деревянный роутер лифт | Измельчитель яблок, для извлечения сока из яблок. яблоки перед тем, как сок будет эффективно извлечен, необходимо размолоть нажав. яблочная дробилка |
| Получите скидки, если вы покупаете более , чем один план на странице покупок. Скидки на несколько покупок | |
Программное обеспечение для деревообрабатывающих |
|
| Увеличьте свои планы по деревообработке до 1: 1.Программа для создания полноразмерных многостраничных распечаток из чертежей и моделей САПР Программа BigPrint | Мой генератор шаблонов делает печатные бумажные шаблоны для режущие механизмы из фанеры ленточной пилой. Многие люди также используют его с ЧПУ. Дизайн редуктора и редуктор Программа генератора шаблонов |
| Программа для вашего компьютера на , создающая трафаретные блоки с использованием любого шрифта на вашем ПК. Трафаретная программа | |
Другие планы на продажу: игрушки и мебель (скидки при покупке более одного) |
Подготовительные операции
Углы заточки дереворежущего инструмента
Регулировка ножей в строгальном барабане станка БДС-4
Планка для калибровки ножей в строгальном барабане станка БДС-4
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Применение бытового деревообрабатывающего станка
Бытовой станок открывает много возможностей. С его помощью можно изготовить любые детали для мебели, беседки, ограды, дверей и т.д. Практически все виды работ с деревом осуществимы с помощью универсального станка. Производительность такого станка меньше по сравнению со специальным, но для небольшого производства он тоже подойдет.
Преимущества использования универсального станка в том, что Вы при желании можете сделать уникальные вещи, которые никогда бы не нашли в продаже.
Для удобного использования бытового станка нужно обеспечить комфортное нежилое помещение, которым может служить сарай, мастерская или гараж. Оборудование российского производства отвечает всем стандартам и не требует специальных навыков. Даже человек без соответствующей квалификации сможет обучиться и самостоятельно разобраться в технологии работы с бытовым станком.
Главное – соблюдать технику безопасности. Современные станки производят из высокопрочных сплавов, это и есть гарантией их исправной работы. Вы можете обрабатывать древесину любой породы, в том числе и твердые сорта.
Универсальный станок оснащен двигателем, работающим от домашней сети. Устройство снабжено специальным тепловым реле, защищающим от перегревания. Это устройство предотвращает перегрузку станка и обеспечивает стабильную эксплуатацию на протяжении долгих лет.
Принцип работы и особенности конструкции станка
Станок СУБД-4 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 3000 и 4500 об/мин при перестановке клинового ремня.
С торца строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Машина СУБД-4 состоит из сварного основания, внутри которого расположен приводной электродвигатель.
Станок СУБД-4 выполняет следующие операции:
- Строгание (фугование) по плоскости от 10 до 250 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 3,6; 5 м/мин;
- Фугование под углом;
- Рейсмусование с автоматической подачей до 3,6; 5 м/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 80 мм под прямым углом при скорости подачи заготовки до 1,0 м/мин;
- Фрезерование пазов дисковыми и концевыми фрезами глубиной до 10..120 мм;
- Сверление глубиной до 10..120 мм;
Рейсмусовая приставка td-2500
Описание.
Рейсмусовая приставка является незаменимым помощником при строгании и дает возможность получить на выходе заготовку отличного качества. С помощью приставки можно осуществить точную обработку пиломатериалов толщиной до 103 мм.
Приставка оснащена регулировкой толщины строгания бруска за один проход (максимальное снятие 3 мм), кожухом с патрубком для удаления стружки, а также устройством предотвращения отброса заготовки, что обеспечивает более легкую ручную подачу и чистоту обработки древесины. Предназначена для установки на станок БЕЛМАШ СДМ-2500.
Технические характеристики.
| Наименование | Параметры |
| Ширина заготовки, мм | 15÷250 |
| Диапазон глубины строгания за один проход, мм | 0÷3 |
| Толщина обрабатываемой заготовки, мм | 5÷103 |
| Частота вращения ножевого вала, мин-1 | 7700 |
| Габаритный размер устройства, Д×Ш×В, мм | 390×386×280 |
| Масса одного устройства (нетто/брутто), кг | 15/16,5 |
| Габаритный размер упаковки, Д×Ш×В, мм | 405×395×265 |
Устройство прижимное БЕЛМАШ УП-2500
4 100 руб. 3 000 руб. под заказ
xn--21-6kclgd0ditp8a.xn--p1ai
Рекомендации по выбору деревообрабатывающего оборудования
Прежде чем приступить к выбору оборудования, необходимо поставить задачи производительности. Другими словами, нужно определить, для чего Вы приобретаете оборудование: глубокая переработка круглого леса, производство пиломатериала, постройка дома или других объектов. Ленточная пилорама
Основное преимущество ленточных пилорам — максимальный выход готовой продукции (КПД выхода пиломатериала составляет 60 — 70 %), достигается это за счет минимальной толщины пропила в 1,8 — 2,2 мм. Ленточнопильные станки, хорошо подходят для малого бизнеса, как станки, на которых можно получить на выходе готовую продукцию: доска обрезная, брус, брусок, шпала, лафет, необрезная доска.
Ленточная пилорама имеет низкое энергопотребление до 15 кВт. Пилорамы ленточные используют как оборудование первого ряда, так как распил бревна в развал достигает 90 — 100 см (Тайга Т4, Атлант), для распиловки на лафет и последующей его подачи на многопильный станок.
Для увеличения производительности пилорамы необходимо:
Удобная и оперативная подача бревна (заготовки) на станину. Для этого возможно использовать тельфер, кран, лебедку или поката. Перемещение и поворот бревна во время процесса распиловки (удобные зажимы и упоры для бревна, использование багра) Удобный и оперативный забор готовой продукции на сортировку, и дальнейшую переработку.
Для ускорения процесса выставления размеров доски и расчета толщины доски используют дополнительное устройство — электронная линейка (контроллер перемещения). Она позволяет программно задавать толщину доски и даёт возможность более точного позиционирования пильной ленты при распиловке бревен.
Минусы ленточного пиления состоят в геометрии пиломатериала и чистоте обработки, пиломатериал с ленточки не котируется для экспорта из-за разнотолщинности и волны пиломатериала. Доска с ленточной пилорамы хорошо подходит для внутреннего рынка сбыта или дальнейшей переработки. Кромкообрезной станок
Для улучшения геометрии доски можно использовать кромкообрезной станок Тайга К2 он обеспечит более точную распиловку по ширине доски, но не исправит качество пиломатериала по пласти пиления. Кромкообрезные станки, являются оборудованием второго ряда и все преимущества раскрывают когда работают в связке с ленточными и шинными пилорамами.
Дисковая пилорама
Дисковая пилорама горизонтального пиления обеспечивает отличное качество пласти и геометрию пиления. Недостатком пиления является толщина пропила 4,5 — 6 мм, при этом КПД выхода готового пиломатериала составит не более 60 %. Скорость дискового пиления выше, чем на ленточной пилораме.
Дисковая пилорама может быть станком первого или второго ряда в зависимости от предназначения оборудования.
Пилорама двух-дисковая горизонтального пиления имеет высокую скорость пиления и высокую производительность продукции, диаметр обрабатываемого бревна до 60 см (0,6 м), углопильная двух-дисковая пилорама .
Основным преимуществом дисковых пилорам радиального пиления (углоповоротная пилорама) является большой диаметр обрабатываемого бревна до 1,2 м. Экспортное качество пиломатериала и высокая чистота обработки древесины которую обеспечивает обработка дисковой пилой.
Шинная пилорама
Шинная пилорама Мурка М1 (бензиновая) и М5 (новая бензиновая версия) характеризуется мобильностью, практичностью в эксплуатации. Автономное питание пилорамы позволяет распилить бревно на брус и доску или шпалу прямо в лесу. Бензопила STIHL MS660 может использоваться отдельно от пилорамы, как валочная бензопила, для этого нужно открутить только 2 гайки крепления пилы, и поменять шину и цепь для продольного пиления на более подходящую.
Расход бензина 0,8 л./40 мин. Шинное пиление дает точную геометрию распила и отсутствие волны при пилении. Минусом шинных пилорам является низкая по сравнению с ленточной пилорамой, производительность, поэтому такие пилорамы являются решением малого и среднего бизнеса.
Реляционные субд
Начнем по порядку, классические, реляционные СУБД чаще всего используются для построения решений OLTP (Online Transaction Processing). В таких решениях СУБД работает с небольшими по размерам транзакциями, но идущими большим потоком, и при этом от системы требуется минимальное время отклика, а так же возможность, при определенных условиях, отменить любые изменения выполняемых в рамках транзакции.
Наиболее известные СУБД такого типа — Oracle, Microsoft SQL, PostgreSQL, MySQL.
Сверлильно-фреэерный станок
Фрезерно-сверлильное приспособление станка СУБД-4
Устройство станка приведено на рис. 4.
Сверлильный патрон 2 (рис, 2) надевается на конусный конец ножевого вала и крепится винтом 3 (рис. 2а) или специальной гайкой 1 (рис. 26). В патроне могут быть закреплены сверла, фрезы.
Путем переустановки инструмента в патроне или самого патрона следует добиться минимального биения инструмента.
Для сверлильно-фрезерных работ используется сверлильно-фрезерный стол 9 (рис. 4), который крепится к фуговальному станку при помощи кронштейна-переходника 11 (рис. 4) и гаек 13 (рис. 4) к кронштейну 12 (рис. 4) фуговального станка. При помощи гаек 13 (рис. 4) стол может перемещаться в вертикальном направлении на нужную высоту.
На столе устанавливается упор-линейка 8 (рис. 4).
Струбцины 7 (рис. 4) при помощи винтов 6 обеспечивают прижатие заготовки к столу.
При сверлильно-фрезерных работах обязательно пользоваться ограждениями 3, 14 (рис. 4).
Подача заготовки при сверлении и фрезеровании осуществляется путем ручного перемещения сверлильно-фрезерного стола.
Винты 10 предназначены для предотвращения перемещения столов относительно друг друга при транспортировании и хранении.
Станок с приспособлением для рейсмусования
Рейсмусовое приспособление приспособление станка СУБД-4
Устройство станка с приспособлением для рейсмусования приведено на рис. 6.
Приспособление для рейсмусования представляет из себя два подпружиненных прижимных валика, которые обеспечивают получение калиброванных ЗАГОТОВОК.
Порядок обработки заготовки в режиме рейсмусования:
- обработать заготовку на фуговальном станке в размер требуемой толщины с припуском на рейсмусование;
- собрать приспособление для рейсмусования, снять пильный стол, ограждение ножевого вала. На кронштейнах 5 закрепить шпильки 11 гайками 12. На шпильках установить приспособление для рейсмусования, закрепить его гайками 12. При установке и съеме приспособления следить, чтобы шайбы 16 не потерялись;
- опустить подвижный стол относительно неподвижного на толщину снимаемой стружки 1 мм. Указанный размер снимаемой стружки обеспечивает оптимальный режим работы станка, когда заготовка подается на ножевой вал легко, без особых усилий;
- замерить толщину заготовки до обработки;
- вращением маховика прижать заготовку к подвижному столу;
- произвести подачу заготовки на ножевой вал станка под приспособлением. Замерить толщину заготовки после обработки и определить размер снимаемой стружки;
- рассчитать сколько раз нужно пропустить заготовку через приспособление для обработки ее в требуемый размер;
- обработать заготовку;
- отрейсмусовать заготовку, постепенно уменьшая толщину снимаемой стружки подъемом подвижного стола.
Работу на рейсмусовом станке производить после установки на нем ограждения сверлильного патрона.
Субд 4 станок
Перед допуском к самостоятельной работе станочник деревообрабатывающих станков ( в дальнейшем – станочник ) должен пройти стажировку в течение 2 — 14 смен (в зависимости от характера работы, квалификации работника) под руководством специально назначенного лица. нарушений станочником нормативных, правовых актов (документов) по охране труда которые могли привести или привели к травмированию, аварии или отравлению; при перерывах в работе более чем б месяцев; поступлении информационных материалов об авариях и несчастных случаях, случившихся на аналогичных производствах – внеплановый. 5.
пользоваться при выполнении работ средствами индивидуальной защиты, выдаваемыми в соответствии с отраслевыми типовыми нормами выдачи средств индивидуальной защиты рабочим и служащим предприятий”:
Технические характеристики комбинированного станка субд-4
| Наименование параметра | СУБД-4 | ВЗ-335 | |||||||||||
| Пиление дисковой пилой | |||||||||||||
| Длина заготовки при пилении, мм | 0..4000 | ||||||||||||
| Ширина заготовки при пилении, мм | 5..300 | ||||||||||||
| Диапазон глубины пропила, мм | 55 | 80 | |||||||||||
| Вертикальное перемещение пильного стола, мм | 80 | ||||||||||||
| Наибольший диаметр пильного диска, мм | Ø200 | Ø200..Ø315 | |||||||||||
| Посадочный диаметр пилы, мм | 32 | 32, 50 | |||||||||||
| Частота вращения пилы, об/мин | 28100, 4500 | 3000, 4500 | |||||||||||
| Размеры рабочей поверхности пильного стола, мм | 720 х 170 | 750 х 400 | |||||||||||
| Наибольший диаметр фрезы, мм | Наибольшая глубина фрезерования, мм | ||||||||||||
| Фугование (строгание) | |||||||||||||
| Длина заготовки при фуговании, мм | 400..4000 | ||||||||||||
| Наибольшая ширина фугования (строгания), мм | 250 | 10..250 | |||||||||||
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 3 | 3 | |||||||||||
| Диаметр режущей части ножевого вала, мм | 86..88 | ||||||||||||
| Частота вращения ножевого вала на холостом ходу, об/мин | 2810, 4500 | 3000, 4500 | |||||||||||
| Размеры строгального ножа, мм | 260 х 30 х 3 Сталь 65Г | ||||||||||||
| Количество строгальных ножей в ножевом барабане | 2; 4 | 3 | |||||||||||
| Ширина и длина строгальных столов, мм | 320 х 720 | 335 х 810 | |||||||||||
| Рейсмус | |||||||||||||
| Максимальная и минимальная толщина заготовки при рейсмусовании (Высота подъема рейсмусового стола), мм | 50 | 120 | |||||||||||
| Наименьшая длина обрабатываемой заготовки при рейсмусовании, мм | 400 | ||||||||||||
| Величина подъема рейсмусового стола, мм | 120 | ||||||||||||
| Скорость подачи заготовки в режиме рейсмуса, м/мин | ручная | 5 | |||||||||||
| Размеры рабочей поверхности рейсмусового стола, мм | 700 х 260 | ||||||||||||
| Максимальная ширина рейсмусования, мм | |||||||||||||
| Наибольшая толщина срезаемого слоя при рейсмусовании, мм | 3 | ||||||||||||
| Сверление. Фрезерование концевой фрезой | |||||||||||||
| Длина заготовки при сверлении, фрезеровании, мм | 200..4000 | ||||||||||||
| Наибольший диаметр сверла, фрезы, мм | 3..20 | ||||||||||||
| Частота вращения сверла, фрезы, мин | 3000, 4500 | ||||||||||||
| Размеры рабочей поверхности стола, мм | 390 х 190 | ||||||||||||
| Глубина сверления, мм | 85 | 150 | |||||||||||
| Величина продольного и поперечного перемещения стола, мм | 110 х 100 | ||||||||||||
| Устройство токарное | |||||||||||||
| Частота вращения токарного шпинделя, об/мин | — | 1600 | Наибольшая длина заготовки при токарной обработке, мм | — | 100..800 | Наибольший диаметр заготовки при токарной обработке в центрах, мм | — | 80 | Наибольший диаметр заготовки при токарной обработке на план-шайбе, мм | — | 300 | Вес токарного приспособления, кг | — |
| Электрооборудование станка | |||||||||||||
| Род тока питающей сети | ~220В / ~380В | ~380В | |||||||||||
| Количество электродвигателей на станке, шт | 1 | 1 | |||||||||||
| Электродвигатель, кВт (об/мин) | 1,1 (2810) | 3 | |||||||||||
| Габарит и масса станка | |||||||||||||
| Габарит станка (длна х ширина х высота), мм | 750 х 555 х 475 | 100 х 900 х 900 | |||||||||||
| Масса станка, кг | 90 | 475 |
Связанные ссылки. Дополнительная информация
- Справочник деревообрабатывающих станков
- Справочник производителей деревообрабатывающих станков и оборудования
- Справочник производителей бытовых деревообрабатывающих станков
- Справочник производителей рубильных машин
- Классификация деревообрабатывающих станков
- Станки для продольного раскроя пиломатериалов
- Лесопильные рамы. Классификация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Фуговальный станок субд-4
Фуговальная конфигурация комбинированного станка СУБД-4
Устройство станка приведено на рис 3. Основным элементом фуговального станка является ножевой вал 3.
Вращение ножевого вала осуществляется через клиноременную передачу от электродвигателя.
С одной стороны ножевого вала крепится двухступенчатые шкив, С другой — дисковая пила, которая при фуговании должна быть снята.
Регулировка толщины стружек, снимаемой при обработке пиломатериалов, осуществляется за счет перемещения подвижного фуговального стола 8 при вращении ручки 9.
Для обеспечения условий безопасности при фуговании пиломатериалов в конструкции станка предусмотрено ограждение ножевого вала 11.
Конструктивно ограждение 11 выполнено таким образом, что в процессе обработки пиломатериалов оставляет открытой работающую часть ножевого вала в размер обрабатываемой заготовки.
Рамка 15 предусмотрена доя крепленая к ней мешка 16, в который производится сбор стружки при обработке пиломатериалов. Мешок 16 в комплект поставки не входит.
Качество поверхности обрабатываемых пиломатериалов обеспечивается при соблюдения условий:
В станках модификации СУБД-4А,СУБД-4Б,СУБД-4В,СУБД-4Д при установке ножей в фуговальные пазы ножевого вала пользоваться текстолитовой планкой, к которой лезвия ножей прижимает выдавливающая пружина 4 (рис. 1а). После настройки ножи должны быть надежно закреплены винтами 1 (рис. 1а). Во время смены ножей будьте внимательны, следите, чтобы не потерялись пружины 4 (рис. 1а).
В станках модификации СУБД-4Г настройка ножей осуществляется вращением винтов 8 (рис. 16).
Необходимо помнить, что ножевой вал в сборе отбалансирован на предприятии-изготовителе. Поэтому при смене ножей не следует смешивать комплекты деталей разных фигурных пазов ножевого вала (рис. 1а, рис 1б). Ножи после заточки должны быть одинаковых размеров, иметь одну и ту же массу;
- ножи должны быть остро заточены. Заточка ножей производится шлифовальным бруском. Угол заточки режущей кромки ножей должен составлять 35..45°;
- режущая кромка ножей должна быть выставлена таким образом, чтобы находилась на одном уровне с поверхностью неподвижного фуговального стола.
- правильно выбирать скорость подачи обрабатываемого пиломатериала, так как скорость подачи зависит от качества и вида древесины. Подачу заготовки осуществлять плавно, без рывков с одинаковой скоростью;
- следить, чтобы при эксплуатации станков не нарушались условия параллельности фуговальных столов относительно друг друга, неплоскостности и шероховатости поверхностей столов.
Электрооборудование строгальных станков
Вспомогательные приводы строгальных станков применяют для: быстрого перемещения суппортов, перемещения поперечины, зажима поперечины, подъема резцов, насоса смазки.
Специальные электромеханические устройства и блокировки: электромагниты для подъема резцов, электропневматическое управление подъемом резцов, устройства для контроля смазки, блокировка для предотвращения возможности работы с незажатой поперечиной, с неработающим насосом смазки.
«ЛесТрейд» занимается закупкой и поставкой круглых лесоматериалов для лесоперерабатывающих предприятий РФ и Финляндии.
Компания является FSC сертифицированной.
Услуги: — закупка, складирование и поставка сырья — финансирование поставок — организация доставки товара от поставщика до покупателя железнодорожным, автомобильным и водным транспортом Показать полностью… — поставка лесоматериалов FSC Pure, FSC Controlled Wood — оформление лесных грузов на экспорт Товар:
— Балансы березовые, еловые, сосновые, осиновые — Фанерный кряж березовый — Пиловочник еловый, сосновый — Технологическое сырье лиственное, хвойное — Спичечный кряж осиновый — Щепа технологическая хвойная Добрый день! Компания INTERLASER реализует лазерные и фрезерные станки, комплектующие к ним.
https://www.youtube.com/watch?v=qsh9uhEkpjc
11.11.2022 – Представляем вашему вниманию инструкцию по охране труда для станочника деревообрабатывающих станков. Инструкция включает пять глав: 1) общие требования по охране труда; 2) требования по охране труда перед началом работы; 3) требования по охране труда при выполнении работы; 4) требования по охране труда по окончании работы; 5) требования по охране труда в аварийных ситуациях.