Содержание
- Нефть, Газ и Энергетика
- Монтаж и эксплуатация противовыбросового оборудования
- Инструкция по монтажу и эксплуатации противовыбросового оборудования при освоении и ремонте скважин
- Подготовительные работы к монтажу ПВО.
- Схемы обвязки устья скважины
- Монтаж ПВО.
- Эксплуатация
- Запрещается:
- Нефть, Газ и Энергетика
- Проведение опрессовки противовыбросового оборудования
- П. НЕОБХОДИМОЕ ОБОРУДОВАНИЕ
- Опрессовка превентора
- Назначение и конструктивные особенности
- Технология гидравлических испытаний
- Давление опрессовки
Нефть, Газ и Энергетика
Блог о добычи нефти и газа, разработка и переработка и подготовка нефти и газа, тексты, статьи и литература, все посвящено углеводородам
Монтаж и эксплуатация противовыбросового оборудования
Инструкция по монтажу и эксплуатации противовыбросового оборудования при освоении и ремонте скважин
1.1. Монтаж противовыбросового оборудования должен производится в соответствии со схемой обвязки устья скважины, которая определяется из геолого-технических условий; технической документацией (технический паспорт, технические условия или инструкция по эксплуатации); соответствующих правил; схем и ГОСТов при освоении, текущем и капитальном ремонте и в соответствии с положениями настоящей инструкции. Выбранная схема должна быть указана в плане работ на ремонт (освоение) скважины.
1.2. В процессе работ допускается переход от одной схемы обвязки устья скважины противовыбросовым оборудованием к другой. Все изменения должны указываться в плане работ.
1.3. К работе по монтажу и эксплуатации допускаются работники, прошедшие подготовку по курсу “Контроль скважины. Управление скважиной при ГНВП”.
1.4. Устьевое оборудование и превентора должны собираться из узлов и деталей заводского изготовления, должны иметь паспорта и быть опрессованы на пробное давление.
1.5. Периодичность проверки ПВО в условиях базы— гидравлическая опрессовка на рабочее давление-через 6 месяцев. Дефектоскопия –один раз в год. После проведения проверки составляется акт.
1.6. Устье скважины с установленным ПВО, должно быть обвязано с доливной емкостью.
1.7. При температуре воздуха ниже –10 о С превентора должны быть обеспечены обогревом.
1.8. Для подъема превенторов на высоту должны использоваться стропы соответсвующей грузоподъемности (вес ПВО указывается в техническом паспорте), прошедшие испытание и имеющие соответсвующую маркировку.
Подготовительные работы к монтажу ПВО.
2.1. Произвести планировку территории вокруг скважины для предотвращения возможных разливов технологических жидкостей.
2.2. Провести инструктаж с членами бригадами по безопасному ведению работ с записью в журнале.
2.3. Смонтировать подъемник и рабочую площадку согласно технических условий и требований ОТ и ТБ.
2.4. Собрать и подготовить к работе линии обвязки (выкидные и глушения) для закачки технологических жидкостей в скважину и сброса флюида коллектор.
2.5. Проверить центровку мачты относительно устья скважины.
2.6. Перед демонтажем фонтанной арматуры необходимо убедиться в отсутствии избыточного давления в трубном и межтрубном пространствах скважины.
2.7. Подготовить запорную компоновку (или аварийную трубу с шаровым краном), опрессованную на рабочее давление ПВО. Наружный диаметр дистанционного патрубка запорной компоновки или аварийной трубы должен соответствовать типоразмеру трубных плашек превентора. При использовании разно размерных труб обязательно наличие переходного переводника. Произвести визуальный осмотр. Запорная компоновка должна быть чистой, без снега и льда, не иметь вмятин, трещин и т.п.. Полировка уплотнительной головки УГУ-2, входящей в состав запорной компоновки, не должна иметь вмятин, задиров, трещин.
Запорная компоновка должна находится на рабочей площадке, иметь свободный доступ к ней и защищена от попадания грязи и брызгов.
Подготовить противыбросовое оборудование, очистить фланцы и канавки фланцевых соединений, произвести визуальный осмотр. Корпус превентора не должен иметь вмятин, задиров, трещин. Штоки штурвалов не должны быть погнуты и свободно вращаться.
Схемы обвязки устья скважины
3.1.Схема обвязки устья скважин №1
Схема применяется при работах на скважинах с пластовым давлением, не превышающем гидростатическое, когда сохраняется возможность нефтегазопроявления.
3.1.1 При работе с универсальным герметизатором устья (УГУ-2) для предотвращения нефтегазопроявления через трубы должна применяться запорная компоновка, представленная на схеме (поз.8), к которой предъявляются следующие
— шаровой кран запорной компоновки должен находиться в открытом положении.
— закрытие шарового крана производится после закрытия плашечных затворов.
— длина дистанционного патрубка должна быть определена с расчетом , чтобы круговой паз герметизирующей муфты был на уровне затвора (в случае отсутствия центратора).
3.1.2. При работах, связанных со сменой электроцентробежных насосов, на площадке должно находиться устройство для рубки кабеля. Рубка кабеля в случае нефтегазопроявления должна быть произведена в непосредственной близости от клямсы.
3.1.3. При монтаже по схеме №1 для того, чтобы предотвратить работы по демонтажу АПР при возникновении ГНВП рекомендуется применять УГУ-2-140.
3.2. Схема обвязки устья скважины №2
Схема применяется при работах, связанных с освоением, капитальным и текущим ремонтом скважин с пластовым давлением, равным и превышающим гидростатическое.
3.2.1. Компоновка противовыбросового оборудования содержит один превентор, оборудованный плашками под диаметр применяемых бурильных или насосно-компрессорных труб.
3.2.2. При работах, связанных со сменой электроцентробежных насосов, на площадке должно находиться устройство для рубки кабеля. Рубка кабеля в случае нефтегазопроявления должна быть произведена в непосредственной близости от клямсы.
3.2.3. Специально для скважин с ЭЦН возможно применение трубно-кабельного превентора заводского изготовления, исключающего рубку кабеля при нефтегазопроявлении (только при использовании кабеля плоского сечения типа КППБПС).
3.2.4. Управление превентором производится непосредственно на устье скважины. Рабочая площадка должна обеспечивать удобный и беспрепятственный доступ к штурвалам превентора.
3.3. Схема обвязки устья скважины №3
Схема применяется при перфорации, воздействии на пласт ПГД и других работах, связанных со спуском геофизического кабеля, при работе на газовых скважинах, скважинах с газовым фактором более 200м 3 / м 3
3.3.1. Данная схема является комбинированной, предусматривающей работу по подъему и спуску НКТ и бурильных труб по схеме №2.
Перед началом геофизических работ скважина должна быть оборудована по схеме №3, после чего производится проверка на герметичность монтажа с составлением акта. После окончания геофизических работ оборудование устья скважины противовыбросовым оборудованием должно быть приведено в соответствие со схемой №2.
3.3.2. Компоновка противовыбросового оборудования должна содержать два
превентора. Нижний превентор оборудуется глухими плашками, верхний превентор — плашками под диаметр применяемых бурильных или насосно-компрессорных труб. Превентор с трубными плашками оборудуется дистанционным управлением.
Монтаж ПВО.
4.1 Демонтировать фонтанную арматуру, проверить состояние уплотнительных колец и канавок фланцевых соединений.
4.2 При работе по схеме 1 на крестовину (или через переходную катушку) монтируется уплотнительная головка. Герметизирующая муфта входит в состав запорной компоновки и должна находится на рабочей площадке.
4.3. При выборе схемы №2 превентор с трубными плашками монтируется на крестовину (или через переходную катушку). Плашки должны соответствовать диаметру дистанционного патрубка запорной компоновки.
4.4. При выборе схемы обвязки ПВО с двумя превенторами сначала монтируется превентор с глухими плашками, на него устанавливается превентор с трубными плашками. При этом превентор с трубными плашками оборудуется дистанционным управлением посредством тяг длиной не менее 10м, выполненных из труб диаметром 73мм. Перед штурвалами должна быть информация о направлении вращения и количестве оборотов для закрытия –открытия превентора и метки показывающие полное открытие и закрытие плашек превентора.
4.5. Допускается по согласованию с противофонтанной службой для проведения прострелочно-взрывных работ в колонне с последующим демонтажем установка верхнего превентора с глухими плашками и продолжения работ с одним превентором (кроме скважин 1-ой категории). В этом случае повторная опрессовка оставшегося в обвязке превентора не требуется.
4.6. Профиль уплотнительных колец фланцев должен соответствовать профилю канавок на фланцах фонтанной арматуры и противовыбросового оборудования. Кольца и канавки должны быть очищены быть очищены от льда и грязи и при установке ПВО плотно входить друг в друга.
4.7. Присоединение ПВО к крестовине фонтанной арматуры производится на все шпильки, при этом гайки должны быть навернуты так, чтобы после наворота гайки на шпильке оставалось 2-3 витка резьбы. Затяжка их производится крест-накрест.
4.8. После монтажа противовыбросового оборудования скважина опрессовывается технической водой на максимально ожидаемое давление, но не выше давления опрессовки эксплуатационной колонны.
4.9. После монтажа противовыбросового оборудования на скважине с перфорированной или негерметичной колонной ПВО опрессовывается на давление не менее3,0 МПа. Давление опрессовки определяется, исходя из технического состояния и приемистости скважины и указывается в плане работ.
4.10. Результаты опрессовки оформляются актом.
Эксплуатация
5.1. Должен быть обеспечен свободный доступ к устью скважины для обслуживания ПВО.
5.2. Перед началом смены необходимо проводить проверку затяжки фланцевых соединений и контроль технического состояния подвижных элементов (проверка на легкость открытия-закрытия). Результаты проверки необходимо занести в журнал проверки оборудования. Не реже одного раза в декаду производится контрольная проверка противовыбросового оборудования мастером бригады. Результаты проверки заносятся в журнал проверки оборудования.
5.3. При необходимости замены плашек следует руководствоваться рекомендациями завода – изготовителя, отраженными в паспорте на превентор. Работы производятся под руководством специалиста – механика по противовыбросовому оборудованию.
5.4. После замены плашек или узлов превентора непосредственно на устье скважины необходимо превенторную установку опрессовать на давление опрессовки колонны (п.2.9.16 ПБ НГП) или в соответствии с п. 4.8 настоящей инструкции.
5.5. Периодичность проверки плашечных превенторов :
— гидравлическая опрессовка — через каждые 6 месяцев
— дефектоскопия — один раз в год.
Запрещается:
Ø Производить удары по корпусу ПВО с целью очистки поверхности от грязи и льда.
Ø Проводить сварочно-ремонтные работы соединительных швов на корпусе;
Ø Обогревать элементы превентора открытым огнем.
Ø Расхаживать или вращать колонну насосно-компрессорных труб или бурильных труб, не допускается нагрузка на плашки более 20т.
Источник
Нефть, Газ и Энергетика
Блог о добычи нефти и газа, разработка и переработка и подготовка нефти и газа, тексты, статьи и литература, все посвящено углеводородам
Проведение опрессовки противовыбросового оборудования
на проведение опрессовки противовыбросового
оборудования на скважинах газовых месторождений.
1.1. Данный регламент имеет целью установить порядок ведения работ по опресовке противовыбросового оборудования, установленного на устье скважины со спущенной технической колонной, с использованием инертного газа или сжатого воздуха.
1.2. Является планом работ для бригады капитального ремонта скважин по опрессовке ПВО на скважинах газовых месторождений.
П. НЕОБХОДИМОЕ ОБОРУДОВАНИЕ
2.1. Цементировочный агрегат ЦА-320М — 1ед.
2.2. Компрессор передвижной СД-9 — 1 ед.
Ш. ПОРЯДОК ВЕДЕНИЯ РАБОТ.
3.1. Перед началом работ ознакомить членов бригады капитального ремонта скважин с данным регламентом.
3.2. После монтажа ПВО на устье соединить с колонной НКТ запорную компановку.
3.3. Соединить нагнетательной линией цементировочный агрегат ЦА-320М с запорной компановкой.
3.4. Промыть ствол скважины до чистой воды.
3.5. Закрыть плашечный превентор.
3.6. Произвести опрессовку ПВО при закрытых затрубных задвижках устьевой арматуры.
3.7. Стравить давление в нагнетательной линии ЦА-320М.
3.8. Произвести снижение уровня компрессором через затрубное пространство при закрытых трубных плашках и открытой задвижке запорной компановки с отбором жидкости в емкость долива.
Необходимо объем жидксоти при отборе в емкость:
— для э/колонны 5” — 1,25м3
— для э/колонны 6” — 1,80м3
3.9. Закрыть задвижку запорной компановки.
3.10. Произвести опрессовку ПВО сжатым воздухом.
3.11. Стравить давление воздуха.
3.12. Промыть скважину до чистой воды.
3.13. Данные опрессовки оформить актом.
3.14. Превентор с глухими плашками опрессовывается в следующей последовательности:
а) перед подъемом последних 100м НКТ произвести снижение уровня компрессором через затрубное пространство при закрытых трубных плашках и открытой задвижке запорной компановки с отбором жидкости в емкость долива.
Необходимый объем жидкости при отборе в емкость:
— для э/колонны 5” — 1,25м3
— для э/колонны 6” — 1.80м3
б) поднимают оставшиеся 100м НКТ;
в) закрывают превентор с глухими плашками;
г) цементировочный агрегат соединяют через нагнетательную линию с затрубной задвижкой устьевой арматуры;
д) производится опрессовка на заднное давление;
е) стравливается давление в нагнетательной линии через ЦА-320М;
ж) данные опрессовки оформит ь актом.
15. Ответственный за выполнение данного регламента — мастер бригады капитального ремонта скважин или освоения.
Источник
Опрессовка превентора
Выполняется опрессовка превентора в заводских и полевых условиях на специальных стендах и при помощи пакеров, соответственно. Без специального акта о проведенных гидравлических испытаниях этого узла противовыбросового оборудования превентор не допускается к эксплуатации.

Назначение и конструктивные особенности
Превенторный блок является главным элементом комплекта противовыбросового оборудования (ПВО или ОП в различной технической документации). В него входит один или несколько превенторов плашечного, универсального или вращающегося типа. Превентор обеспечивает герметичность устья, предотвращая открытое фонтанирование, не контролируемый выброс воды, газа, нефти из пласта.
Поскольку в процессе бурения в стволе скважины могут находиться бурильные трубы, различный инструмент, производиться технологические операции спуска/подъема, вращения, расхаживания, используются различные плашки или превенторы не одинаковой конструкции:
- трубные плашки – используются при наличии неподвижной колонны бурильных труб в стволе;
- глухие плашки – герметизируют устье в отсутствие труб;
- срезающие плашки – обрезают колонну труб, герметизируют устье над ней;
- гидравлические плашки – более мощный аналог срезающей оснастки, перекусывающий трубы, и удерживающий их на весу;
- плашечный превентор – используется в комплекте с указанной сменной оснасткой;

- кольцевой превентор – универсальная конструкция уплотнительного узла позволяет герметизировать любые части бурильной колонны;

- роторный герметизатор – вращающийся превентор разработан для герметизации вращающейся колонны бурильных труб.

В первый раз опрессовка превентора осуществляется производителем на заводе. Поскольку акт гидравлических испытаний входит в комплект документации ОП. Далее возможны варианты:
- после установки превентора на устье и каждые 6 месяцев его эксплуатации гидроиспытания выполняются непосредственно на устье скважины;
- во время ремонта превентор отправляют на базу производственного обслуживания БПО, опрессовка производится на стенде внутри ее цехов.
Дополнительно гидроиспытания осуществляются перед особо ответственными технологическими операциями бурения, освоения скважины, например, разбуриванием цементного стакана, вскрытием пласта.
Технология гидравлических испытаний
В условиях завода или на стенде базы БПО опрессовка превентора выполняется по следующей схеме:
- оборудование устанавливается на ответный фланец крестовины трубной головки;
- внутреннее пространство заполняется рабочей жидкостью;
- срезающие, глухие или трубные плашки закрываются в ручном или гидравлическом режиме;
- внутри превентора нагнетается пробное давление по нормативам ГОСТ.
На устье скважины гидравлические испытания превентора выполняются комплексно:
- в ствол опускается один или несколько пакеров в зависимости от назначения скважины (буровая, нагнетательная, эксплуатационная) для отсечки ее верхней части от нефтеносного горизонта;
- наружные поверхности превентора очищаются от нефтепродуктов, льда, грязи;
- визуальным осмотром выявляется отсутствие механических повреждений и дефектов корпуса;
- качество перемещения плашек проверяется вращением штурвалов ручного привода с пульта;
- внешним осмотром выявляется соответствие диаметра превенторных плашек и их уплотнительных элементов аналогичному размеру штанг ПМШ или рабочей трубы;
- плашки превентора закрываются вращением штурвала по часовой стрелке;
- шаровой кран запорной компоновки закрывается вращением по часовой стрелке;
- на устьевой арматуре закрывается одна задвижка;
- к оставшейся второй открытой задвижке подключается линия цементировочного агрегата;
- внутри системы давление поднимается до проектного значения, выдерживается в течение 10 минут.
Удовлетворительным результатом гидравлического испытания считается потеря давления в течение расчетного времени, не более, чем на 0,5 МПа.
Давление опрессовки
Согласно требованиям ГОСТ 13862 на противовыбросовое оборудование опрессовка превентора при его изготовлении выполняется на пробное давление в зависимости от номинального диаметра ствола ОП и его рабочего давления:
Источник
ООО СПЕЦИАЛЬНОЕ ПРОЕКТНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО НЕФТЯНОГО И ГАЗОВОГО МАШИНОСТРОЕНИЯ СПКТБ «НЕФТЕГАЗМАШ»
|
УТВЕРЖДАЮ |
|
Директор ООО «СПКТБ Нефтегазмаш» |
|
______________ М.П.Семашко |
ПРЕВЕНТОР ПЛАШЕЧНО-ШИБЕРНЫЙ ППШР-2ФТ-152х21
Технические условия на капитальный ремонт
УК 39-459-2009
|
Технический директор |
|
_____________ С.А.Юнусов |
ВВЕДЕНИЕ
Настоящие технические условия (далее — УК) распространяются на капитальный ремонт (далее — ремонт) превентора плашечно-шиберного ППШР-2ФТ-152х21 (далее — превентора).
Превентор предназначен для герметизации устья нефтяных и газовых скважин в процессе их строительства и ремонта с целью обеспечения безопасного ведения работ, предупреждения выбросов и открытых фонтанов, охраны недр и окружающей среды.
Превентор герметизирует:
— устье скважины с колонной НКТ трубными плашками;
— устье скважины без колонны НКТ шиберной пластиной.
УК являются основным техническим документом для производства капитального ремонта превенторов на предприятиях нефтегазодобывающей отрасли, производящих ремонт и эксплуатирующих отремонтированное оборудование.
Общий вид превентора приведен на рисунке 1.
1 — Корпус;
2 — крышка;
3 — винт; 4 — шибер; 5 — уплотнение шибера; 6 — уплотнение верхнее и нижнее плашки; 7 — корпус плашки; 8 — болт с гайкой крышек; 9 — Уплотнение крышки; 10 — крышка; 11 — винт; 12 — стакан; 13 — рукоятка; 14 — толкатель; 15 — кольцо, защитное кольцо; 16 — болт; 17 — ступица; 18 — винт; 19 — ползун; 20 — гайка; 21 — шпонка; 22 — защитное кольцо; 23 — положение фиксации ползуном вставки (2…6); 24 — выход колонны труб НКТ; 25 — штифт; 26 — крышка
Рисунок 1 — Превентор плашечно-шиберный ППШР-2ФТ-152×21
УК разработаны на основе:
— конструкторской документации;
— «Методики расчета исполнительных размеров сопряжения деталей при капитальном ремонте бурового и нефтепромыслового оборудования»;
— опыта ремонта аналогичных изделий на ремонтных предприятиях;
— изучения материалов исследования неисправностей оборудования, поступившего на капитальный ремонт.
УК состоят из двух частей:
— часть I «Общие технические требования»;
— часть II «Специальные требования к составным частям».
ЧАСТЬ I
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1 Сдача превентора в ремонт, производство ремонта, выдача из ремонта должны производиться в соответствии с требованиями настоящих УК и условий договора на ремонт.
1.2 Правила приемки в ремонт
1.2.1 Превентор принимается в ремонт представителем отдела технического контроля ремонтного предприятия путем наружного осмотра, проверкой поступивших с превентором документов (приложение А) и составлением акта на сдачу в капитальный ремонт (приложение Б), в котором должны указываться техническое состояние превентора, обнаруженные дефекты и соответствие его комплектности ведомости комплектации (приложение В) или согласно спецификации конструкторской документации.
В случае обнаружения некомплектности исполнитель обязан в пятидневный срок известить заказчика, а заказчик в месячный срок со дня получения извещения доукомплектовать превентор.
1.2.2 На сдаваемом в ремонт превенторе не должно быть деталей, отремонтированных способом, исключающим возможность их последующего использования или ремонта.
1.2.3 Допускается:
— сдавать превентор с составными частями различной конструкции в пределах конструктивных изменений, принятых предприятием-изготовителем за период выпуска;
— отсутствие отдельных крепежных деталей в количестве не более 10% от количества, предусмотренного конструкцией.
1.2.4 Превентор, сдаваемый в ремонт, должен быть:
— очищен от загрязнений;
— предохранен от механических и других повреждений при транспортировании на ремонтное предприятие.
1.2.5 В случае установления исполнителем технической невозможности производства ремонта превентора, исполнитель обязан уведомить об этом заказчика, а заказчик обязан в месячный срок после получения известия распорядиться изделием. При непоступлении от заказчика указаний, исполнитель (ремонтное предприятие) составляет акт о списании превентора и направляет заказчику.
1.2.6 Указания о порядке, способах и сроках хранения принятого в ремонт превентора устанавливаются договорными обязательствами.
1.3 Подготовка к дефектации и ремонту
1.3.1 Разборка, мойка и подготовка превентора к дефектации и ремонту должны производиться на специализированных рабочих местах и производственных участках ремонтного предприятия в соответствии с технологическими процессами, утвержденными в установленном порядке.
1.3.2 Детали и сборочные единицы, поступившие на дефектацию и ремонт, должны быть тщательно вымыты и очищены от коррозии.
1.3.3 Дефектация деталей и сборочных единиц должна производиться в соответствии с требованиями настоящих УК.
1.3.4 При дефектации превентора ремонтным предприятием должна составляться ведомость отбракованных, годных без ремонта и требующих ремонта деталей и сборочных единиц (приложение Г).
1.4 Требования к ремонту деталей и неразъемных соединений
1.4.1 Ремонт превентора должен производиться на специализированных рабочих местах и производственных участках в соответствии с технологическими процессами, утвержденными в установленном порядке.
1.4.2 Материалы, изделия покупные и поставленные в порядке кооперации, должны иметь документацию завода-изготовителя, подтверждающую их соответствие требованиям стандартов, технических условий или конструкторской документации на их изготовление.
1.4.3 Детали, бывшие в эксплуатации и используемые при ремонте повторно без восстановления, а также все новые и восстановленные детали, должны быть приняты отделом технического контроля ремонтного предприятия в соответствии с требованиями чертежей и настоящих УК.
1.4.4 Допускаются временные отклонения от требований чертежей:
— замена марок материалов, указанных в чертежах, марками, не ухудшающими качества изделия;
— замена видов заготовок (поковок, отливки и т.д.) заготовками, не ухудшающими качества изделий.
Решение о замене принимается техническим советом и утверждается главным инженером ремонтного предприятия.
1.4.5 В процессе приемки деталей и сборочных единиц должны проверяться:
— размеры — измерением при помощи универсального и специального измерительного инструмента;
— отсутствие заусенцев, забоин, вмятин, надрывов и других повреждений после механической обработки — внешним осмотром;
— шероховатость обработанных поверхностей по ГОСТ 2789 — профилометром по ГОСТ 19300 или сравнением с образцами шероховатости по ГОСТ 9378;
— твердость поверхностей вновь изготовленных и восстановленных деталей после термической обработки по методу Роквелла ГОСТ 9013, по методу Супер-Роквелла ГОСТ 22975 и по методу Бринелля по ГОСТ 9012 — прибором по ГОСТ 23677;
— качество сварных соединений — внешним осмотром, измерением и неразрушающими методами контроля (НК) по ГОСТ 3242.
1.4.6 Неуказанные предельные отклонения линейных размеров обработанных поверхностей должны соответствовать 14 квалитету и классу точности «средний» по ГОСТ 25670*.
1.4.7 Допуски расположения осей отверстий для крепежных деталей должны соответствовать ГОСТ 14140.
1.4.8 Все метрические резьбы, поля допусков которых не указаны в чертежах, должны выполняться с полями допусков по ГОСТ 16093* 7Н — для гаек, 8 g — для болтов. Сбег резьб — по ГОСТ 10549.
Резьба на деталях должна быть чистой и не иметь заусенцев, сорванных ниток, вмятин и других дефектов.
1.4.9 Основные типы и конструктивные элементы швов сварных соединений деталей, отремонтированных сваркой, должны соответствовать ГОСТ 5264, ГОСТ 14771 или ГОСТ 8713.
1.4.10 Сварка и наплавка сборочных единиц и деталей должны производиться электродами Э-60 и Э-70 по ГОСТ 9467, проволокой наплавочной по ГОСТ 10543 или проволокой сварочной по ГОСТ 2246 согласно конструкторской документации и технологическим процессам.
1.4.11 Материалы, обработанные давлением (прокатанные, кованные, выдавленные, волоченные и другие), не должны иметь раковин, рыхлот, расслоений, трещин, неметаллических включений и других дефектов.
1.4.12 Сборочные единицы, имеющие в сопряжении детали с неподвижными посадками, не требующие по УК замены (запрессованные втулки, шпильки и другие детали), разборке не подлежат, за исключением случаев, когда это требуется по условиям ремонта. Если сборочное соединение подлежит разборке, то весь износ (за счет распрессовывания) следует относить к одной детали, так как другая, сопрягаемая с ней деталь, должна быть восстановлена или изготовлена вновь с учетом сохранения характера посадки.
1.4.13 В картах дефектации УК приведены рекомендуемые способы восстановления деталей.
Выбор способа восстановления деталей производится в зависимости от технических возможностей ремонтного предприятия, допускается применение плазменного и газопламенного напыления, лазерного упрочнения и других, не указанных в УК прогрессивных методов восстановления деталей, если они освоены предприятием и гарантируют высокое качество ремонта.
1.4.14 При ремонте превентора разрешается использовать оборотный фонд обезличенных деталей и сборочных единиц, имеющихся на ремонтном предприятии.
2 ТРЕБОВАНИЯ К СОБРАННОМУ ИЗДЕЛИЮ
2.1 Отремонтированный превентор должен соответствовать требованиям конструкторской документации и настоящих УК.
2.2 Техническая характеристика превентора приведена в таблице 1.
Таблица 1
|
Параметры и характеристики |
ППШР-2ФТ-152х21 |
|
Условный проход, мм |
152 |
|
Рабочее давление, МПа (кгс/см ) |
21 (210) |
|
Пробное испытательное давление корпуса, МПа |
42 |
|
Условный диаметр уплотняемых НКТ, мм |
60-114 |
|
Допустимая осевая нагрузка, кН (т) |
|
|
— веса колонны на плашки, |
600 (60) |
|
— от давления скважины |
600 (60) |
|
Привод трубных плашек и шиберной пластины |
ручной, винтовой |
|
Возможность дистанционного управления |
есть |
|
Количество штурвалов |
3 |
|
Рабочий интервал температур |
от — 40 °С до +100 °С |
|
Соответствует требованиям ГОСТ 13862-90 «Оборудование противовыбросовое» тип К |
для рабочей среды с содержанием — 0% и содержанием — 6% |
|
Габаритные размеры, мм: |
|
|
— длина |
810 |
|
— высота |
670 |
|
— ширина |
555 |
|
Комплект технологических инструментов |
п.2.7 |
|
Масса превентора, кг |
600 |
2.3 Все резьбовые соединения превентора должны быть надежно закреплены и равномерно затянуты без перекоса и деформации сопрягаемых деталей.
2.4 Плашки, шибер и ползуны должны перемещаться на всю длину рабочего хода без заеданий.
2.5 У плашек должно быть только два положения «Открыто» и «Закрыто».
2.6 Момент затяжки гаек на крышках приводов шибера и плашек должен быть в диапазоне 80-100 Н·м. Момент затяжки гаек механизма фиксации герметизирующих вставок 500 Н.м, после затяжки гайки ППОМ-156х21.013 прихватить электросваркой по лыскам с корпусом превентора.
2.7 Комплект инструментов для работы с превентором состоит из сменных герметизирующих вставок, крепежных, герметизирующих элементов и вспомогательных приспособлений.
2.7.1 Центратор — служит для предохранения конической поверхности стволовой части превентора от повреждения при проведении спуско-подъемных операций.
2.7.2 Шаровой кран — используется для герметизации устья скважины с трубной подвеской — запорную компоновку с шаровым краном навинчивают на колонну НКТ, сводят трубные плашки превентора на дистанционном патрубке, затем при помощи рукоятки закрывают шаровой затвор.
2.7.3 Вставка N 2 — (рисунок 1 п.23 — контурной линией) — устанавливается после установки шарового затвора в открытом положении, к вставке подсоединяется подъемный патрубок сверху под размер трубного элеватора и резьбовой ниппель снизу под размер поднимаемых НКТ. Штурвалы располагается в зоне действия оператора. Вставка N 2 закрепляется в конусном отверстии превентора синхронным вращением двух рукояток ползунов по часовой стрелке.
2.7.4 Вставка N 3 — используется при монтаже линии нагнетания с запорным органом (например с краном шаровым, выдерживающим давление 21 МПа) от промывочного агрегата к вертлюгу для труб с квадратным сечением. Последовательность работ с вставкой N 3:
а) на крестовину фонтанной арматуры устья скважины устанавливается превентор и монтируют механический ротор типа Р-200, устанавливается вставка N 3 на трубу квадратного сечения, заполняется полость вставки N 3 маслом — 200 см
, закрывается и скрепляется болтами;
б) соединяется нижний переводник с колонной бурильных труб;
в) перемещается вставка N 3 до упора в конусное отверстие превентора, при этом бобышки ориентируются между ползунами основания;
г) синхронным вращением двух рукояток ползунов фиксируется положение вставки N 3;
Вставка N 3 обеспечивает герметизацию устья скважины в статическом состоянии до величины давления 21 МПа.
2.7.5 Вставка N 4 — позволяет проводить промывочные операции с продвижением НКТ:
а) монтируется линия нагнетания от промывочного агрегата к вертлюгу с запорным органом (шаровым краном);
б) устанавливается вставка N 4 на НКТ, подвешенной на элеваторе, соединяется НКТ с трубной подвеской, удаляется спайдер и опускается вставка N 4 в конусное отверстие превентора;
в) синхронно вращаются две противоположные рукоятки и ползунами фиксируется положение вставки N 4;
г) проводятся промывочные операции с продвижением НКТ.
2.7.6 Вставка N 5 (состоит из двух половин) и позволяет проводить подъемные работы:
а) устанавливается манжета без вставки на конец НКТ;
б) две половины вставки разводятся в стороны и сбоку наводятся на манжету;
в) синхронно вращаются две рукоятки ползунов основания превентора и фиксируется положение вставки N 5;
г) производятся подъемные работы при установленной в превенторе вставке N 5.
2.7.7 Вставка N 6 используется при спуске в скважину снаряда (прибора):
а) после спуска прибора в скважину на необходимую глубину, вставка раскрывается на шарнире при помощи рукояток и смыкается вокруг геофизического кабеля;
б) вставка N 6 устанавливается в конусное основание превентора и фиксируется ползунами;
в) вращением регулировочных гаек вставки N 6, путем сжатия уплотнения кабеля, кабель герметизируется;
г) вставкой N 6 можно произвести герметизацию устья скважины при установке имитатора вместо кабеля.
3 КОНТРОЛЬНЫЕ ИСПЫТАНИЯ И ПРИЕМКА ПОСЛЕ РЕМОНТА
3.1 Отремонтированный превентор должен быть принят отделом технического контроля по результатам наружного осмотра, проверки работоспособности и испытаний.
3.2 Стенд для испытаний должен иметь свидетельство об аттестации в соответствии с ГОСТ 24555-81* и признан годным для проведения гидроиспытаний по программе испытаний.
3.3 Гидроиспытания производятся на технической воде или масле типа «индустриальное» И-20 ГОСТ 20799-75*. Температура окружающей среды от +16 °С до +26 °С.
3.4 При наружном осмотре превентора проверяется:
— внешний вид и качество сборки;
— надежность крепления деталей;
— наличие и надежность стопорения соединений.
3.5 Поступающие на сборку корпус превентора и крышки должны быть предварительно испытаны на прочность двойным рабочим давлением в следующем порядке:
— превентор, без корпуса плашек и без шибера, нижним фланцем установить на посадочном фланце стенда со штуцером для подсоединения стенда.
— залить внутреннюю полость корпуса превентора испытательной жидкостью до верха.
— на верхний фланец превентора закрепить глухую вставку стенда ползунами 19 (рисунок 1) механизма фиксации вставок.
— поднять давление в превенторе до
42 МПа (начиная с 21 МПа давление поднимать ступенчато, через 5 МПа). Выдержать 10 минут.
3.5.1 Пропуски по резьбам, потение, потёки не допускаются.
3.5.2 При наличии пропусков через уплотнительные элементы превентора, резьбы давление снять, заменить неисправные элементы, собрать вновь и повторить испытания.
3.5.3 При наличии пропусков через микротрещины давление снять, превентор демонтировать и после осмотра отправить на ремонт.
3.5.4 Корпус и крышки, работающие под давлением, считаются выдержавшими испытание на прочность пробным давлением, если:
а) не обнаружены трещины, сколы, необратимая деформация;
б) не обнаружены пропуски, потёки, потения.
3.6 Проверка работоспособности превентора
Проверке подвергаются все подвижные и сопрягаемые элементы превентора путем опробования их взаимодействия вручную с визуальным контролем взаимодействия.
Все подвижные детали должны вращаться плавно, без рывков и заедания, сопрягаемые детали должны устанавливаться без перекосов и заклинивания.
3.7 Отремонтированный превентор должен быть подвергнут гидроиспытаниям давлением 21 МПа:
— на герметичность шиберной пластины;
— на герметичность трубных плашек;
— на герметичность вставок и шарового крана.
3.7.1 Подготовка оборудования к гидроиспытанию должна предусматривать:
— оснащение напорной линии опрессовочного насоса манометром с пределом измерений 50-60 МПа;
— подключение к фланцу стенда линии нагнетания от опрессовочного насоса с запорным вентилем и монтаж дренажной линии для сброса давления и опорожнения оборудования;
— изготовление цилиндрических цельнометаллических имитаторов НКТ длиною 400 мм с шероховатостью поверхности класса Ra-3,2 (на одном конце стержня с цилиндрическим уступом с диаметром, соответствующим муфте НКТ, и высотой 30 мм), имитаторы квадратных труб
* 65 и
80 мм и глухого фланца — заглушки.
3.7.2 Порядок проведения гидравлических испытаний на герметичность шиберной пластины следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— заполняется внутренняя полость водой (маслом) до полного удаления воздушных пузырей;
— вращением штурвала по часовой стрелке на 16-17 оборотов выдвигается шиберная пластина. Нагрузка на штурвал не должна превышать 100 кг. Контроль закрытия осуществляется по проточке на винте привода;
— поднимается давление до 21 МПа, отключается насос и перекрывается линия нагнетания запорным вентилем;
— в течение 10 минут наблюдается показание манометра давления и отмечаются места утечек (если такие имеются). Падение давления за 10 минут от 21 МПа до 20 МПа следует считать нормальным, а испытание удовлетворительным;
— при наличии утечек испытание прекращается, причина утечек устраняется, затем испытания возобновляются.
3.7.3 Порядок проведения гидравлических испытаний трубных плашек с имитаторами НКТ следующий:
— наполняется внутренняя полость водой (маслом) до полного удаления воздушных пузырей;
— при полностью разведенных плашках устанавливается имитатор опорным буртом снизу трубных плашек, чтобы стержень своим диаметром оказался в зоне действия плашек (вместо имитатора НКТ можно использовать шаровой кран 1КШ-50х21 с патрубком, патрубок одним концом вворачивается в шаровой кран, а на второй конец накручивается муфта), кран должен быть в открытом положении;
— заполняется внутренняя полость водой (маслом) наливом сверху и переводятся плашки в центральную зону оборудования до полного их смыкания вокруг цилиндрического имитатора. Максимальный момент при затягивании плашек составляет 50 кг·м;
— после обжатия плашками доливается вода до уровня верха шара шарового крана, и он переводится в положение «Закрыто»;
— поднимается давление до 21 МПа, останавливается насос, перекрывается линия нагнетания и производится наблюдение за показаниями манометра и местами утечек; при снижении давления за 10 минут от 21 МПа до 20 МПа испытание считается удовлетворительным;
— при падении давления без видимых утечек через уплотнительные элементы, необходимо устранить негерметичность в линии нагнетания, затем продолжить испытания.
3.7.4 Порядок гидроиспытания ползунов верхнего фланца превентора (привода фиксации вставок) следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— заполняется внутренняя полость водой (маслом) до полного удаления воздушных пузырей;
— на верхний фланец превентора через прокладку устанавливается фланец — заглушка и притягивается при помощи шпилек и гаек М27;
— при помощи гидростенда поднимается давление до 21 МПа;
— перекрывается линия нагнетания, останавливается насос и проводится наблюдение за манометром в течение 10 минут.
При снижении давления за данное время с 21 МПа до 20 МПа испытание считается удовлетворительным. При снижении давления, более указанного, при отсутствии видимых утечек через уплотнительные элементы, необходимо устранить негерметичность и повторить испытания.
3.7.5 Порядок гидроиспытания вставки N 2 следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— вращением рукояток ползунов против часовой стрелки перемещаются винтовые упоры внутрь корпуса за контуры конусного отверстия;
— в рабочий паз под электрокабель резиновой манжеты вставки N 2 вставляется соответствующая пробка и закрывается сегмент;
— вставка N 2 устанавливается в конусное отверстие корпуса, перемещается сверху вниз в вертикальном направлении, ориентируя расположение кабельного паза вне зоны действия винтовых упоров (шаровой затвор должен быть в положении «открыто»), при этом торец вставки не доходит до торца верхнего фланца корпуса на 10 мм;
— прилагается осевая нагрузка в 100-150 кг на вставку, торец вставки при этом приближается к торцу корпуса до 5-7 мм;
— при неснятом усилии рукоятки винтовых упоров вращаются синхронно по часовой стрелке на 5-6 оборотов (несовмещение торцов вставки и поверхности фланца корпуса должно быть при этом в пределах 1 мм);
— переводится шаровой затвор в положение «закрыто»;
— поднимается давление до 21 МПа;
— перекрывается линия нагнетания, останавливается опрессовочный насос и проводится наблюдение за показанием манометра.
Если в течение 5 минут не наблюдается падение давления, стрелка манометра не отклоняется от цифры 21 МПа, испытание считается удовлетворительным. Если стрелка манометра указывает на падение давления, а видимых утечек через уплотнительные элементы не наблюдается, необходимо устранить негерметичности в линии нагнетании жидкости и повторить испытание.
По завершению испытания вставка N 2 извлекается из корпуса, для чего давление сбрасывается до атмосферного, винтовые упоры ползунов перемещаются внутрь корпуса, вставка освобождается от фиксации, включается опрессовочный насос, давлением жидкости вставка N 2 выводится из контакта с конусной поверхностью корпуса, шаровой кран переводится в положение «открыто» и вручную извлекается вставка N 2.
Примечание. Порядок опрессовки вставки N 2 с фрагментом электрокабеля аналогичен описанному выше.
3.7.6 Порядок испытания вставки N 3 следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— вращением рукояток ползунов против часовой стрелки перемещаются винтовые упоры внутрь корпуса за контуры конусного отверстия;
— на имитатор квадратной трубы соответствующего типоразмера устанавливается манжета с соответствующим квадратным отверстием;
— заполняется внутренняя полость вставки N 3 гидравлической жидкостью через заливные отверстия;
— устанавливается вставка N 3 на имитатор квадратной трубы и закрепляется манжета разрезной шайбой с помощью болтов;
— на имитаторе квадратной трубы закрепляется опорная втулка и вместе со вставкой N 3 устанавливается в конусное отверстие корпуса, при этом упорную бобышку (помеченную красным цветом) необходимо расположить между винтовых упоров;
— вращением винтовых упоров, синхронно по часовой стрелке на пять-шесть оборотов каждый, фиксируется вставка в корпусе;
— при помощи гидростенда поднимается давление до 21 МПа;
— перекрывается линия нагнетания, останавливается опрессовочный насос и наблюдается показание манометра.
Если в течение 5 минут не наблюдается падение давления 21 МПа, то данное испытание считается удовлетворительным.
Если стрелка манометра указывает на падение давления, а видимых утечек через уплотнительные элементы не наблюдается, то необходимо устранить негерметичность в линии нагнетания жидкости и затем повторить испытание.
Снижается давление в магистрали до 5 МПа и осуществляется вращение имитатора с частотой 1 оборот в секунду. Вращение при давлении 5 МПа проводится в течение 3 минут, при необходимости подкачивается гидрожидкость для поддерживания давления до стабилизации работы уплотнителей в динамике вращения. Период стабилизации может быть более продолжительным, так как необходима приработка (притирка) трущихся пар — в течение всего этого периода подкачивается жидкость и поддерживается давление 5 МПа.
Опрессовка в режиме вращения считается достаточной, если падения давления не произошло в течение 3 минут.
По завершении испытания давление сбрасывается до атмосферного и извлекается вставка, для чего:
— винтовые упоры перемещаются внутрь конуса корпуса, освобождается вставка от фиксации;
— давлением опрессовочного стенда вставка выталкивается из конусного отверстия и извлекается.
3.7.7 Порядок испытания вставки N 4 следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— вращением рукояток ползунов против часовой стрелки перемещаются винтовые упоры внутрь корпуса за контуры конусного отверстия;
— вставка N 4 устанавливается в конусное отверстие корпуса перемещением сверху вниз в вертикальном направлении;
— вращением винтовых упоров, синхронно по часовой стрелке на пять-шесть оборотов каждый, фиксируется вставка в корпусе;
— заполняется внутренняя полость гидрожидкостью до расположения винтовых упоров (ползунов).
— вставляется в центральное отверстие манжеты имитатор гладкой трубы НКТ соответствующего размера, выступом вверх, и фиксируется для восприятия осевой нагрузки снизу-вверх глухим фланцем-заглушкой;
— при помощи гидростенда поднимается давление до 21 МПа;
— перекрывается линия нагнетания, останавливается опрессовочный насос и проводится наблюдение за показаниями манометра.
Если в течение 5 минут не наблюдается падение давления 21 МПа, то испытание считается удовлетворительным. Если стрелка манометра указывает на падение давления, а видимых утечек через уплотнительные элементы не наблюдается, необходимо устранить негерметичность в линии нагнетания жидкости, затем операции испытания повторить.
По завершении гидроиспытаний вставка извлекается из корпуса, для чего:
— сбрасывается давление до атмосферного;
— винтовые упоры перемещаются внутрь конуса корпуса, освобождается вставка от фиксации;
— освобождается имитатор гладкой трубы НКТ от осевой фиксации, включается опрессовочный насос и давлением жидкости вставка выводится из контакта с конусной поверхностью;
— извлекается вставка N 4 из корпуса.
3.7.8 Порядок гидроиспытания вставки N 6 следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— отворачиваются регулировочные гайки вставки до упора против часовой стрелки;
— испытание производится с использованием имитатора кабеля, так как конструкция кабеля не позволит оценить герметичность вставки;
— устанавливается во вставку имитатор кабеля;
— устанавливается вставка в конус корпуса таким образом, чтобы ползуны корпуса находились напротив регулировочных гаек вставки;
— вращением рукояток ползунов превентора, на 5-6 оборотов по часовой стрелке, фиксируется вставка в верхнем фланце превентора;
— синхронным вращением по часовой стрелке (2-4 оборота) регулировочных гаек поджимается уплотнитель вставки усилием 20 кг·м;
— включается опрессовочный насос и поднимается давление до 21 МПа;
— производится выдержка в течение 5 минут.
Пропуски по имитатору кабеля не допускаются.
При наличии пропусков давление сбрасывается и подтягиваются регулировочные гайки с моментом затяжки до 50 кг·м.
При неприведении вышеуказанных действий к положительному результату, изделие повторно отправляется на ремонт или отбраковывается.
3.7.9 Порядок гидроиспытания шарового крана 1КШ-50х21 следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— собирается запорная компоновка с шаровым краном 1КШ-50х21, состоящая из самого крана, подъемного и дистанционного патрубков для совместной опрессовки с превентором;
— снизу на дистанционный патрубок накручивается муфта НКТ;
— располагая муфту ниже зоны действия трубных плашек, смыкаются плашки превентора на дистанционном патрубке (усилие на штурвале превентора не должно превышать 50 кг·м);
— заполняется внутренняя полость через шаровый затвор гидрожидкостью, не доливая до верхнего края торцов крана на 20-50 мм;
— шаровый затвор переводится в положение «закрыто»;
— при помощи гидростенда поднимается давление до 21 МПа;
— перекрывается линия нагнетания, останавливается опрессовочный насос и проводится наблюдение за показанием манометра.
Если в течение 5 минут не наблюдалось падение давления от 21 МПа, то испытание считается удовлетворительным. Если стрелка манометра указывает на падение давления, а видимых утечек через уплотнительные элементы не наблюдается, необходимо устранить негерметичность в линии нагнетания жидкости и затем повторить испытание.
По завершению испытаний шаровый затвор переводится в положение «Открыто», разводятся трубные плашки превентора до упора и извлекается запорная компоновка из превентора.
3.8 По завершении испытаний производится продувка полостей превентора и комплекта испытываемых инструментов сжатым воздухом и консервация рабочих поверхностей консистентной смазкой.
3.9 Все дефекты, обнаруженные в процессе приемки и контрольных испытаний, подлежат устранению, после чего превентор предъявляется к сдаче вновь. Объем и время повторных испытаний устанавливаются начальником отдела технического контроля ремонтного предприятия.
3.10 Результаты проверки и испытаний должны быть оформлены отделом технического контроля ремонтного предприятия в виде акта и занесены в паспорт (формуляр).
3.11 Представителю заказчика предоставляется право присутствовать при приемке и испытаниях превентора.
3.12 Отремонтированный и прошедший испытания превентор пломбируется согласно чертежу.
4 ПОКРЫТИЯ, СМАЗКА И КОНСЕРВАЦИЯ
4.1 Все поверхности сборочных единиц и деталей превентора, за исключением тех, для которых предусмотрены другие виды покрытий, должны быть окрашены согласно требованиям конструкторской документации.
4.1.1 Подготовка поверхностей перед окрашиванием должна производиться по ГОСТ 9.402* и технической документации ремонтного предприятия.
4.1.2 Качество покрытия по внешнему виду должно соответствовать III классу по ГОСТ 9.032 и группе условий эксплуатации УХЛ1 по ГОСТ 9.104.
4.1.3 Окрашивание должно производиться эмалью ПФ-115 по ГОСТ 6465. Цвет окраски — красный.
Допускается применение эмалей других марок, качество которых не ниже указанных.
4.2 Трущиеся поверхности подвижных соединений перед сборкой должны быть смазаны консистентной смазкой типа Литол-24 ГОСТ 21150.
4.3 Консервация превентора должна производиться в соответствии с требованиями ГОСТ 9.014 по варианту временной противокоррозионной защиты ВЗ-4 путем нанесения консервационного покрытия или пластической смазки только на металлические поверхности.
4.3.1 Срок временной противокоррозионной защиты без переконсервации — один год.
При хранении превентора свыше срока действия консервации заказчиком должна производиться переконсервация.
5 КОМПЛЕКТНОСТЬ
5.1 Превентор, выпускаемый из ремонта, должен быть укомплектован сборочными единицами и деталями в пределах конструктивных изменений согласно ведомости комплектации (приложение В) или спецификации конструкторской документации.
5.2 При выпуске превентора из ремонта ремонтное предприятие должно прилагать к отремонтированному изделию документы, перечисленные в приложении А.
6 МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1 К отремонтированному превентору должна быть прикреплена табличка по ГОСТ 12969 и ГОСТ 12971, содержащая:
— наименование или шифр изделия;
— ремонтный номер;
— дату испытания;
— дату выпуска из ремонта (месяц, год).
6.1.1 Надпись на табличке должна выполняться травлением, ударным или электроискровым способами.
Примечание — Маркировка завода-изготовителя должна быть сохранена.
6.2 Превентор, упакованный в тару, транспортируется любым видом транспорта в соответствии с требованиями нормативных документов, правил, инструкций, действующих в соответствующих ведомствах.
Упаковка должна обеспечивать сохранность превентора при транспортировке и хранении.
6.2.1 Документация, отправляемая с превентором, должна быть вложена во влагонепроницаемый пакет из полиэтиленовой пленки по ГОСТ 10354 и привязана шпагатом к превентору.
6.2.2 При отправке железнодорожным, морским или речным транспортом на отправляемый превентор должна быть прикреплена бирка, изготовленная из фанеры или металла.
Транспортная маркировка груза — по ГОСТ 14192.
При отправке превентора самовывозом допускается бирку не прикреплять.
6.3 Условия хранения и транспортирования превентора — Ж2 по ГОСТ 15150.
7 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ПРОИЗВОДСТВЕННОЙ САНИТАРИИ
7.1 Разборка, сборка, ремонт и испытание превентора должны производиться в соответствии с действующими и утвержденными на ремонтном предприятии инструкциями по безопасному ведению работ, разработанными в соответствии с требованиями ГОСТ 12.3.002 и «Правила безопасности в нефтяной и газовой промышленности» ПБ 08-624-03, утвержденным Постановлением Госгортехнадзора России 5 июня 2003 года N 56, а также другими нормативными документами.
7.2 Контроль методами дефектоскопии должен производиться с соблюдением «Правил эксплуатации электроустановок потребителей», утвержденных приказом Минэнерго России от 13 января 2003 года N 6 и «Межотраслевых правил по охране труда (правила безопасности) при эксплуатации электроустановок» ПОТ РМ-016-2001 (РД 153-34.0-03.150-00), утвержденных приказом Минэнерго России 27 декабря 2000 года N 163.
7.3 Сварка, наплавка и резка металлов при ремонте превентора должны производиться в соответствии с ГОСТ 12.3.003 и СП 1009-73 «Санитарные правила при сварке, наплавке и резке металлов», утвержденными Министерством здравоохранения.
7.4 Окрашивание превентора должно производиться в соответствии с требованиями ГОСТ 12.3.005.
7.5. Работы по металлопокрытиям, при восстановлении деталей превентора, должны производиться в соответствии с ГОСТ 12.3.008.
7.6 Консервация превентора должна производиться с соблюдением требований ГОСТ 9.014.
7.7 Содержание производственных рабочих мест должно соответствовать общим требованиям «Инструкции по санитарному содержанию помещения и оборудования производственных предприятий», утвержденной Главным санитарно-эпидемиологическим управлением приказом Госкомсанэпиднадзора от 31.12.66 г. N 658-66.
При ремонте превентора необходимо соблюдать следующие требования по технике безопасности и промышленной санитарии:
1) к работе по ремонту превентора допускаются лица, прошедшие медицинское освидетельствование и не имеющие противопоказаний к работе, знающие правила применения средств защиты и оказания доврачебной помощи пострадавшим, прошедшие обучение, инструктаж в установленном объеме, стажировку на конкретном рабочем месте и сдавшие экзамен на допуск к самостоятельной работе в установленном порядке.
Проверка знаний у рабочих должна проводиться ежегодно, у руководителей и специалистов — не реже одного раза в три года;
2) уровень квалификации персонала, выполняющего визуальный, измерительный, ультразвуковой и другие виды неразрушающего контроля, должен соответствовать аттестационным требованиям по конкретным методам неразрушающего контроля;
3) перед допуском к проведению визуального и измерительного контроля работники, участвующие в его выполнении, должны пройти соответствующий инструктаж по технике безопасности с регистрацией в специальном журнале;
4) при выполнении визуального и измерительного контроля в стесненных условиях и на высоте специалисты должны пройти дополнительный инструктаж по технике безопасности;
5) к работе с ультразвуковыми источниками допускаются лица не моложе 18 лет, прошедшие соответствующий курс обучения и инструктаж по технике безопасности;
6) при пользовании ультразвуковыми приборами и аппаратурой промышленного назначения допустимый уровень звукового давления на рабочем месте не должен превышать 94 дБ;
7) предельно допустимая напряженность электромагнитного поля на рабочем месте дефектоскописта не должна превышать в течение рабочего дня по электрической составляющей для частот от 60 КГц до 3 МГц — 50 В/М (ГОСТ 12.2.007.10-87);
участки визуального и инструментального контроля, независимо от наличия естественного освещения, должны быть оборудованы искусственным освещением, в том числе розетками переменного тока для подключения переносных осветительных приборов.
9) освещенность контролируемых поверхностей должна быть не менее 300 лк;
10) предельно допустимые уровни контакта ультразвука для персонала, работающего на ультразвуковых установках, не должны превышать по уровню виброскорости 105 дБ;
11) персонал, подвергающийся в процессе работы воздействию контакта ультразвука, подлежит периодическим медицинским осмотрам в соответствии с приказом Минздрава России N 90 от 14.03.1996 г*.;
12) лица, проводящие магнитный контроль, должны носить защитные каски, пользоваться спецодеждой, применяемой при работе на предприятии;
13) обеспечить участки и зоны работ дефектоскопических приборов и аппаратуры, испытательного оборудования средствами коллективной защиты, персонала — средствами индивидуальной защиты от пожара;
14) не допускать или максимально ограничить количество размещения или хранения пожароопасных веществ и материалов в зоне эксплуатации аппаратуры и приборов неразрушающего контроля, гидроиспытания превенторов.
7.8 Испытательные работы должны проводиться в соответствии с ГОСТ 12.2.086-83* «Гидроприводы объемные и системы смазочные. Общие требования безопасности к монтажу, испытаниям и эксплуатации».
7.9 Работу с испытательным стендом должен проводить персонал, ознакомленный с обслуживанием, эксплуатацией и устройством стенда и превентора, правилами безопасности при эксплуатации средств испытаний, инструкциями, прилагаемыми к соответствующему виду оборудования.
7.10 Погрузочно-разгрузочные работы, производимые при приемке превентора в ремонт, производстве ремонта и отправке из ремонта должны производиться в соответствии с требованиями ГОСТ 12.3.009.
7.11 Размещение и крепление превентора на подвижном составе, при транспортировании железнодорожным транспортом, должны производиться в соответствии с требованиями «Технических условий погрузки и крепления грузов», МПС, а также чертежами и схемами погрузки и крепления грузов, утвержденными грузовым отделом железной дороги.
8 ГАРАНТИИ
8.1 Ремонтное предприятие гарантирует соответствие отремонтированного превентора требованиям конструкторской документации и настоящих УК.
8.2 Послеремонтный гарантийный срок устанавливается 6 месяцев со дня ввода превентора в эксплуатацию, но не более 12 месяцев со дня отправки с ремонтного предприятия, при соблюдении потребителем условий хранения, транспортирования, монтажа, эксплуатации и выполнении регламентных работ.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Перечень документов, прилагаемых к изделию
1 Документы заказчика, прилагаемые при сдаче в ремонт:
— паспорт (формуляр) с данными по эксплуатации и ремонту;
— справка (акт) о техническом состоянии;
— аварийный акт, если изделие направляется в ремонт в результате аварии;
— сопроводительное письмо.
2 Документы, прилагаемые при выдаче изделия из ремонта:
— паспорт (формуляр) с отметкой о проведении ремонта;
— акт дефектоскопии (приложение Д);
— акт о выдаче изделия из ремонта (приложение Ж);
— акт приемо-сдаточных испытаний (приложение Е);
— ведомость комплектации (приложение В).
Примечание — Допускается вместо акта о выдаче изделия из ремонта и акта приемо-сдаточных испытаний выполнять соответствующие записи в паспорте (формуляре) изделия за подписью главного инженера и начальника ОТК.
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
Акт
на сдачу в капитальный ремонт
|
(наименование изделия) |
|||||||||||||||||
|
» |
» |
20 |
г. |
||||||||||||||
|
Настоящий акт составлен представителем |
|||||||||||||||||
|
(наименование ремонтного предприятия исполнителя) |
|||||||||||||||||
|
(должность, фамилия) |
|||||||||||||||||
|
с одной стороны, и представителем |
|||||||||||||||||
|
(наименование предприятия, |
|||||||||||||||||
|
организации заказчика, должность и фамилия) |
|||||||||||||||||
|
с другой стороны в том, что произведена сдача в капитальный ремонт |
|||||||||||||||||
|
(наименование, номер, год выпуска изделия) |
|||||||||||||||||
|
паспорт N |
формуляр N |
||||||||||||||||
|
наработка с начала эксплуатации или от последнего капитального ремонта |
|||||||||||||||||
|
(мото-часы, километры пробега и т.п.) |
|||||||||||||||||
|
Техническое состояние и комплектность |
|||||||||||||||||
|
(наименование изделия) |
|||||||||||||||||
|
соответствует |
|||||||||||||||||
|
(номер аварийного или технического акта) |
|||||||||||||||||
|
Заключение |
|||||||||||||||||
|
(наименование изделия и состав комплектности) |
|||||||||||||||||
|
в капитальный ремонт принят |
|||||||||||||||||
|
(дата приемки) |
|||||||||||||||||
|
не принят |
|||||||||||||||||
|
(указать причины отказа приемки в ремонт) |
|||||||||||||||||
|
Представитель ремонтного предприятия |
|||||||||||||||||
|
(подпись) |
|||||||||||||||||
|
Представитель заказчика |
|||||||||||||||||
|
(подпись) |
|||||||||||||||||
|
М.П. ремонтного предприятия |
ПРИЛОЖЕНИЕ В
(рекомендуемое)
Ведомость комплектации
|
Наименование |
Обозначение ООО Шадринский завод транспортного машиностроения |
Обозначение «Техноцентр» г.Тюмень |
Коли- чество, шт. |
|
Корпус |
ППШР-2ФТ-152х21.001 |
ППШР-2ФТ-152х21.001 |
1 |
|
Механизм фиксации герметизирующих вставок |
|||
|
Ползун |
ППШР-013 |
КГОМ.102 |
2 |
|
Корпус плашки |
ПТ-156х21.301М |
ППС-152х21.501-02 |
2 |
|
Шпонка |
ППОМ-156х21.012 |
КГОМ.104 |
2 |
|
Гайка |
ППОМ-156х21.013 |
КГОМ.105 |
2 |
|
Винт |
ППШР-015 |
КГОМ.106 |
2 |
|
Механизм привода плашки |
|||
|
Крышка (привода плашек)* |
ППОМ-156х21.002 |
ППШР-152х21.201 |
2 |
|
Стакан |
ППОМ-156х21.008 |
ППШР-152х21.202 |
2 |
|
Толкатель |
ППОМ-156х21.004 |
ППШР-152х21.204 |
2 |
|
Винт (привода плашки)* |
ППОМ-156х21.005 |
ППС-152х21.205 |
2 |
|
Ограничитель |
ППС-152х21.206 |
ППС-152х21.206 |
6 |
|
Кольцо защитное |
ППОМ-156х21.007 |
ППС-152х21.207 |
2 |
|
Болт |
Р-104 |
М12х25 ГОСТ 7805-70 |
4 |
|
Механизм привода шибера |
|||
|
Шибер |
ППШР-156х21.017 |
ППШР-152х21.002 |
1 |
|
Крышка (привода шибера)* |
ППШР-156х21.002 |
ППШР-152х21.301 |
1 |
|
Стакан |
ППШР-020 |
ППШР-152х21.302 |
1 |
|
Винт (привода шибера)* |
ППШР-21 |
ППШР-152-21.303 |
1 |
|
Болт |
Р-104 |
М12х25 ГОСТ 7805-70 |
|
|
Сменные части |
|||
|
Рукоятка |
Р-100СБ |
3 |
|
|
Штурвал |
ШТ-320СБ |
ППШР-152х21.400 |
3 |
|
Кардан |
К-400СБ |
ППС-400 |
3 |
|
Гайка М27 |
ППОМ-152х21.019 |
ГОСТ 28919-91 |
24 |
|
Шпилька М27х210 |
ГОСТ 28919-91 |
12 |
|
|
Корпус плашки глухой |
ПТ-156х21.301 |
ППС-152х21.501 |
|
|
Корпус плашки НКТ 60 |
ПТ-156х21.301-01 |
ППС-152х21.501-01 |
|
|
Корпус плашки НКТ 89 |
ПТ-156х21.301-03 |
ППС-152х21.501-03 |
_________________
* Наименование с учетом содержания скобок — для деталей ООО «Техноцентр» г.Тюмень.
Примечание. Ведомость комплектации носит рекомендательный характер и может изменяться по соглашению Заказчика и Исполнителя ремонта.
ПРИЛОЖЕНИЕ Г
(рекомендуемое)
Ведомость дефектации
|
НА РЕМОНТ |
|||||||||
|
(наименование или номер изделия) |
|||||||||
|
ЗАКАЗЧИК |
|||||||||
|
(наименование организации заказчика) |
|||||||||
|
Наименование детали (сборочной единицы) |
Обозначение детали (сборочной единицы) |
Обнаруженный дефект, его размеры, мм |
Заключение |
||||||
|
Представитель ОТК |
|||||||||
|
(подпись) |
|||||||||
|
Дефектовщик |
|||||||||
|
(подпись) |
ПРИЛОЖЕНИЕ Д
(рекомендуемое)
Акт дефектоскопии
|
от » |
» |
20 |
г. регистрационный N |
|||||||||||
|
(наименование предприятия, где проводилась проверка) |
||||||||||||||
|
О проверке: |
||||||||||||||
|
(наименование оборудования, деталей) |
||||||||||||||
|
— в полевых условиях — в мастерских (базах) |
||||||||||||||
|
Метод неразрушающего контроля |
||||||||||||||
|
Тип прибора |
||||||||||||||
|
Оператор |
Удостоверение N |
|||||||||||||
|
(и.о.фамилия) |
||||||||||||||
|
Заводской (инвентарный) номер проверенного оборудования |
||||||||||||||
|
Эскиз |
Результаты проверки: |
|||||||||||||
|
Дефектоскопическая лаборатория |
||||||||||||||
|
(подпись) |
||||||||||||||
|
Копию акта получил |
||||||||||||||
|
(и.о.фамилия) |
(подпись) |
ПРИЛОЖЕНИЕ Е
(обязательное)
Акт
приемо-сдаточных испытаний
|
» |
» |
20 |
г. |
|||||||||||||||||
|
(наименование изделия) |
(наименование ремонтного предприятия) |
|||||||||||||||||||
|
Основные параметры и размеры: |
||||||||||||||||||||
|
1 |
||||||||||||||||||||
|
2 |
||||||||||||||||||||
|
3 |
||||||||||||||||||||
|
4 |
||||||||||||||||||||
|
5 |
||||||||||||||||||||
|
6 |
||||||||||||||||||||
|
7 |
||||||||||||||||||||
|
(наименование изделия) |
||||||||||||||||||||
|
отремонтировано, испытано, полностью укомплектовано, опломбировано, соответствует техническим условиям на капитальный ремонт |
||||||||||||||||||||
|
УК |
и признано годным к эксплуатации с |
|||||||||||||||||||
|
гарантийным сроком работы. |
||||||||||||||||||||
|
(ненужное зачеркнуть) |
||||||||||||||||||||
|
Начальник цеха |
Начальник ОТК |
|||||||||||||||||||
|
(подпись) |
(подпись) |
|||||||||||||||||||
|
принято в склад готовой продукции |
||||||||||||||||||||
|
(наименование изделия) |
||||||||||||||||||||
|
Начальник склада |
||||||||||||||||||||
|
(подпись) |
||||||||||||||||||||
|
» |
» |
20 |
г. |
ПРИЛОЖЕНИЕ Ж
(рекомендуемое)
Акт
о выдаче изделия из ремонта
|
» |
» |
20 |
г. |
|||||||||||||||||
|
(наименование изделия) |
||||||||||||||||||||
|
Настоящий акт составлен представителем |
||||||||||||||||||||
|
(наименование предприятия заказчика) |
||||||||||||||||||||
|
(должность, фамилия) |
||||||||||||||||||||
|
действующего на основании доверенности N |
||||||||||||||||||||
|
от » |
» |
20 |
г. с одной стороны, и представителем |
|||||||||||||||||
|
(наименование ремонтного предприятия) |
||||||||||||||||||||
|
с другой стороны в том, что произведена выдача из капитального |
||||||||||||||||||||
|
ремонта |
||||||||||||||||||||
|
(наименование изделия) |
||||||||||||||||||||
|
Заключение: |
признано годным |
|||||||||||||||||||
|
(наименование изделия) |
||||||||||||||||||||
|
к эксплуатации и выдано из капитального ремонта. |
||||||||||||||||||||
|
М.П. |
Начальник ОТК |
|||||||||||||||||||
|
ОТК |
(подпись) |
|||||||||||||||||||
|
принял представитель заказчика |
||||||||||||||||||||
|
(наименование изделия) |
||||||||||||||||||||
|
(подпись) |
||||||||||||||||||||
|
сдал представитель ремонтного |
||||||||||||||||||||
|
(наименование изделия) |
предприятия |
|||||||||||||||||||
|
(подпись) |
||||||||||||||||||||
|
М.П. ремонтного предприятия |
ПРИЛОЖЕНИЕ И
(справочное)
Перечень
стандартов и технической документации, используемой при разработке настоящих УК
|
1 |
ГОСТ 2.602-95 |
ЕСКД. Ремонтные документы |
|
2 |
ГОСТ 2.105-95 |
ЕСКД. Общие требования к текстовым документам |
|
3 |
ГОСТ 8.417-81* |
ГСИ. Единицы физических величин |
ПРИЛОЖЕНИЕ К
(справочное)
Нормативные ссылки
|
Обозначение стандарта |
Наименование стандарта |
|
ГОСТ 9.014-78 |
ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования |
|
ГОСТ 9.032-74 |
ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения |
|
ГОСТ 9.104-79 |
ЕСЗКС. Покрытия лакокрасочные. Группы условий эксплуатации |
|
ГОСТ 9.402-80 |
ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием |
|
ГОСТ 12.3.002-75 |
ССБТ. Процессы производственные. Общие требования безопасности |
|
ГОСТ 12.3.003-86 |
ССБТ. Работы электросварочные. Требования безопасности |
|
ГОСТ 12.3.005-75 |
ССБТ. Работы окрасочные. Общие требования безопасности |
|
ГОСТ 12.3.008-75 |
ССБТ. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности |
|
ГОСТ 12.3.009-76 |
ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности |
|
ГОСТ 1033-79 |
Смазка, солидол жировой. Технические условия |
|
ГОСТ 2246-70 |
Проволока стальная сварочная. Технические условия |
|
ГОСТ 2789-73 |
Шероховатость поверхности. Параметры и характеристики |
|
ГОСТ 3242-79 |
Соединения сварные. Методы контроля качества |
|
ГОСТ 5264-80 |
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
|
ГОСТ 6465-76 |
Эмали ПФ-115. Технические условия |
|
ГОСТ 8713-79 |
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры |
|
ГОСТ 9012-59 |
Металлы. Метод измерения твердости по Бринеллю |
|
ГОСТ 9013-59 |
Металлы. Метод измерения твердости по Роквеллу |
|
ГОСТ 9378-93 |
Образцы шероховатости поверхности (сравнения). Общие технические условия |
|
ГОСТ 9467-75 |
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы |
|
ГОСТ 10354-82 |
Пленка полиэтиленовая. Технические условия |
|
ГОСТ 10543-98 |
Проволока стальная наплавочная. Технические условия |
|
ГОСТ 10549-80 |
Выход резьбы. Сбеги, недорезы, проточки и фаски |
|
ГОСТ 12969-67 |
Таблички для машин и приборов. Технические требования |
|
ГОСТ 12971-67 |
Таблички прямоугольные для машин и приборов. Размеры |
|
ГОСТ 14140-81 |
Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей |
|
ГОСТ 14192-96 |
Маркировка грузов |
|
ГОСТ 14771-76 |
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры |
|
ГОСТ 15150-69 |
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды |
|
ГОСТ 16093-81 |
Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором |
|
ГОСТ 19300-86 |
Средства измерения шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры |
|
ГОСТ 22975-78 |
Металлы и сплавы. Метод измерения твердости по Роквеллу при малых нагрузках (по Супер-Роквеллу) |
|
ГОСТ 23677-79 |
Твердомеры для металлов. Общие технические требования |
|
ГОСТ 25670-83 |
Основные нормы взаимозаменяемости. Предельные отклонения размеров с неуказанными допусками |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в документе |
N докум. |
Входящий N сопрово- дительного документа и дата |
Под- пись |
Дата |
|||
|
изме- ненных |
заме- ненных |
новых |
аннули- рованных |
||||||
Часть II
СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ К СОСТАВНЫМ ЧАСТЯМ
1 ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1 В разделе «Требования на дефектацию деталей и сборочных единиц общего назначения» приводятся данные, необходимые для оценки технического состояния крепежных деталей, подшипников и прокладок.
1.2 В картах технических требований на дефектацию приводятся следующие данные:
— возможные дефекты;
— способы и средства контроля;
— допустимые размеры без ремонта;
— рекомендуемые способы восстановления и ремонтные размеры.
1.3 Детали и сборочные единицы должны быть проверены по всем возможным дефектам на основании данных карт технических требований на дефектацию.
При обнаружении хотя бы одного неисправимого дефекта деталь или сборочная единица должны браковаться и дальнейшая их проверка не производится.
1.4 Дефектация деталей должна производиться измерительным контролем при помощи универсального инструмента, специальных шаблонов, калибров и приспособлений и неразрушающим контролем с использованием специальной аппаратуры и ингредиентов для обнаружения и оценки скрытых дефектов.
1.5 Размеры деталей и сборочных единиц должны контролироваться в сечениях и направлениях наибольшего износа.
1.6 По результатам дефектации детали должны быть рассортированы на следующие группы:
— детали, годные без ремонта, — цвет маркировки зеленый;
— детали, годные только при сопряжении с новыми или восстановленными деталями, — цвет маркировки желтый;
— детали, имеющие хотя бы один неисправимый дефект, — цвет маркировки красный.
1.7 В картах технических требований на дефектацию в графе «Размеры допустимые» над чертой указывается размер детали в сопряжении с новой или восстановленной деталью; под чертой — допустимый размер в сопряжении с деталью, бывшей в эксплуатации.
1.8 Если при дефектации установлено, что размер детали не вышел за пределы, указанные в графе «Размеры допустимые», то данная деталь должна маркироваться как годная без ремонта.
В том случае, когда действительный размер детали выйдет за пределы величин, указанных в графе «Размеры допустимые», то данная деталь должна восстанавливаться или браковаться в соответствии с указаниями, приведенными в графе «Рекомендуемые способы восстановления», а также деталь может восстанавливаться по освоенным прогрессивным технологиям в соответствии с техническими возможностями предприятия.
1.9 Если деталь или сборочная единица подлежит обработке до ремонтного размера, то соответственно должна быть обработана или вновь изготовлена сопрягаемая деталь.
1.10 Если в картах технических требований на дефектацию не указаны технические требования к отремонтированной детали, то такая деталь должна соответствовать требованиям конструкторской документации или ремонтных чертежей, разработанных ремонтным предприятием.
2 ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ ОБЩЕГО НАЗНАЧЕНИЯ
2.1 Дефектация болтов, гаек и резьбы деталей
2.1.1 Состояние резьбы должно проверяться внешним осмотром и резьбовыми калибрами.
2.1.2 На резьбе деталей не должно быть смятий, забоин, выкрашиваний, срывов более двух ниток.
2.1.3 Головки болтов и гайки не должны иметь повреждений и износа граней более 0,05
, где
— размер под ключ.
2.1.4 Дефектные резьбы в деталях должны быть восстановлены одним из следующих способов:
— калибровкой резьбы;
— нарезкой резьбы ремонтного размера;
— постановкой резьбовых пробок в отверстиях;
— нарезкой резьб номинального размера в отверстиях, смещенных относительно дефектных.
Решение о способе восстановления резьбы должно приниматься в зависимости от технической возможности ремонтного предприятия и экономической целесообразности.
2.2 Дефектация деталей, имеющих трещины
2.2.1 Трещины на деталях не допускаются, кроме оговоренных особо.
2.3 Дефектация уплотнений и прокладок
2.3.1 При капитальном ремонте обязательной замене подлежат все неметаллические уплотнения и прокладки.
2.4 Перечень деталей, подлежащих обязательной замене, приведен в таблице 1.
Таблица 1 — Перечень деталей, подлежащих обязательной замене
|
Наименование |
Обозначение |
Количество, шт. |
|
Уплотнение шибера |
ППШР-156х21.007 |
2 |
|
Кольцо уплотнительное |
ПМТ2.1-156х21.00.012 |
2 |
|
Кольцо |
ППОМ-156х21.007 |
2 |
|
Уплотнение |
ППШР-156х21.003 |
2 |
|
Кольцо |
ППОМ-156х21.011 |
2 |
|
Кольца |
ГОСТ 9833-73 или ГОСТ 18829-73 |
|
|
032-040-46-2-3 |
2 |
|
|
040-048-46-2-3 |
3 |
|
|
060-068-46-2-3 |
3 |
|
|
Манжета |
1х50х40-1 ГОСТ 14896-84 |
3 |
|
Прокладка |
П45 ГОСТ 28919-91 |
1 |
|
Уплотнение верхнее НКТ-73 |
ПТ-156х21.303СБ |
2 |
|
Уплотнение трубное НКТ-73 |
ПТ-156х21.302СБ |
2 |
|
Уплотнение трубное — для других диаметров труб — соответственно |
Рисунок 1 — Превентор ППШР-2ФТ-152х21.000СБ
|
КАРТА СОПРЯЖЕНИЙ |
Рисунок 1 |
|||||||
|
Сбо- рочная единица |
Превентор ППШР-2ФТ-152х21.000СБ |
|||||||
|
Обозна- чение сопря- жения |
Наиме- нование сопря- гаемых деталей |
Обозначение деталей по чертежу |
Размеры, зазоры, натяги, мм |
|||||
|
по чертежу |
предельно-допустимые без ремонта |
|||||||
|
размеры |
зазор (+) натяг (-) |
зазор (+) натяг (-) |
размер в сопряжении с деталью |
|||||
|
новой |
бывшей в эксплу- атации |
|||||||
|
Б |
Корпус |
ППШР-2ФТ-152х21.001 |
200 |
200,74 |
200,52 |
|||
|
+1,1 |
+1,54 |
|||||||
|
Шибер |
ППШР-156х21.017 |
199,5 |
198,76 |
198,98 |
||||
|
В |
Корпус |
ППШР-2ФТ-152х21.001 |
72 |
72,78 |
72,64 |
|||
|
+0,7 |
+0,98 |
|||||||
|
Корпус плашки |
ПТ-156х21.301М |
72 |
71,52 |
71,66 |
||||
|
Г |
Стакан |
ППОМ-156х21.008 |
40 |
40,122 |
40,092 |
|||
|
+0,151 |
+0,211 |
|||||||
|
Толкатель |
ППОМ-156х21.004 |
40 |
39,851 |
39,881 |
||||
|
Д |
Корпус |
ППШР-2ФТ-152х21.001 |
40 |
40,075 |
40,057 |
|||
|
+0,089 |
+0,125 |
|||||||
|
Ползун |
ППШР-013 |
40 |
39,914 |
39,932 |
||||
|
Е |
Ползун |
ППШР-013 |
10 |
10,84 |
10,67 |
|||
|
+0,86 |
+1,2 |
|||||||
|
Шпонка |
ППОМ-156х21.012 |
10 |
9,3 |
9,47 |
||||
|
И |
Корпус |
ППШР-2ФТ-152х21.001 |
220 |
220,5 |
220,4 |
|||
|
+0,5 |
+0,7 |
|||||||
|
Корпус плашки |
ПТ-156х21.301м |
219,5 |
219,1 |
219,2 |
||||
|
К |
Корпус |
ППШР-2ФТ-152х21.001 |
12 |
12,018 |
— |
|||
|
-0,0 |
-0,0 |
|||||||
|
Штифт |
ППОМ-156х21.016 |
12 |
12,018 |
— |
||||
|
Л |
Крышка |
ППОМ-156х21.002 |
14 |
14,19 |
14,15 |
|||
|
+0,21 |
+0,29 |
|||||||
|
Штифт |
ППОМ-156х21.016 |
14 |
13,827 |
13,867 |
||||
|
М |
Стакан |
ППШР-020 |
40 |
40,09 |
40,064 |
|||
|
+0,128 |
+0,179 |
|||||||
|
Винт |
ППШР-021 |
40 |
38,96 |
38,906 |
||||
|
П |
Втулка |
К-401 |
16,2 |
16,64 |
16,52 |
|||
|
+0,6 |
+0,84 |
|||||||
|
Крестовина |
К-402 |
16 |
15,56 |
15,68 |
||||
|
Р |
Втулка |
К-401 |
12 |
12,143 |
12,093 |
|||
|
Крестовина |
К-402 |
|||||||
|
+0,243 |
+0,343 |
|||||||
|
Ось |
К-403 |
12 |
11,7 |
11,75 |
Рисунок 2 — Корпус ППШР-2ФТ-152-21.001
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 2 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Корпус |
ППШР-2ФТ-152-21.001 |
Сталь 30ХМЛ ГОСТ 977-88 |
187…229 НВ |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 Дефектоскопия Гидроиспытание давлением 42 МПа |
— |
— |
Браковать |
— |
|
|
Риски задиры на привалочных поверхностях |
Осмотр |
— |
— |
Зачистить до устранения дефекта |
— |
|
|
Коррозионный износ стенок корпуса |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 Измерение Ультразвуковой толщиномер |
Утонение стенок не более 5% от номинальной толщины. Площадь коррозионного износа не более 10% от площади поверхности |
— |
Браковать |
— |
|
Обозначение детали или сборочной единицы |
ППШР-2ФТ-152-21.001 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
А |
Износ поверхности по размеру 72 |
Измерение Нутромер НИ 50-100-2 ГОСТ 868-82 |
72,78 72,64 |
Корпус плашки ПТ-156х21.301М |
Наплавить, обработать, выдерживая требования и размеры согласно чертежу |
— |
|
Б, М |
Повреждение или износ ниток резьбы М27-7Н |
Осмотр Измерение Пробка 8221-3101 6Н ГОСТ 17758-72 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
В |
Повреждение или износ ниток резьбы М52х2-7Н |
Осмотр Измерение Пробка 8222-0162 6Н ГОСТ 17759-72 8222-1162 6Н |
— |
Гайка ППОМ-156х21.013 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Г |
Повреждение или износ ниток резьбы М12-7Н |
Осмотр Измерение Пробка 8221-3053 7Н ГОСТ 17758-72 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Д |
Износ поверхности по 40 |
Осмотр Измерение Нутромер 18-50 ГОСТ 9244-82* |
Ползун ППШР-013 |
Изготовить ползун с ремонтным размером |
40,5 |
|
|
Е |
Износ поверхности под шибер по 55±0,1 |
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
55,2 |
Шибер ППШР-156х21.017 |
Изготовить ремонтный шибер |
— |
|
И, Л |
Износ конусной посадочной поверхности под клиновой шибер с конусностью 1:25 |
Измерение Шаблон специальный Щуп-70 N 2 Кл. точности 2 ТУ 2-034-225-87 |
до 1 мм относительно образующей линии |
Шибер ППШР-156х21.017 |
1. Обработать поверхность с сохранением конусности 2. Изготовить ремонтный шибер |
— |
|
К |
Износ поверхности по размеру 220+0,3 |
Измерение Штангенциркуль ШЦII-250-0,05 ГОСТ 166-89 |
220,5 220,4 |
Корпус плашки ПТ-156х21.301м |
Наплавить, обработать, выдерживая требования и размеры согласно чертежу |
— |
|
Н |
Износ конусной поверхности 187 (верхняя часть); 12 ° |
Измерение Шаблон специальный |
188,25 |
Центратор Вставки (технологические) |
Обработать до снижения образующей конусной поверхности на 1 мм с сохранением конуса 12 ° |
— |
|
П |
Смятие, износ канавок 12±0,2 (ширина сверху) х8 (глубина) х23 °±30’ ( профиль с двух сторон) |
Осмотр Измерение Штангенциркуль ШЦI-125-0,1 ГОСТ 166-89 Шаблон специальный (или ответная деталь) |
12,4 7,7, 24° |
Прокладка П 45 ГОСТ 28919-91 |
1. Зачистить, калибровать канавки 2. Заплавить, обработать согласно чертежу |
— |
Рисунок 3 — Ползун ППШР-13
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 3 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Ползун |
ППШР-13 |
Сталь 45 ГОСТ 1050-88 Допускается Сталь 40Х ГОСТ 4315-71* |
40…50 HRC 38…45 HRC |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 Дефектоскопия |
— |
— |
Браковать |
— |
|
|
Б |
Износ поверхности по 40 |
Измерение Микрометр МР50-0,002 ГОСТ 4381-87 |
Корпус ППШР-2ФТ-152х21.001 |
Браковать |
— |
|
|
В |
Повреждение или износ ниток резьбы М30х2-6h LH (левая) |
Осмотр Измерение Кольца 8211-1111-6h LH ГОСТ 17764-72 |
— |
Гайка ППОМ-156х21.103 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППШР-13 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Г |
Износ шпоночного паза по размеру 10 |
Осмотр на смятие канавки Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
10,84 10,67 |
Шпонка ППОМ-156х21.012 |
Обработать шпоночный паз в паре со вторым ползуном и изготовить ремонтные шпонки |
Ремонтный размер 11,5 |
Рисунок 4 — Толкатель ППОМ-156х21.004
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 4 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Толкатель |
ППОМ |
Сталь 40Х ГОСТ 4543-71 |
34…42 HRC |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 Дефектоскопия |
— |
— |
Браковать |
— |
|
|
А |
Износ поверхности по 40 |
Измерение Микрометр МР-50-0,002 ГОСТ 4381-87 |
Стакан ППОМ-156х21.008 |
Браковать |
— |
|
|
Б |
Повреждение или износ ниток резьбы Tr 30х3 LH 8Н |
Осмотр Измерение Калибры-пробки 8225-0525 8Н LH 8225-0646 8Н LH ОСТ 27-72-447-85* |
— |
Винт ППОМ-156х21.005 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
Рисунок 5 — Корпус плашки ПТ-156х21.301М
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 5 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Корпус плашки |
ПМТ2.1-156х21.02.000СБ |
Сталь 40Х ГОСТ 4543-71 |
230…260 НВ |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 Дефектоскопия |
— |
— |
Браковать |
— |
|
|
Б |
Износ поверхности по 28±0,1 |
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
29,0 |
Уплотнение трубное ПТ-156х21.302СБ |
Разделать в ремонтный размер, использовать уплотнение трубное с ремонтным размером, полученным наплавленной арматурой 2 мм |
30 |
|
Обозначение детали или сборочной единицы |
ПМТ2.1-156х21.02.000СБ |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Износ, смятие канавки под уплотнение верхнее R95±0,1 10 (ширина по верху) |
Измерение Калибр специальный |
R95х12,5 |
Уплотнение верхнее ПТ-156х21.303 (НКТ 73) |
Зачистить канавки, калибровать согласно чертежу |
— |
|
Г |
Износ поверхности по размеру 72 , неперпендику- лярность поверхностей стыковочным торцам более 0,016 |
Измерение Микрометр МК-75-2 ГОСТ 6507-90 Индикатор ИЧ 02 кл 1 ГОСТ 577-68 Плита 1-2 250х250 ГОСТ 10905-86 |
71,52 71,66 |
Корпус ППШР-2ФТ-152х21.001 |
Наплавить, обработать согласно чертежу |
— |
|
Д |
Износ по размеру 219,5 |
Измерение Штангенциркуль ШЦII-250-0,05 ГОСТ 166-89 |
219,1 219,2 |
Корпус ППШР-2ФТ-152-21.001 |
Наплавить, обработать согласно чертежу |
— |
Рисунок 6 — Гайка ППОМ-156х21.013
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 6 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Гайка |
ППОМ-156х21.013 |
Сталь 40Х ГОСТ 4543-71 |
28…32 HRC |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Износ граней под ключ 55 |
Измерение Штангенциркуль ШЦI-125-0,1 ГОСТ 166-89 |
54,2 |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Б |
Повреждение или износ ниток резьбы М52х2-6е 3 |
Осмотр Измерение Кольца 8211-0162-6е ГОСТ 17763-72 8211-1162-6у ГОСТ 17764-72 |
— |
Винт ППОМ-156х21.005 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППОМ-156х21.013 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Повреждение или износ ниток резьбы М45х2-6Н |
Осмотр Измерение Пробка 8222-1162 6Н ГОСТ 17760-72 8222-0162 6Н ГОСТ 17759-72 |
— |
Винт ППШР-015 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
Рисунок 7 — Винт ППШР-015
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 7 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Винт |
ППШР-015 |
Сталь 40Х ГОСТ 4543-71 |
28…32 HRC |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Смятие граней, срыв по 27 |
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
26,44 |
Рукоятка Р-100СБ |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Б |
Повреждение или износ ниток резьбы М30х2-6Н LH (левая) |
Осмотр Измерение Пробка 8221-3111 6Н LH ГОСТ 17758-72 |
— |
Ползун ППШР-013 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППОМ-156х21.013 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Повреждение или износ ниток резьбы М10х1-7Н |
Осмотр Измерение Пробка 8221-3046 7Н ГОСТ 17758-72 |
— |
Масленка 1.3 Ц6 ГОСТ 19853-74 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Г |
Повреждение или износ ниток резьбы М45х2-6е |
Осмотр Измерение кольца 8211-0147 6е ГОСТ 17763-72 8211-1147 6е ГОСТ 17764-72 |
— |
Гайка ППОМ-156х21.013 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
Рисунок 8 — Винт ППШР-021
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 8 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Винт |
ППШР-021 |
Сталь 40Х ГОСТ 4543-71 |
28…32 HRC ТВЧ h1…2 50…54 HRC |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 Дефектоскопия |
— |
— |
Браковать |
— |
|
|
Изогнутость винта |
Измерение Индикатор ИЧ02 кл.1 ГОСТ 577-68 |
0,03 |
Шибер ППШР-156х21.017 |
Править, восстановить требования согласно чертежу |
— |
|
|
В, Ж |
Повреждение или износ ниток резьбы специальной 4х3х8 шаг (левый) |
Осмотр Измерение Кольца специальные |
— |
Шибер ППШР-156х21.017 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППШР-021 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Г |
Износ поверхности по 40 |
Измерение Микрометр МР-50-0,002 ГОСТ 4381-87 |
Стакан ППШР-020 |
Браковать |
— |
|
|
Д |
Повреждение или износ ниток резьбы Тг44хЗ-7е |
Осмотр Измерение Калибры-кольца 8215-0546 7е 8215-0646 7е ОСТ 27-72-448-85* |
— |
Стакан ППШР-020 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Е |
Смятие, срыв граней по 27 |
Осмотр Измерение Микрометр МК50-2 ГОСТ 6507-90 |
26,58 |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
Рисунок 9 — Шпонка ППОМ-156х21.012
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 9 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Шпонка |
ППОМ-156х21.012 |
Сталь 45 ГОСТ 1050-88 |
30…40 HRC |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Износ поверхности по 10 |
Измерение Микрометр |
Ползун ППШР-13 |
Браковать |
— |
|
|
Б |
Повреждение или износ ниток резьбы М12-6е |
Осмотр Измерение Кольца 8211-0053 6е ГОСТ 17763-72 8211-1053 6е ГОСТ 17764-72 |
— |
Корпус ППШР-2ФТ-152х21.001 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
В |
Износ, смятие канавки 2 мм под отвертку |
Осмотр |
2,5 |
— |
Зачистить, углубить канавку |
— |
Рисунок 10 — Крышка ППОМ-156х21.002
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 10 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Крышка |
ППОМ-156х21.002 |
Сталь 30ХМЛ ГОСТ 977-88 |
187…229 НВ |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 Гидроиспытание давлением 42 МПа |
— |
— |
Браковать |
— |
|
|
А |
Повреждение или износ ниток резьбы M68х2-6g |
Осмотр Измерение Проба 8222-0202 6g ГОСТ 17759-72 8222-1202 6g ГОСТ 17760-72 |
— |
Стакан ППОМ-156х21.008 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППОМ-156х21.002 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Б |
Износ поверхности 14 |
Измерение Нутромер НИ10-18-2 ГОСТ 868-82 |
Штифт ППОМ-156х21.016 |
Изготовить штифт ремонтного размера |
15 |
|
|
В |
Повреждение или износ ниток резьбы М12-8Н |
Осмотр Измерение Пробка 8221-3053 8Н ГОСТ 17758-72 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
Рисунок 11 — Стакан ППОМ-156х21.008
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 11 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Стакан |
ППОМ-156х21.008 |
Сталь 40Х ГОСТ 4543-71 |
230…280 НВ |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Повреждение или износ ниток резьбы М68х2-7е |
Осмотр Измерение Кольца 8211-0202 7е ГОСТ 17763-72 8211-1202 7е ГОСТ 17764-72 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Б |
Повреждение или износ ниток резьбы К1/8″ ГОСТ 6111-52 |
Осмотр Измерение Калибр 1/8″ р-р 2 ГОСТ 6485-69 |
— |
Масленка 1..3.Ц6 ГОСТ 19853-74 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППОМ-156х21.002 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Повреждение или износ ниток резьбы Tr 44х3-7Н |
Осмотр Измерение Пробка 8225-0646 7Н 8225-0546 7Н ОСТ 27-72-447-85 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Г |
Износ поверхности 40 |
Осмотр Измерение Нутромер 18-50 ГОСТ 9244-75 |
Толкатель ППОМ-156х21.004 |
Браковать |
— |
|
|
Д |
Износ граней под ключ |
Осмотр |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
Рисунок 12 — Винт ППОМ 156х21х005
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 12 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Винт |
ППОМ-156х21.005 |
Сталь 40Х ГОСТ 4543-71 |
230…280 НВ |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
Б |
Повреждение или износ ниток резьбы Tr 30х3 LH-7е |
Осмотр Измерение Калибры-кольца 8215-0525 7е LH 8215-0625 7е LH ОСТ 27-72-448-85 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППОМ 156х21.005 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Повреждение или износ ниток резьбы Tr 44х3-7е |
Осмотр Измерение Калибры-кольца 8215-0546 7е 8215-0646 7е ОСТ 27-72-448-85 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Г, Д |
Износ, смятие граней под ключ 27 10,5 |
Осмотр Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
26 11,3 |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
Рисунок 13 — Шибер ППШР-156х21.017
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 13 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Шибер |
ППШР-156х21.017 |
Сталь 40Х ГОСТ 4543-71 |
37…41 HRC |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения Дефектоскопия |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Повреждение или износ ниток резьбы специальной 4,4х3х8 шаг (левый) |
Осмотр Измерение Калибр специальный |
— |
Винт ППШР-021 |
См.требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Б |
Износ поверхности по 199,5 |
Измерение Микрометр МК-200-2 ГОСТ 6507-90 |
198,76 198,98 |
Корпус ППШР-2ФТ-152х21х001 |
Наплавить, обработать согласно чертежному размеру |
— |
|
Обозначение детали или сборочной единицы |
ППШР-156х21.017 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Износ конусной поверхности 1:125 |
Измерение Калибр специальный Штангенциркуль ШЦI-125-0,1 ГОСТ 166-89 |
1 мм от образующей линии |
ППШР-2ФТ-152х21х001 |
Шлифовать, не допуская выхода за пределы функционирова- ния шибера |
— |
Рисунок 14 — Крышка ППШР-156х21.002
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 14 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Крышка |
ППШР-156х21.002 |
Сталь 45 ГОСТ 1050-88 |
— |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Износ поверхности 14 |
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
14,9 |
Штифт ППОМ-156х21.016 |
Изготовить штифт ремонтного размера |
15,5 |
|
Обозначение детали или сборочной единицы |
ППШР-156х21.002 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Б |
Повреждение или износ ниток резьбы М12-8Н |
Осмотр Измерение Пробка 8221-3052 8Н ГОСТ 17758-72 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
В |
Повреждение или износ ниток резьбы М68х2-8Н |
Осмотр Измерение Пробки 8222-0202 8Н ГОСТ 17759-72 |
— |
Стакан ППШР-020 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
Рисунок 15 — Центратор КГОМ.501
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 15 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Центратор |
КГОМ.501 (НКТ 60); КГОМ.501-01 (НКТ 73); КГОМ.501-02 (НКТ 89); КГОМ.501-03 ( 95); КГОМ.501-04 ( 114) |
Сталь 45 ГОСТ 1050-88 |
— |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Износ поверхности под НКТ |
Измерение Нутромеры ГОСТ 868-82 НИ 50-100-2 НИ 100-160-2 |
НКТ+5 |
НКТ |
Браковать |
— |
|
Обозначение детали или сборочной единицы |
КГОМ.501(НКТ 60); КГОМ.501-01 (НКТ 73); КГОМ.501-02 (НКТ 89); КГОМ.501-03 ( 95); КГОМ.501-04 ( 114) |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Б |
Износ поверхности по конусу — угол 12° |
Осмотр Измерение Микрометр МК 175-2 МК 200-2 ГОСТ 6507-90 Калибр специальный |
до 1 мм от образующей линии |
Корпус ППРШ-2ФТ-152х21.001 |
Шлифовать, сохраняя угол 12° и поверхность под ползуны в рабочем диапазоне |
— |
Рисунок 16 — Стакан ППРШ-020
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 16 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Стакан |
ППШР-020 |
Сталь 40Х ГОСТ 4543-71 |
28…32 HRC |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 Дефектоскопия |
— |
— |
Браковать |
— |
|
|
А |
Износ поверхности по 40 |
Измерение Нутромер 18-50 ГОСТ 9244-75 |
Винт ППШР-021 |
1. Наплавить, обработать согласно чертежу 2. Браковать |
— |
|
|
Б |
Повреждение или износ ниток резьбы М68х2-7е |
Осмотр Измерение Кольца 8211-0202 7е ГОСТ 17763-72 8211-1202 7е ГОСТ 17764-72 |
— |
Корпус ППШР-2ФТ-152х21.001 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППШР-020 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Повреждение или износ ниток резьбы К1/8″ ГОСТ 6111-52 |
Осмотр Измерение Калибр 1/8″ р-р 2 ГОСТ 6485-69 |
— |
Масленка 1.3.Ц6 ГОСТ 19853-74 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Г |
Повреждение или износ ниток резьбы Tr 44х3-7Н |
Осмотр Измерение Калибры — пробки 8525-0546 7Н 8223-0646 7Н ОСТ 27-72-447-85 |
— |
Винт ППШР-021 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
Рисунок 17 — Штифт ППОМ-156х21.016
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 17 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Штифт |
ППОМ-156х21.016 |
Сталь 20 ГОСТ 1050-88 |
— |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Износ поверхности по 14 |
Измерение Микрометр МР 25-0,002 ГОСТ 4381-87 |
Крышки ППОМ-156х21.002 ППШР-156х21.002 |
Браковать |
— |
|
|
Б |
Износ поверхности по 12 |
Измерение Микрометр МР 25-0,002 ГОСТ 4381-87 |
12,018 |
Корпус ППШР-2ФТ-152х21.001 |
Браковать |
— |
Рисунок 18 — Штурвал ШТ-320
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 18 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Штурвал |
ШТ-320СБ |
Сталь 20 ГОСТ 1050 |
— |
3 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
Трещины в сварных швах |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Разделать заварить, зачистить |
— |
|
|
Обломы спиц штурвала |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Разделать, установить новую спицу, заварить, зачистить |
— |
|
Обозначение детали или сборочной единицы |
ШТ-320СБ |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
А |
Повреждение или износ ниток резьбы М12-7Н |
Осмотр Измерение Пробка 8221-3053 7Н ГОСТ 17758-72 |
— |
Болт ППШ-Б-152х21.401 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Б |
Срыв граней под ключ 27 |
Осмотр Штангенциркуль ШЦI-125-0,01 ГОСТ 166-89 |
*27,3 |
Рукоятка ШТ-322 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
Рисунок 19 — Переходник П-001
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 19 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Переходник |
П-001 |
Сталь 30 ГОСТ 1050-88 |
— |
6 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
Б |
Износ поверхности по 13 |
Измерение Нутромер НИ 10-18-2 ГОСТ 868-82 |
13,8 |
— |
Браковать |
|
|
В |
Срыв граней под ключ 27 |
Осмотр Измерение Микрометр МК50-2 ГОСТ 6507-90 |
26,0 |
Рукоятка Р-100СБ |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
П-001 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Г |
Износ отверстий под ключ 10 |
Осмотр Измерение Штангенциркуль ШЦ-125-0,05 ГОСТ 166-89 |
10,7 |
— |
Углубить отверстие на 2 мм |
Рисунок 20 — Рукоятка Р-100 СБ
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 20 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Рукоятка |
Р-100СБ |
Сталь 40Х ГОСТ 4543-71 |
— |
3 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
Трещины в сварных швах |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Разделать, заварить, зачистить |
— |
|
|
А |
Износ или повреждения ниток резьбы М12-7Н |
Измерение Пробка 8221-3053 7Н ГОСТ 17758-72 |
— |
Болт ППШ-Б-152х21.401 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
Р-100СБ |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Б |
Срыв граней под ключ 27 |
Осмотр Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
27,3 |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
В |
Изогнутость оси рукоятки |
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
5 |
— |
Править |
— |
Рисунок 21 — Крестовина К-402
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 21 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Крестовина |
К-402 |
Сталь 45 ГОСТ 1050 |
— |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
Скручивание поверхности |
Плита 250х250 1-2 ГОСТ 10905-86 Индикатор ИЧ 02 кл.1 ГОСТ 577-68 |
0,05 на длине крестовины |
Втулка К-401 |
1. Править 2. Браковать |
— |
|
Обозначение детали или сборочной единицы |
К-402 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
А, В |
Износ поверхности 16 |
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
15,56 15,68 |
Втулка К-401 |
Браковать |
— |
|
Б |
Износ поверхности по 12 |
Измерение Нутромер 10-18 ГОСТ 9244-75 |
Ось К-403 |
Браковать |
— |
Рисунок 22 — Втулка К-401
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 22 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Втулка |
К-401 |
Сталь 45 ГОСТ 1050-88 |
— |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4 ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
Б |
Износ поверхности 16,2 |
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
16,64 16,52 |
Крестовина К-402 |
Браковать |
— |
|
В |
Износ поверхности по 12 |
Измерение Нутромер 10-18 ГОСТ 9244-75 |
Ось К-403 |
Браковать |
— |
|
Обозначение детали или сборочной единицы |
К-401 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Г |
Износ или повреждения ниток резьбы М12-7Н |
Измерение Пробка 8221-3053 7Н ГОСТ 17758-72 |
— |
Болт ППШ-Б-152х21.401 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Д |
Срыв граней под ключ 27 |
Осмотр Измерение Микрометр МК50-2 ГОСТ 6507-90 |
27,3 |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в документе |
N докум. |
Входящий N сопрово- дительного документа и дата |
Под- пись |
Дата |
|||
|
изме- ненных |
заме- ненных |
новых |
аннули- рованных |
||||||
Инструкция по монтажу и эксплуатации противовыбросового оборудования при освоении и ремонте скважин
Общие положения
1.1.
Монтаж противовыбросового оборудования должен производится в
соответствии со схемой обвязки устья скважины, которая определяется из геолого-технических
условий; технической документацией (технический паспорт, технические условия
или инструкция по эксплуатации); соответствующих правил; схем и ГОСТов при
освоении, текущем и капитальном ремонте и в соответствии с положениями
настоящей инструкции. Выбранная схема должна быть указана в плане работ на
ремонт (освоение) скважины.
1.2.
В процессе работ допускается переход от одной схемы обвязки устья
скважины противовыбросовым оборудованием к другой. Все
изменения должны указываться в плане работ.
1.3.
К работе по монтажу и эксплуатации допускаются работники, прошедшие
подготовку по курсу “Контроль скважины. Управление
скважиной при ГНВП”.
1.4.
Устьевое оборудование и превентора должны собираться из узлов и деталей
заводского изготовления, должны иметь паспорта и быть опрессованы на пробное
давление.
1.5.
Периодичность проверки ПВО в условиях базы— гидравлическая опрессовка
на рабочее давление-через 6 месяцев. Дефектоскопия –один раз в год. После
проведения проверки составляется акт.
1.6.
Устье скважины с установленным ПВО, должно быть обвязано с доливной
емкостью.
1.7.
При температуре воздуха ниже –10оС превентора должны быть
обеспечены обогревом.
1.8.
Для подъема превенторов на высоту должны использоваться стропы
соответсвующей грузоподъемности (вес ПВО указывается в техническом паспорте),
прошедшие испытание и имеющие соответсвующую маркировку.
Подготовительные работы к монтажу ПВО.
2.1.
Произвести планировку территории вокруг скважины для предотвращения
возможных разливов технологических жидкостей.
2.2.
Провести инструктаж с членами бригадами по безопасному ведению работ с
записью в журнале.
2.3.
Смонтировать подъемник и рабочую площадку согласно технических условий
и требований ОТ и ТБ.
2.4.
Собрать и подготовить к работе
линии обвязки (выкидные и глушения) для закачки технологических жидкостей в
скважину и сброса флюида коллектор.
2.5.
Проверить центровку мачты относительно устья скважины.
2.6.
Перед демонтажем фонтанной арматуры необходимо убедиться в отсутствии
избыточного давления в трубном и межтрубном пространствах скважины.
2.7.
Подготовить запорную компоновку (или аварийную трубу с шаровым краном),
опрессованную на рабочее давление ПВО. Наружный диаметр дистанционного патрубка
запорной компоновки или аварийной трубы должен соответствовать типоразмеру
трубных плашек превентора. При использовании разно размерных труб обязательно
наличие переходного переводника. Произвести визуальный осмотр. Запорная
компоновка должна быть чистой, без снега и льда, не иметь вмятин, трещин и
т.п.. Полировка уплотнительной головки УГУ-2, входящей в состав запорной компоновки,
не должна иметь вмятин, задиров, трещин.
Запорная компоновка должна
находится на рабочей площадке, иметь свободный доступ к ней и защищена от
попадания грязи и брызгов.
Подготовить противыбросовое оборудование, очистить
фланцы и канавки фланцевых соединений, произвести визуальный осмотр. Корпус
превентора не должен иметь вмятин, задиров, трещин. Штоки штурвалов не должны
быть погнуты и свободно вращаться.
Схемы обвязки устья скважины
3.1.Схема обвязки устья скважин №1
Схема
применяется при работах на скважинах с пластовым давлением, не превышающем
гидростатическое, когда сохраняется возможность нефтегазопроявления.
3.1.1
При работе с универсальным герметизатором устья (УГУ-2) для предотвращения
нефтегазопроявления через трубы должна применяться запорная компоновка,
представленная на схеме (поз.8), к которой предъявляются следующие
требования:
—
шаровой кран запорной компоновки должен находиться в открытом положении.
—
закрытие шарового крана производится
после закрытия плашечных
затворов.
—
длина дистанционного патрубка должна быть определена с расчетом , чтобы
круговой паз герметизирующей муфты был на уровне затвора (в случае отсутствия
центратора).
3.1.2.
При работах, связанных со сменой электроцентробежных насосов, на площадке
должно находиться устройство для рубки кабеля. Рубка кабеля в случае нефтегазопроявления должна быть
произведена в непосредственной близости
от клямсы.
3.1.3. При монтаже по схеме №1 для того, чтобы
предотвратить работы по демонтажу АПР
при возникновении ГНВП рекомендуется применять УГУ-2-140.
3.2. Схема обвязки устья скважины №2
Схема
применяется при работах, связанных с освоением, капитальным и текущим ремонтом
скважин с пластовым давлением, равным и превышающим гидростатическое.
3.2.1.
Компоновка противовыбросового оборудования содержит один превентор,
оборудованный плашками под диаметр применяемых бурильных или
насосно-компрессорных труб.
3.2.2.
При работах, связанных со сменой электроцентробежных насосов, на площадке
должно находиться устройство для рубки кабеля. Рубка кабеля в случае
нефтегазопроявления должна быть произведена в непосредственной близости от
клямсы.
3.2.3.
Специально для скважин с ЭЦН возможно применение трубно-кабельного превентора
заводского изготовления, исключающего рубку кабеля при нефтегазопроявлении
(только при использовании кабеля плоского сечения типа КППБПС).
3.2.4.
Управление превентором производится непосредственно на устье скважины. Рабочая
площадка должна обеспечивать удобный и беспрепятственный доступ к штурвалам
превентора.
3.3. Схема обвязки устья скважины №3
Схема
применяется при перфорации, воздействии на пласт ПГД и других работах,
связанных со спуском геофизического кабеля, при работе на газовых скважинах,
скважинах с газовым фактором более 200м3/ м3
3.3.1.
Данная схема является комбинированной, предусматривающей работу по подъему и
спуску НКТ и бурильных труб по схеме №2.
Перед началом геофизических работ скважина должна
быть оборудована по схеме №3, после чего производится проверка на герметичность
монтажа с составлением акта. После окончания геофизических работ оборудование
устья скважины противовыбросовым оборудованием должно быть приведено в
соответствие со схемой №2.
3.3.2.
Компоновка противовыбросового оборудования должна содержать два
превентора.
Нижний превентор оборудуется глухими плашками, верхний превентор —
плашками под диаметр применяемых бурильных или насосно-компрессорных труб.
Превентор с трубными плашками оборудуется дистанционным управлением.
Монтаж ПВО.
4.1 Демонтировать фонтанную арматуру, проверить
состояние уплотнительных колец и канавок фланцевых соединений.
4.2 При работе по схеме 1 на крестовину (или
через переходную катушку) монтируется уплотнительная головка.
Герметизирующая муфта входит в состав запорной компоновки и должна находится на
рабочей площадке.
4.3.
При выборе схемы №2 превентор с трубными плашками монтируется на
крестовину (или через переходную катушку). Плашки должны
соответствовать диаметру дистанционного патрубка запорной компоновки.
4.4.
При выборе схемы обвязки ПВО с двумя превенторами сначала монтируется
превентор с глухими плашками, на него устанавливается превентор с трубными
плашками. При этом превентор с трубными плашками оборудуется дистанционным
управлением посредством тяг длиной не менее 10м, выполненных из труб диаметром
73мм. Перед штурвалами должна быть информация о направлении вращения и
количестве оборотов для закрытия –открытия превентора и метки показывающие
полное открытие и закрытие плашек превентора.
4.5.
Допускается по согласованию с противофонтанной службой для проведения
прострелочно-взрывных работ в колонне с последующим демонтажем установка
верхнего превентора с глухими плашками и продолжения работ с одним превентором
(кроме скважин 1-ой категории). В этом случае повторная опрессовка оставшегося
в обвязке превентора не требуется.
4.6.
Профиль уплотнительных колец фланцев должен соответствовать профилю
канавок на фланцах фонтанной арматуры и противовыбросового оборудования. Кольца
и канавки должны быть очищены быть очищены от льда и грязи и при установке ПВО
плотно входить друг в друга.
4.7.
Присоединение ПВО к крестовине
фонтанной арматуры производится на все шпильки, при этом гайки должны
быть навернуты так, чтобы после наворота гайки на шпильке оставалось 2-3 витка
резьбы. Затяжка их производится
крест-накрест.
4.8.
После монтажа противовыбросового оборудования скважина опрессовывается
технической водой на максимально ожидаемое давление, но не выше давления опрессовки эксплуатационной колонны.
4.9.
После монтажа противовыбросового оборудования на скважине с
перфорированной или негерметичной колонной ПВО
опрессовывается на давление не менее3,0 МПа. Давление опрессовки
определяется, исходя из технического состояния и приемистости скважины и указывается
в плане работ.
4.10.
Результаты опрессовки оформляются актом.
Эксплуатация
5.1. Должен быть обеспечен
свободный доступ к устью скважины для обслуживания ПВО.
5.2. Перед началом смены
необходимо проводить проверку затяжки фланцевых соединений и контроль
технического состояния подвижных элементов (проверка на легкость
открытия-закрытия). Результаты проверки необходимо занести в журнал проверки
оборудования. Не реже одного раза в декаду производится контрольная проверка
противовыбросового оборудования мастером бригады. Результаты проверки заносятся
в журнал проверки оборудования.
5.3.
При необходимости замены плашек следует руководствоваться
рекомендациями завода – изготовителя, отраженными в паспорте на превентор.
Работы производятся под руководством специалиста – механика по
противовыбросовому оборудованию.
5.4.
После замены плашек или узлов
превентора непосредственно на устье скважины необходимо превенторную установку
опрессовать на давление опрессовки колонны (п.2.9.16 ПБ НГП) или в соответствии
с п. 4.8 настоящей инструкции.
5.5.
Периодичность проверки плашечных превенторов :
— гидравлическая опрессовка — через
каждые 6 месяцев
— дефектоскопия — один раз в год.
Запрещается:
Ø
Производить удары по корпусу ПВО с целью очистки поверхности от грязи и
льда.
Ø
Проводить сварочно-ремонтные работы соединительных швов на корпусе;
Ø
Обогревать элементы превентора открытым огнем.
Ø
Расхаживать или вращать колонну насосно-компрессорных труб или
бурильных труб, не допускается нагрузка на плашки более 20т.
Содержание
- МОНТАЖ ПРОТИВОВЫБРОСОВОГО ОБОРУДОВАНИЯ
- ИПБОТ 222-2008 Инструкция по промышленной безопасности и охране труда при монтаже и эксплуатации превенторов ППШ, ПМШ при ПРС и КРС
-
- ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «СПЕЦИАЛЬНОЕ ПРОЕКТНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО НЕФТЯНОГО И ГАЗОВОГО МАШИНОСТРОЕНИЯ»
- ИНСТРУКЦИЯпо промышленной безопасности и охране труда при монтаже и эксплуатации превенторов ППШ, ПМШ при ПРС и КРСИПБОТ 222-2008
- 1 Общие требования безопасности
- 2 Требования безопасности перед началом работы
- 3 Требования безопасности во время работы
- 4 Требования безопасности в аварийных ситуациях
- 5 Требования безопасности по окончании работы
-
- ИПБОТ 159-2008 Инструкция по промышленной безопасности и охране труда при эксплуатации блока манифольда типа УБМ50х21
-
- ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «СПЕЦИАЛЬНОЕ ПРОЕКТНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО НЕФТЯНОГО И ГАЗОВОГО МАШИНОСТРОЕНИЯ» ООО «СПКТБ НЕФТЕГАЗМАШ»
- ИНСТРУКЦИЯ по промышленной безопасности и охране труда при эксплуатации блока манифольда типа УБМ50х21
- 1 Общие требования безопасности
- 2 Требования безопасности перед началом работы
- 3 Требования безопасности во время работы
- 4 Требования безопасности в аварийных ситуациях
- 5 Требования безопасности по окончании работы
-
- Монтаж манифольда противовыбросового
- ОБЕСПЕЧЕНИЕ ПРОТИВОФОНТАННОЙ БЕЗОПАСНОСТИ РАБОТ В СКВАЖИНАХ (ОАО «ГАЗПРОМ»)
- 9 ОСВОЕНИЕ СКВАЖИН (ОАО «ГАЗПРОМ»)
- 9.1 Подготовительные работы
- 9.2 Вызов притока
- Требование к монтажу и эксплуатации ПВО
- 2.9. Монтаж и эксплуатация противовыбросового оборудования
МОНТАЖ ПРОТИВОВЫБРОСОВОГО ОБОРУДОВАНИЯ
Для вскрытия нефтяных, газовых, газоконденсатных и водоносных горизонтов устье скважин оборудуется превенторами. ПВО монтируется под полом буровой. Оборудование устанавливается на фланце корпуса колонной головки через уплотнительное металлическое кольцо и закрепляется шпильками и гайками. В комплект ПВО входят плашечный (один или два) и универсальный превенторы, установка гидравлического управления превенторами и задвижками манифольда, пневмогидроаккумулятор, распределители, вспомогательный пульт, манифольд, ручной привод, разъёмный желоб. Комплект оборудования, схему установки, обвязку ПВО, блоков глушения и дросселирования для конкретных условий разбуривания площади месторождения определяется проектной организацией, исходя их геологических и технологических условий, и работниками бурового предприятия и согласовывается с местным органом Ростехнадзора и военизированной частью по предупреждению и ликвидации нефтяных и газовых фонтанов.
На рис.6.64 изображена принципиальная схема ПВО.
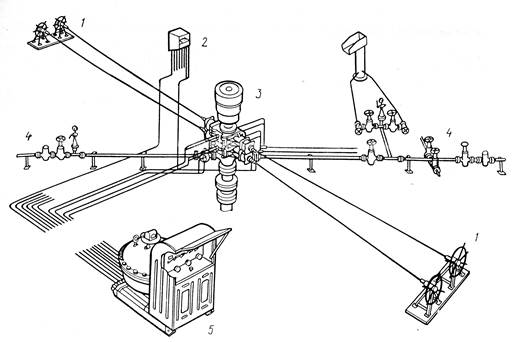 |
Рис. 6.64. Принципиальная схема ПВО:
1 – привод ручной; 2 – пульт вспомогательный; 3 – установка превенторов;
4 – манифольд; 5 – пульт управления основной
Плашечный превентор (рис.6.65) предназначен для перекрытия устья скважины плашками под соответствующий диаметр бурильной трубы или перекрытия устья при отсутствии труб («глухими» плашками).
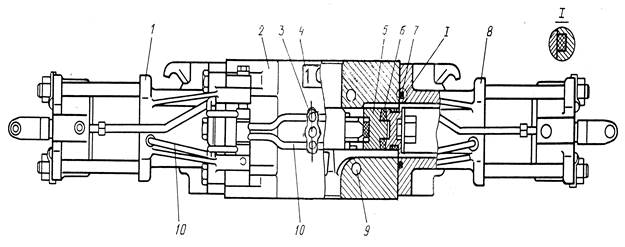 |
Рис. 6.65. Плашечный превентор:
1, 8 – крышки откидные с гидроцилиндрами; 2 – корпус; 3 – коллектор распределительный; 4 – табличка; 5 – вкладыш съёмный; 6 – сменное резиновое уплотнение плашки; 7 – уплотнение крышки; 89 – канал; 10 – маслопроводы
Универсальный превентор (рис.6.66) способен обеспечить герметизацию устья скважины вокруг любой части бурильной труб (в том числе и замкового соединения), а также устья скважины при отсутствии в ней труб. Он устанавливается над плашечными превенторами, соединяется с верхним превентором шпильками и дополнительно крепится оттяжками за специальные серьги (ушки) на корпусе.

Рис. 6.66. Универсальный
превентор:
А – полость для закрытия
превентора; В – полость для
открытия превентора;
1 – уплотнитель; 2 – крышка;
3 – корпус; 4 – плунжер конический
Основной пульт предназначен для управления превенторами с безопасного места вне буровой. Все узлы смонтированы на общей раме и представляют компактный габаритный транспортный блок. Электропитание гидравлического управления выполняется кабелем от сети переменного тока напряжением 380 В. Рядом с пультом управления располагается ручной привод со штурвалами, выполненный в виде передвижной металлической будки или металлического щита с навесом на раме.
Пневмогидроаккумулятор служит для накапливания гидравлической энергии за счёт сжатия газа с целью сокращения времени на операции закрывания – открывания плашек превенторов и задвижек манифольда и обеспечения работы установки при отключении электроэнергии на буровой. Рабочее давление аккумулятора 10 МПа, масса 690 кг.
Распределители служат для оперативного управления превенторами и задвижками.
Вспомогательный пульт предназначен для управления комплексом противовыбросового оборудования непосредственно с рабочего места бурильщика. Он навешивается на специальном кронштейне, закрепленном на стенке оградительного щита буровой вышки вблизи рабочего места бурильщика. Пульт состоит из корпуса, двух распределителей, регулирующего клапана, фильтра, манометра, блокировочного цилиндра, и трубопроводов. С пульта производится закрывание двух плашечных превенторов, открывание рабочей задвижки манифольда, закрывание и открывание универсального превентора.
Манифольд имеет две линии – рабочую и аварийную. Аварийная линия используется при бурении разведочных скважин и в аварийных ситуациях. Рабочая линия применяется для всех операций воздействия на скважину и состоит из отводов в желобную систему через штуцеры в шламовый амбар и отводов к буровому насосу и цементировочному агрегату. Выкидные линии выполняются не менее 30 м длиной, а для газовых скважин – не менее 100 м. Манифольд укладывается строго горизонтально и крепится к основанию и установленным стойкам (рис.6.67). Стойки заглубляются в землю в бетонном фундаменте. Расстояние между стойками 6 м. Все узлы обвязки соединяются стандартными трубными резьбами.
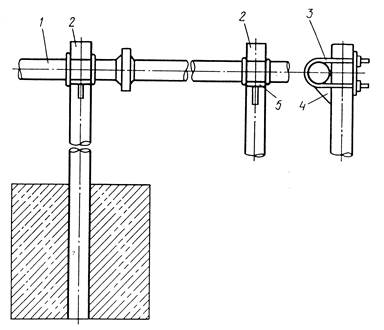
Рис. 6.67. Схема
крепления
манифольда:
1 – манифольд;
2 – стойка; 3 – хомут;
4 – косынка; 5 — планка
Ручной привод используется для закрывания плашечных превенторов в случае отсутствия электроэнергии при разря-женном аккумуляторе, а также фиксации закрытого положения плашек.
Разъёмный желоб состоит из двух стоек, соединённых болтами. Уплотняется разъём стоек прокладками. Боковой отвод разъёмного желоба соединяется с жёлобом циркуляционной системы посредством наклонной трубы, уплотняемой кольцами.
Перед монтажом превенторы опрессовываются в ремонтных цехах на пробное давление.
Монтаж и обвязка ПВО производится после спуска кондуктора или промежуточной обсадной колонны и подвески их на колонной головке после цементирования затрубного пространства колонн. На верхнем конце спущенной обсадной колонны устанавливается колонный фланец, а в месте соединения фланца и ПВО кольцо, предохраняющее обсадную колонну от износа во время производства СПО. После сборки стволовой части ПВО на верхнем торце превентора при необходимости устанавливается надпревенторная катушка, над которой монтируется разъёмный жёлоб. Схема монтажа ПВО с двумя плашечными и универсальным превенторами и двумя выкидными трубопроводами, выведенными в разные стороны, показана на рис. 6.68.
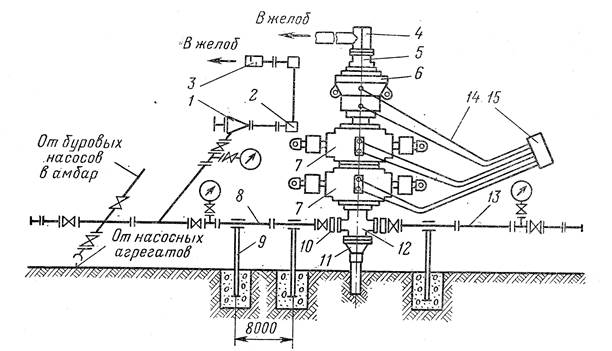 |
Рис. 6.68. Схема монтажа ПВО:
1 – штуцер регулируемый; 2 – угольник; 3 – камера отбойная; 4 – воронка разъёмная; 5 – воронка надпревенторная; 6 — универсальный превентор; 7 – плашечный превентор; 8 – рабочая линия; 9 – стойка; 10 – отсекатель; 11 – колонная головка;
12 – крестовина; 13 – линия аварийная; 14 – маслопроводы; 15 – установка
гидравлического управления
Универсальный превентор устанавливается над плашечными превенторами, соединяется с ними шпильками и дополнительно крепится оттяжками за специальные серьги на корпусе превентора.
После монтажа превенторов собираются нагнетательные линии (викидные трубопроводы). На каждой линии ставятся по две задвижки высокого давления: аварийная у крестовины и рабочая на расстоянии не менее 15 м от основания вышки. Между крестовиной и аварийными задвижками монтируются отсекатели, а около рабочих задвижек – манометры с трёхходовыми краном и вентилем.
На рабочем выкидном трубопроводе после отвода в жёлоб и отводов для соединения с нагнетательной линией буровых насосов и присоединения насосных агрегатов устанавливается третья задвижка.
Для зимней эксплуатации ПВО монтируется паропровод для каждого превентора. Паропровод прокладывается с наклоном не менее 2о в сторону тройников с заглушками для слива конденсата из превентора. Опрессовку паропроводов производят давлением 1 МПа, после чего их утепляют. Количество подаваемого пара должно быть таким, чтобы температура наружной стенки труб была не более 35оС.
При сооружении шахты на устье размер её в плане должен быть не менее 2,2х2,8 и глубина не более 1, 8 м. Плоскость фланца для установки крестовины превентора должна быть на высоте не менее 0,5 м от верха шахты.
После окончательного монтажа производится регулировка и пуск в соответствии с инструкцией по монтажу и эксплуатации ПВО. ПВО опрессовывается на давление, соответствующее прочностной характеристике обсадной колонны, но не выше давления, указанного в паспорте превентора. На сборку и опрессовку составляется паспорт и акт на опрессовку и монтаж. В паспорте указывается тип, диаметр проходного отверстия превентора, давление опрессовки, проведённое в ремонтной мастерской, внутренний диаметр отводов, крестовины и выкидных трубопроводов, внутренний диаметр обсадной колонны, на которой установлен колонный фланец, давление опрессовки на устье скважины, диаметр задвижек, размеры плашек превенторов. Документы хранятся в отделе главного механика бурового предприятия.
Следует помнить, что при бурении скважин в условиях высокого содержания токсичных газов (сероводорода H2S и углекислого газа СО2) ПВО подвергается коррозионному воздействию. Поэтому ПВО должно применяться в коррозионно-стойком исполнении или должна проводиться защита рабочих поверхностей от вредного воздействия токсичных газов путём применения ингибиторов коррозии, образующих защитное покрытие на оборудовании. Комплект оборудования должен располагаться с учётом преобладающего направления ветра, рельефа местности и схемы БУ с таким расчётом, чтобы использовать направление ветра для обеспечения наилучшего обдува оборудования воздухом. В закрытых помещениях, на полу буровой вышки, вокруг подвышечного основания, на виброситах и в других местах, где может скапливаться газ, монтируются крупные воздуходувки и вентиляторы.
ИПБОТ 222-2008 Инструкция по промышленной безопасности и охране труда при монтаже и эксплуатации превенторов ППШ, ПМШ при ПРС и КРС
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «СПЕЦИАЛЬНОЕ ПРОЕКТНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО НЕФТЯНОГО И ГАЗОВОГО МАШИНОСТРОЕНИЯ»
ООО «СПКТБ НЕФТЕГАЗМАШ»
ИНСТРУКЦИЯ
по промышленной безопасности и охране труда при монтаже
и эксплуатации превенторов ППШ, ПМШ при ПРС и КРС
ИПБОТ 222-2008
СОГЛАСОВАНО
Профсоюз работников нефтяной, газовой отраслей промышленности и строительства Российской Федерации
Председатель профсоюза Л.А.Миронов
Постановление N 14-01/75 от 5 августа 2008 г.
УТВЕРЖДАЮ
Директор ООО «СПКТБ Нефтегазмаш» М.П.Семашко
Зам. директора ООО «СПКТБ Нефтегазмаш» — ГКП Кривцов B.C.
1 Общие требования безопасности
1.1 К работам по эксплуатации и обслуживанию превенторов ППШ, ПМШ допускаются работники буровой бригады после обучения безопасным методам и приемам выполнения работ, стажировки на рабочем месте, проверки знаний и практических навыков, проведения инструктажа по безопасности труда на рабочем месте и при наличии удостоверения, дающего право допуска к указанным работам.
1.2 При монтаже, демонтаже и эксплуатации превентора следует руководствоваться требованиями соответствующих разделов «Правил безопасности в нефтяной и газовой промышленности» (ПБ 08-624-03), утвержденных Постановлением Ростехнадзора России от 05.06.2003 N 56, руководства (инструкции) изготовителя по эксплуатации применяемого превентора и настоящей инструкции.
1.3. К монтажу, эксплуатации и техническому обслуживанию превентора допускаются лица, прошедшие инструктаж по технике безопасности и ознакомленные с требованиями настоящей инструкции.
1.4. Рабочие, занятые монтажом и эксплуатацией превентора, должны знать его устройство и пройти практическое обучение приемам герметизации устья скважины.
1.5. Мастер бригады или бурильщик (оператор) обязаны ежесменно перед началом работы убедиться в исправности и работоспособности превентора, в качестве крепления фланцевых и резьбовых соединений и сделать соответствующую отметку в «Журнале ежесменного осмотра оборудования и инструмента».
1.6. На смонтированное противовыбросовое оборудование в бригаде необходимо иметь следующие документы:
- паспорт изготовителя (ксерокопию) на превентор;
- паспорт изготовителя на тройник превентора (ксерокопию);
- паспорт изготовителя (ксерокопию) на шаровой кран тройника превентора;
- акты на опрессовку превентора, тройника и шарового крана в условиях мастерской;
- акт на опрессовку превентора совместно с тройником и шаровым краном на устье скважины.
В случае использования в обвязке устья скважины переходных катушек на них необходимо иметь паспорта (ксерокопии) и акты опрессовки в условиях мастерской.
Все паспорта должны соответствовать требованиям ГОСТ 2.601-95*.
* На территории Российской Федерации документ не действует. Действует ГОСТ 2.601-2006. — Примечание изготовителя базы данных.
1.7 Для контроля положения плашек превентора перед началом работы необходимо проверить открытие-закрытие плашек вращением штурвалов.
1.8 Периодически, через шесть месяцев эксплуатации или хранения, превентор с тройником и шаровым краном должен проходить ревизию в условиях мастерской и спрессовываться на рабочее давление, указанное в паспорте изготовителя. Результат опрессовки оформляется актом и заносится в паспорт оборудования.
1.9 После ремонта превентора, связанного со сваркой и токарной обработкой корпуса, последний спрессовывается на пробное давление. Результат оформляется актом и заносится в паспорт превентора.
1.10 При появлении признаков газонефтеводопроявления герметизацию устья скважины необходимо производить в соответствии с «Планом практических действий для бригад освоения, испытания и ремонта скважин при возникновении газонефтеводопроявлений и открытых фонтанов».
1.11 Освещенность рабочих мест должна соответствовать требованиям санитарных норм и правил, указанным в приложении N 6 (книга 1).
2 Требования безопасности перед началом работы
2.1. Выбор типоразмера плашек превентора зависит от диаметра применяемых на скважине насосных штанг. При использовании двух штанговых превенторов глухие плашки устанавливаются в нижнем превенторе.
2.2. Подготовка превентора к работе заключается в проведении перед установкой на устье скважины следующего обязательного комплекса операций:
2.2.1 очистить наружные поверхности от загрязнений, льда, нефтепродуктов;
2.2.2 внешним осмотром убедиться в отсутствии дефектов (вмятин, трещин, сколов и пр.) на наружной поверхности корпуса;
2.2.3 демонтировать плашки и внешним осмотром убедиться в отсутствии дефектов на рабочих поверхностях плашек и внутренней полости корпуса (задиры, коррозия и т.д.), наличие таких дефектов не допускается;
2.2.4 внешним осмотром убедиться в отсутствии дефектов на поверхности резиновых уплотнительных элементов (задиры, отслоения, трещины, порывы не допускаются);
2.2.5 установить в корпуса плашек уплотнители, соответствующие диаметру герметизируемых штанг;
2.2.6 наружные поверхности плашек покрыть смазкой в соответствии с рекомендациями изготовителя;
2.2.7 произвести сборку согласно требованиям соответствующего раздела в руководстве изготовителя по эксплуатации превентора;
2.2.8 вращением штурвалов проверить легкость перемещения плашек на закрытие-открытие.
3 Требования безопасности во время работы
3.1. Монтаж, демонтаж и эксплуатация превентора должны вестись в соответствии с руководством по эксплуатации завода-изготовителя изделия.
3.2 Перед началом ремонта устье скважины с установленным превентором спрессовывается на максимально ожидаемое давление (в случае поглощения жидкости скважина спрессовывается на начальное давление поглощения), но не выше рабочего давления противовыбросового оборудования, а также давления опрессовки эксплуатационной колонны и не ниже 3 МПа (30 кгс/см ) с выдержкой в течение 10 мин.
) с выдержкой в течение 10 мин.
При нахождении в скважине штанг опрессовка глухих плашек превентора производится после подъема штанг. Превентор считается герметичным, если за время испытания давление снизится не более чем на 0,5 МПа (5 кгс/см). Результат опрессовки оформляется актом с указанием в нем размера установленных плашек, а также отмечается в вахтовом журнале за подписью мастера (бурильщика, оператора).
3.3. В случаях демонтажа и монтажа превентора по технологическим причинам в процессе ремонта скважины, замены вышедших из строя деталей превентора или смене его плашек производится повторная опрессовка превентора с оформлением акта и записью результатов в вахтовом журнале за подписью мастера (бурильщика, оператора).
3.4 В процессе эксплуатации превентора необходимо:
- осуществлять постоянный контроль за техническим состоянием его подвижных элементов (проверка легкости открытия-закрытия плашек);
- не допускать загрязнения наружных поверхностей, падения на корпус и выступающие элементы тяжелых предметов;
- в зоне установки превентора поддерживать свободный доступ к нему для технического обслуживания и управления.
3.5 При эксплуатации превентора в условиях низкой температуры окружающего воздуха необходимо реализовать мероприятия по обеспечению его работоспособности (применение смазки и материалов уплотнительных элементов с характеристиками, сохраняющими такие необходимые свойства, как текучесть и эластичность при низкой температуре, подогрев корпуса превентора) в соответствии с рекомендациями изготовителей.
3.6 При смене и установке резиновых элементов необходимо беречь их от механических повреждений и воздействия открытого огня.
3.7 Хранение резиновых комплектующих и сменных изделий должно осуществляться в соответствии с рекомендациями изготовителей.
3.8 При транспортировке превентора необходимо:
- обеспечить надежное крепление, исключающее его возможные перемещения и падения;
- не допускать транспортировку превентора «волоком»;
- на присоединительные резьбы навернуть защитные колпаки.
3.9 При снятии и установке плашек, уплотнительных элементов, смазке деталей превентора, а также при хранении превентора следует соблюдать требования руководства (инструкции) изготовителя по эксплуатации применяемого превентора. Хранить превентор следует в собранном виде.
3.10 При установленном на устье скважины превенторе не допускается:
- наносить удары по корпусу с целью очистки наружной поверхности превентора от грязи и льда;
- превышать крутящий момент на штурвале, указанный в паспорте;
- производить сварочно-ремонтные работы соединительных швов на корпусе превентора;
- производить обогрев элементов превентора открытым огнем.
3.11 Монтаж и демонтаж превентора производится при помощи стропов специального назначения.
3.12 Запрещается:
- монтаж превентора на незаглушенной скважине (если она не включена в перечень скважин, на которых допускается проведение ремонта без предварительного глушения, или скважина оборудована клапаном-отсекателем);
- эксплуатация неопрессованного превентора.
4 Требования безопасности в аварийных ситуациях
4.1 В случае возникновения аварийной ситуации, инцидента (поломка вставок, плашек превентора) немедленно прекратить работу, сообщить о ситуации руководителю работ и действовать в соответствии полученными указаниями.
4.2 В случае возникновения пожара необходимо:
- прекратить все технологические операции;
- сообщить о пожаре;
- отключить электроэнергию;
- принять меры к удалению людей из опасной зоны;
- умело и быстро выполнить обязанности, изложенные в плане ликвидации аварий;
- изолировать очаг пожара от окружающего воздуха;
- горящие объемы заполнить негорючими газами или паром;
- принять меры по искусственному снижению температуры горящего вещества.
В большинстве случаев горение ликвидируется одновременным применением нескольких методов.
4.3 При несчастном случае необходимо немедленно освободить пострадавшего от воздействия травмирующего фактора, оказать ему первую доврачебную помощь и сообщить непосредственному руководителю о несчастном случае.
При необходимости вызвать скорую помощь или отправить пострадавшего в учреждение здравоохранения.
По возможности сохранить обстановку на месте несчастного случая до начала расследования, за исключением случаев, когда необходимо вести работы по ликвидации аварии и сохранению жизни и здоровья людей.
5 Требования безопасности по окончании работы
5.1 Отключить электроэнергию. Перекрыть подачу воды. Произвести очистку превентора от грязи, шлама и т.п.
5.2 Привести в порядок рабочее место, приспособления, инструмент убрать и уложить в отведенное для них место.
5.3 Ознакомить принимающего смену со всеми изменениями и неисправностями в работе оборудования, которые происходили в течение смены.
5.4 Снять защитные средства, спецодежду и спецобувь, привести их в порядок и уложить в места хранения (бригадную сушилку).
5.5 Вымыть руки и лицо теплой водой с мылом или принять душ. Для трудноудаляемых загрязнений применять специальные очищающие средства.
5.6 После работы с моющими растворами сначала вымыть руки под струей теплой воды до устранения «скользкости». Смазать руки питающим и регенерирующим кожу кремом.
ИПБОТ 159-2008 Инструкция по промышленной безопасности и охране труда при эксплуатации блока манифольда типа УБМ50х21
ИПБОТ 159-2008
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ
«СПЕЦИАЛЬНОЕ ПРОЕКТНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО НЕФТЯНОГО И ГАЗОВОГО МАШИНОСТРОЕНИЯ» ООО «СПКТБ НЕФТЕГАЗМАШ»
ИНСТРУКЦИЯ
по промышленной безопасности и охране труда при эксплуатации блока манифольда типа УБМ50х21
СОГЛАСОВАНО
Профсоюз работников нефтяной, газовой отраслей промышленности и строительства Российской Федерации
Председатель профсоюза Л.А.Миронов
Постановление N 14-01/75 от 5 августа 2008 г.
УТВЕРЖДАЮ
Директор ООО «СПКТБ Нефтегазмаш» М.П.Семашко
Зам. директора ООО «СПКТБ Нефтегазмаш» ГКП Кривцов В.С.
1 Общие требования безопасности
1.1 К работе при эксплуатации блока манифольда при эксплуатационном и разведочном бурении, ремонте и освоении скважин на нефть и газ допускаются работники соответствующих подразделений после обучения безопасным методам и приемам выполнения работ, стажировки на рабочем месте, проверки знаний и практических навыков, проведения инструктажа по безопасности на рабочем месте и при наличии удостоверения, дающего право допуска к эксплуатации блока манифольда типа УБМ50х21.
1.2 Блоки манифольдов, смонтированные на скважине, должны иметь паспорт и сертификат соответствия завода-изготовителя.
1.3 Манифольд предназначен для обвязки превенторных установок бурящихся скважин с целью обеспечения возможности управления скважиной при проявлениях путем воздействия на пласт по следующим операциям:
- срочной разрядке скважины через аварийный и рабочий выкиды;
- циркуляции раствора с созданием противодавления на пласт;
- закачке раствора в скважину (в межтрубное пространство) буровым насосом, а по второй схеме и цементировочным агрегатом.
1.4 Для беспрепятственного доступа обслуживающего персонала к установленному на устье манифольду под буровой должен быть сделан твердый настил.
1.5 Монтаж манифольда должен быть выполнен согласно схеме, разработанной буровой организацией, согласованной с Заказчиком, Ростехнадзором РФ, утвержденной Техническим директором буровой организации.
1.6 Контрольно-измерительные приборы, установленные на оборудовании, устьевой арматуре скважины, трубопроводов, должны иметь пломбу или клеймо Госповерителя. Запрещается эксплуатировать КИП и А с просроченным сроком поверки.
1.7 В процессе эксплуатации манифольда ежедневно должны проверять открытие и закрытие задвижек с записью в журнале технического состояния оборудования.
1.8 В процессе эксплуатации необходимо принимать меры для предупреждения повреждений деталей манифольда и подводящего трубопровода гидроуправления.
1.9 Освещенность рабочего места должна соответствовать требованиям санитарных норм и правил согласно приложению N 6 (книга 1).
1.10 Все приборы КИП и А и щиты управления должны быть заземлены независимо от применяемого напряжения.
2 Требования безопасности перед началом работы
2.1 Перед началом работы необходимо:
2.1.1 привести в порядок спецодежду. Рукава и полы спецодежды следует застегнуть на все пуговицы, волосы убрать под головной убор. Одежду необходимо заправить так, чтобы не было свисающих концов или развевающихся частей. Обувь должна быть закрытой и на низком каблуке, запрещается засучивать рукава спецодежды и подворачивать голенища сапог;
2.1.2 произвести обход обслуживаемого оборудования по определенному маршруту, проверить визуально состояние (целостность) агрегатов, механизмов и инструментов, наличие реагентов, приборов КИП и А;
2.1.3 получить необходимые сведения от сдающего смену о состоянии оборудования, неисправностях, требующих немедленного устранения, и распоряжениях на предстоящую смену;
2.1.4 ознакомиться со всеми записями в журналах: оперативном, дефектов, учета работ по нарядам и распоряжениям, распоряжениями, вышедшими за время, прошедшее с предыдущего дежурства.
2.2 После окончания обхода сообщить руководителю работ о готовности смены к приемке.
2.3 Запрещается:
- опробовать оборудование до приема смены;
- уходить со смены без оформления приема и сдачи смены.
2.4 Помощник бурильщика перед началом работы должен:
2.4.1 при монтаже блока манифольда с работниками вахты, участвующими в монтаже, провести целевой инструктаж с записью в журнале инструктажей под расписку;
2.4.2 при эксплуатации смонтированного блока манифольда внешним осмотром проверить на отсутствие повреждений линий дросселирования и глушения, КИП и А.
2.5 Манифольдные линии дросселирования и глушения противовыбросового оборудования должны быть собраны из узлов и деталей заводского изготовления, допускается изготовление их на базах производственного обслуживания предприятий в соответствии с утвержденными техническими условиями, при этом изготовленные выкиды должны иметь паспорт установленной формы.
2.6 Длина линий дросселирования и глушения должна быть:
На вновь разведываемых площадях длина линий устанавливается проектом с учетом нормативов отвода земель и охранных зон, но не должна быть менее 50 м.
2.7 Условный внутренний диаметр выкидов и установленных на них задвижек должен быть одинаковый с внутренним диаметром отводов крестовины, после блока задвижек допускается увеличение их диаметра не более чем на 30 мм.
2.8 Соединение выкидных линий может быть фланцевое или на резьбовых муфтах.
2.9 Расстояние от центра скважины до блока дросселирования и глушения должно быть не менее 15 м, а до первой опоры 10 м. Между опорами 8 м.
2.10 Свободный конец выкидных линий должен оканчиваться не далее 0,5 м от последней стойки и оборудоваться фланцем или резьбой, с навернутым защитным колпачком.
2.11 Повороты выкидных линий и направление их в одну сторону до и после блоков задвижек допускаются с использованием тройников заводского изготовления или кованых угольников, имеющих паспорта установленного образца. При этом устанавливаются дополнительные стойки.
2.12 На тройниках линий дросселирования и глушения через разделитель среды устанавливаются манометры, имеющие верхний предел диапазона измерений, на 30% превышающий давление совместной опрессовки обсадной колонны и противовыбросового оборудования.
2.13 Расстояние от концов выкидных линий до всех коммуникаций и сооружений, не относящихся к объектам буровой установки, должно быть не менее 100 м для всех категорий скважин.
2.14 В зимнее время при температуре воздуха ниже -5 °С манифольды должны обогреваться.
2.15 Подготовка блока манифольда к работе. Опрессовка его после монтажа:
2.15.1 линия манифольда после концевых задвижек опрессовывается на давление:
Результат опрессовки оформляется актом.
2.15.2 до начала испытания (опрессовки) манифольда необходимо:
- отключить электроустановки линейным разъединителем;
- провести инструктаж по технике безопасности с персоналом, занятым на опрессовке;
- установить заглушку между линиями выкидов буровых насосов и манифольдов и заглушить верхний отвод стояка и муфты для манифольдов на стояке и патрубки для контрольного выкида и выкида пневмозадвижки.
2.16 Перед опрессовкой все люди должны быть удалены с буровой в культбудку (кроме экипажа заливочного агрегата и членов комиссии по опрессовке).
2.17 Опрессовку необходимо производить с помощью заливочного агрегата, установленного или со стороны насосного сарая, если опрессовка производится через выкид пневмозадвижки, или со стороны приемного моста, если опрессовка производится через муфту для манометров на стояке.
2.18 Применение буровых насосов для опрессовки запрещается.
2.19 Опрессовку необходимо производить водой. В зимнее время для опрессовки используется соленая вода. Применение глинистого раствора для опрессовки запрещается.
2.20 На выкиде цементировочного агрегата должен быть установлен предохранительный клапан с тарированной шпилькой, рассчитанной на давление, превышающее ожидаемое максимальное на 10%.
2.21 Наблюдение и контроль за давлением при опрессовке производится по манометру, установленному на выкиде цементировочного агрегата.
2.22 Устранение неисправностей цементировочного агрегата, а также доукрепление нагнетательной линии под давлением запрещается. Для выполнения этих работ необходимо снизить давление до атмосферного.
2.23 При опрессовке манифольда насосов давление в линии необходимо повышать постепенно, не допуская гидравлических ударов.
2.24 Нагнетательная линия должна быть выдержана под давлением не менее 30 минут, если давление не упадет более чем на 5 кгс/см, то линия герметична.
2.25 Обнаруженные дефекты (отпотевание сварочных швов, остаточные деформации, пропуски жидкости) необходимо устранить, предварительно сбросив давление и слив воду, произвести повторную опрессовку манифольдной линии.
2.26 После ремонта манифольдную линию необходимо повторно подвергнуть опрессовке.
2.27 Опрессовка манифольдной линии должна производиться в присутствии комиссии.
3 Требования безопасности во время работы
3.1 Ответственным лицом за эксплуатацию смонтированного манифольда является помощник бурильщика эксплуатационного и разведочного бурения или КРС при ремонте и освоении скважин, контроль за правильной эксплуатацией осуществляет буровой мастер или мастер ПРС и КРС. Техническое состояние блока манифольда проверяет механик.
3.2 Во время работы бурильщик ежедневно должен проверять открытие и закрытие задвижек манифольда.
3.3 Механик не реже одного раза в 10 дней проверяет:
- гидроуправление;
- болтовые соединения;
- закрытие и открытие гидравлических задвижек с основного пульта;
- закрытие и открытие гидравлических задвижек вспомогательного пульта;
- работу регулирующего клапана, вращая маховичок;
- открытие и закрытие задвижек с ручным приводом.
3.4 Неисправности в манифольде выявляются в случае утечки жидкости при отсутствии противодавления на пласт.
Утечка жидкости происходит в случае износа манжет или же уплотнительных колец.
3.5 Замену манжет или же уплотнительных колец необходимо проводить по графику периодического осмотра (ПО).
3.6 Неисправные манометры заменяют после снижения давления в полости буфера.
3.7 Смену манжет, уплотнительных колец и ремонт задвижек ЗМ необходимо проводить в мастерских квалифицированным и обученным персоналом.
3.8 После проведения текущего ремонта блока манифольда в условиях мастерских необходимо манифольд испытать на стенде, проверить работоспособность всех сборочных единиц и сделать соответствующую отметку в паспорте.
4 Требования безопасности в аварийных ситуациях
4.1 При внезапном повышении давления, а также при прекращении циркуляции немедленно отключить насос, открыть задвижку на выкид.
4.2 Не допускается работа насоса цементировочного агрегата:
- при наличии стука и нагрева трущихся частей и подшипников;
- если имеются неисправности в узлах манифольда.
4.3 Пропуски в сальниках насосов и в соединениях трубопроводов должны немедленно устраняться.
4.4 При остановке насоса в зимнее время необходимо сливать жидкость из манифольда во избежание образования в них ледяных пробок.
Манифольд следует после остановки продуть воздухом. Запрещается продавливать ледяные пробки, образовавшиеся в выкидных линиях насоса.
Для выполнения этой операции на буровой установке должно иметься специальное продувочное приспособление с уплотнителем для установки в него ниппельной части ведущей трубы или силового верхнего привода «Canrig» (СВП).
Продувка выполняется после отключения насоса цементировочного агрегата и вывешивания таблички на пусковых устройствах «Не включать! Работают люди» . При продувке применять средства индивидуальной защиты и защитные очки
Перед продувкой манифольда проверяется продувочное устройство путем кратковременного открывания воздуха с помощью вентиля. После проверки приступают к продувке манифольда.
4.5 В случае возникновения пожара необходимо:
- прекратить все технологические операции;
- сообщить о пожаре;
- отключить электроэнергию;
- принять меры к удалению людей из опасной зоны;
- умело и быстро выполнить обязанности, изложенные в плане ликвидации аварий;
- изолировать очаг пожара от окружающего воздуха;
- горящие объемы заполнить негорючими газами или паром;
- принять меры по искусственному снижению температуры горящего вещества.
В большинстве случаев горение ликвидируется одновременным применением нескольких методов.
4.6 При несчастном случае необходимо немедленно освободить пострадавшего от воздействия травмирующего фактора, оказать ему первую доврачебную помощь и сообщить непосредственному руководителю о несчастном случае.
При необходимости вызвать скорую помощь или отправить пострадавшего в учреждение здравоохранения.
По возможности сохранить обстановку на месте несчастного случая до начала расследования, за исключением случаев, когда необходимо вести работы по ликвидации аварии и сохранению жизни и здоровья людей.
5 Требования безопасности по окончании работы
5.1 Отключить оборудование, закрыть подачу пара, газа, воды и т.п. Произвести очистку оборудования после отключения электроэнергии.
5.2 Привести в порядок рабочее место, приспособления, инструмент убрать и уложить в отведенное для них место.
5.3 Ознакомить принимающего смену со всеми изменениями и неисправностями в работе оборудования, которые происходили в течение смены.
5.4 Снять защитные средства, спецодежду и спецобувь, привести их в порядок и уложить в места хранения (бригадную сушилку).
5.5. Вымыть руки и лицо теплой водой с мылом или принять душ. Для трудноудаляемых загрязнений применять специальные очищающие средства.
5.6 После работы с моющими растворами сначала вымыть руки под струей теплой воды до устранения «скользкости». Смазать руки питающим и регенерирующим кожу кремом.
ПБ 08-624-03 «Правила безопасности в нефтяной и газовой промышленности»
ППБ 01-03 «Правила пожарной безопасности в РФ». Утверждены Приказом МЧС РФ от 18 июня 2003 г. N 313
Паспорт и руководство по эксплуатации на манифольд УБМ50х21
Монтаж манифольда противовыбросового
Блоки дросселирования и глушения устанавливаются на твёрдом покрытии не ближе 10 метров от устья скважины в легкодоступном месте. Внутренний диаметр коренных труб (от устьевой крестовины до блока задвижек), самих задвижек, дросселя и других элементов манифольда должен соответствовать внутреннему диаметру крестовины. После концевой задвижки допускается увеличение внутреннего диаметра выкидных линий на 30 мм. При капитальном ремонте коренные трубы для скважин первой группы выполняются из бурильных труб, для скважин второй и третьей групп – из насосно-компрессорных труб. Диаметры труб 73 мм, группа прочности марки «Д». Длина сбросовых линий должна быть:
· для нефтяных скважин с газовым фактором менее 200м3/т не менее 30 метров;
· для нефтяных скважин с газовым фактором более 200м3/т, газовых и разведочных скважин не менее 100 метров;
Расстояние от концов выкидного манифольда до всех коммуникаций и сооружений, не относящихся к объектам буровой установки, должно быть не менее 100 метров для всех категорий скважин.
Сбросовые линии от блоков глушения и дросселирования должны надёжно закрепляться на специальных опорах и направляться в сторону от производственных и бытовых сооружений, линий электропередач и проезжих дорог, оврагов и ручьёв, с уклоном от устья скважины. Уклон выкидных линий должен составлять 1 – 2 градуса.
Расстояние между стойками для крепления выкидных линий должно быть не более 10 метров и исключать провисание труб. Усилие отрыва стойки от грунта должно быть не менее 1500 КГс (определяется расчётным путём). Крепление сбросовых линий к стойкам через специальные патроны, с тепловым зазором в пределах 1 – 1,5 мм.
Выкидные линии заканчиваются фланцевым соединением (для КРС допускается быстросъёмное соединение). Расстояние от фланца до последней стойки 200 мм. к фланцу крепится гаситель струи длиной 1000 мм. За последней стойкой роется земляной амбар или устанавливаются ёмкости объёмом не менее ожидаемого суточного дебита скважины.
Допускаются повороты выкидных линий с применением кованых угольников или тройников с буферным устройством (при этом струя должна биться не в тело тройника, а в буферную заглушку).
При пересечении подъездных путей выкидные линии укладываются в патрон и засыпаются грунтом. Внутренний диаметр патрона должен быть больше диаметра фланцев манифольдных труб. Зона переезда ограничивается габаритными стойками.
Все задвижки должны быть пронумерованы в соответствии с утверждёнными схемами. Бирки должны быть металлическими размерами 150×150 мм, высота цифр 100 мм, наносятся водостойкой краской. Кроме этого на задвижке перед дросселем должна быть закреплена металлическая табличка с указанием допустимого давления для устья скважины, допустимого давления для самого слабого участка скважины и плотность раствора, по которой это давление определено. Бирки и таблички не должны мешать свободному вращению штурвалов задвижек.
Манометры, устанавливаемые на блоках дросселирования и глушения, должны иметь верхний предел диапазона измерений на 30% превышающий давление совместной опрессовки обсадной колонны и противовыбросового оборудования. Манометры должны иметь разделители среды, разрядные пробки и игольчатые вентили.
Качество монтажа подтверждается опрессовкой. При этом блок дросселирования и блок глушения до концевых задвижек манифольда высокого давления должны быть опрессованы водой, а затем воздухом совместно с превенторной установкой и устьевым оборудованием на давление опрессовки обсадной колонны. Выкидные линии после концевых задвижек опрессовываются водой на давление:
· 50 кгс/см2 (5 МПа) – для противовыбросового оборудования, рассчитанного на ожидаемое давление до 210 кгс/см2 (21 МПа);
· 100 кгс/см2 (10 МПа) – для противовыбросового оборудования, рассчитанного на ожидаемое давление выше 210 кгс/см2 (21 МПа);
Результаты опрессовки оформляются Актом.
.. 1 2 3 4 ..
ОБЕСПЕЧЕНИЕ ПРОТИВОФОНТАННОЙ БЕЗОПАСНОСТИ РАБОТ В СКВАЖИНАХ (ОАО «ГАЗПРОМ»)
-
При разработке мероприятий по предотвращению, обнаружению и ликвидации газонефтеводопроявлений следует руководствоваться положениями «Инструкции по предупреждению газонефтеводопроявлений и открытых фонтанов при строительстве и ремонте скважин в нефтяной и газовой промышленности» .
-
При проведении текущих и капитальных ремонтов устье скважины должно быть оснащено противовыбросовым оборудованием (ПВО). Схема установки и обвязки противовыбросового оборудования разрабатывается Исполнителем работ, согласовывается с Заказчиком, территориальным органом федеральной службы по технологическому надзору и противофонтанной службой.
-
При ремонте скважин с некоррозионной средой применяются схемы ПВО в соответствии со схемами 1 и 2 ГОСТ 13862. Включение в схему дополнительно превентора со срезающими плашками обязательно при объемном содержании сероводорода в продукции скважины более 6 %, а также при наличии сероводорода до 6 % при избыточном давлении на устье более 35 МПа. При работе на месторождениях с содержанием сероводорода более 6 %, АВПД и глубиной скважины более 4000 м на скважинах устанавливаются четыре превентора, в том числе один со срезающими плашками и один универсальный превентор. Блок дросселирования должен иметь два регулируемых штуцера, в том числе один дистанционный. Блок дросселирования обвязывается с блоками сепарации и дегазации растворов с отводом газа на факел.
-
При проведении ремонтных работ в скважинах с АНПД допускается, по согласованию с территориальным органом федеральной службы по технологическому надзору и противофонтанной службой, использование устьевых герметизирующих устройств и аварийных планшайб в качестве ПВО.
-
Если при ведении работ с применением пенных систем осуществляется вращение инструмента, то в схему противовыбросового оборудования включается вращающийся превентор, приведенный в приложении П.
-
Монтаж противовыбросового оборудования производится бригадой КРС под руководством мастера. До монтажа превенторов на скважине должны быть оборудованы выкидные линии (если отсутствуют стационарные).
-
Перед монтажом превентора на устье скважины необходимо очистить его от противокоррозионной смазки. Проверить фиксацию штурвала. Убедиться в отсутствии механических повреждений на уплотняющих поверхностях плашек. Проверить плавность и легкость перемещения плашек – штурвал должен вращаться одним оператором. Визуально проверить схождение вкладышей.
-
При монтаже ПВО необходимо следить за качеством сборки фланцевых соединений, правильностью укладки металлических уплотнительных колец, равномерной затяжкой шпилек, соблюдением зазора между фланцами.
-
Противовыбросовое оборудование должно иметь паспорт. Запрещается монтаж ПВО, не имеющего паспорта.
-
Переаттестация противовыбросового оборудования проводится в соответствии с паспортом завода-изготовителя, по истечении срока эксплуатации ПВО, но не реже, чем один раз в пять лет, организациями, имеющими соответствующую лицензию. Дефектоскопия превенторов производится один раз в год.
-
Гидравлическая опрессовка плашечных превенторов на рабочее паспортное давление производится на стенде перед каждой установкой на скважине. Плашечные превенторы для колтюбинговых установок и канатной техники и секционные лубрикаторы подвергаются гидравлической опрессовке на рабочее паспортное давление два раза в год.
-
После установки на устье ПВО до концевых задвижек манифольдов высокого давления должно быть опрессовано с помощью устьевого пакера жидкостью, азотом или воздухом на максимально ожидаемое давление, но не выше давления опрессовки эксплуатационной колонны, или, по согласованию с территориальным органом федеральной службы по технологическому надзору и противофонтанной службой, на давление поглощения.
Выкидные линии после концевых задвижек опрессовываются водой на давление:
-
5 МПа – для противовыбросового оборудования, рассчитанного на давление до 21 МПа;
-
10 МПа – для противовыбросового оборудования, рассчитанного на давление выше 21 МПа.
-
Опрессовка ПВО до и после установки на устье проводится в присутствии представителя противофонтанной службы. Все опрессовки оформляются записью в паспорте (формуляре) оборудования и специальными актами.
-
Противовыбросовое оборудование должно собираться из узлов и деталей заводского изготовления отечественной или импортной поставки.
По согласованию с противофонтанной службой допускается применение отдельных деталей и узлов, изготовленных на базах производственного обслуживания организаций в соответствии с утвержденными техническими условиями, при этом изготовленные узлы и детали должны иметь паспорта.
Герметичность смонтированного импортного оборудования следует проверять в соответствии с требованиями для отечественного ПВО.
-
Выбор превенторов производится в зависимости от максимально ожидаемого устьевого давления при аварийном закрытии во время фонтанирования. Плашки превенторов, установленные на устье скважины, должны соответствовать типоразмеру применяемых труб. В случае применения труб разного диаметра на рабочей площадке необходимо иметь опрессованную трубу под плашки превентора, оборудованную переводником по типоразмеру применяемых труб и шаровым краном в открытом состоянии. Размер плашек должен быть указан на щите пульта управления ПВО.
-
При перерывах в работе устье скважины должно быть надежно герметизировано. Превентор следует закрывать только при открытом затрубном и трубном пространствах. Перед возобновлением работы необходимо убедиться в отсутствии давления на устье и открывать превентор при открытой задвижке на рабочем отводе.
-
При продолжительной остановке ремонтных работ необходимо спускать трубы на максимально возможную глубину, но не меньше минимально необходимой. Минимально необходимая глубина спуска труб в скважину определяется исходя из условия обеспечения противодействия выталкиванию их при полном опорожнении ствола скважины от жидкости в случае газонефтепроявления и записывается в буровой журнал перед началом ремонтных работ на скважине.
Необходимая глубина спуска труб в скважину определяется по формуле
10SP
L =
q
, (8.1)
где L – глубина спуска труб, м;
S – площадь сечения труб по наружному диаметру, см2;
Р – ожидаемое максимальное давление на устье скважины, МПа; q – масса одного погонного метра труб, спущенных в скважину, кг.
-
В случаях кратковременного прекращения работ (в пределах одной смены) межтрубное пространство герметизируется превентором, а трубное – шаровым краном. В скважине должно быть достаточное количество труб (в соответствии с 8.17). Колонна труб подвешивается на талевой системе. Ротор (при его наличии) с устья не демонтируется. За устьем скважины осуществляется контроль.
-
Если на момент герметизации устья в скважине труб будет меньше минимально необходимого количества, ремонтные работы прекращены на продолжительный период (больше одной смены) или не обеспечен контроль за устьем скважины на период приостановки работ, то устье скважины оборудуется аварийной подвеской: патрубком с задвижкой и планшайбой. Патрубок оснащается быстроразъемным соединением для подключения агрегата. Ротор (при его наличии) с устья скважины демонтируется.
-
Аварийная подвеска, используемая при герметизации устья, должна быть опрессована на рабочее давление превентора.
-
При малейших признаках газонефтеводопроявлений устье скважины должно быть герметизировано и приняты меры по созданию циркуляции, выравниванию плотности промывочной жидкости и необходимые мероприятия в соответствии с планом ликвидации газонефтеводопроявлений. При возникновении газонефтяного фонтана должно быть извещено
руководство организации, ведущей ремонт скважины, филиала ДО, ДО, противофонтанной службы и территориального органа федеральной службы по технологическому надзору и приняты меры в соответствии с планом ликвидации аварии.
-
Для предотвращения и ликвидации возможных газонефтеводопроявлений на скважине в 10 м от устья устанавливается блок долива. Допускается использовать в этих целях мерную емкость насосного (цементировочного) агрегата .
-
Блок долива устанавливается и обвязывается с таким расчетом, чтобы обеспечивался непрерывный самотечный долив скважины или принудительный долив с помощью насоса (агрегата для промывки скважины) во время подъема инструмента. Доливная емкость должна быть оборудована уровнемером и иметь градуировку.
Скорость подъема и спуска НКТ с закрытым проходным сечением и скважинного оборудования (ЭЦН, пакер, шаблон и др.) не должна превышать 0,25 м/с.
-
Применяемые цементировочные агрегаты должны соответствовать максимальным ожидаемым давлениям, а нагнетательные линии должны быть оборудованы обратными клапанами.
Нагнетательные линии должны быть собраны из труб с быстросъемными соединительными гайками и шарнирных колен (угольников) и опрессованы на полуторакратное давление от максимального рабочего давления, предусмотренного планом работ.
-
Перед эксплуатацией противовыбросового оборудования проводится проверка правильности монтажа, технической исправности оборудования, наличия всей документации на ПВО (паспорт, акты опрессовки, наличие всех необходимых записей на защитном щите и пульте управления) и наличия на рабочей площадке всех переводников и патрубков, необходимых в процессе проведения спускоподъемных операций, по типоразмеру применяемых труб. Производится инструктаж обслуживающего персонала по эксплуатации ПВО.
-
Проверка ПВО при проведении КРС на скважине производится мастером ежедневно, а бурильщиком – ежесменно перед началом работ. Результаты проверки отмечаются в журнале проверки технического состояния оборудования.
-
При замене вышедших из строя деталей превентора или одного из узлов превенторной сборки, смене плашек на устье превенторную установку подвергают дополнительной опрессовке на величину давления испытания эксплуатационной колонны. Результаты опрессовки оформляются актом.
-
После ремонта, связанного со сваркой или токарной обработкой корпуса, превентор перед отправкой на скважину должен быть испытан опрессовкой на пробное давление.
Величина пробного давления выбирается исходя из рабочего давления и проходного отверстия ПВО по таблице 8.1.
Превентор со срезающими плашками должен быть опрессован на стенде на рабочее давление при закрытых плашках, а работоспособность превентора проверена путем открытия и закрытия плашек.
Результаты опрессовки оформляются актом.
Давление опрессовки ПВО после ремонта
Таблица 8.1
Давление в МПа
-
Во время каждого монтажа противовыбросового оборудования необходимо проверять чистоту масла в гидроприводе плашек превентора. При каждом новом полном монтаже ПВО, а также при смене масла с зимнего на летнее и наоборот, обязательно промыть гидросистему дизтопливом и продуть сжатым воздухом. На гидравлическое масло ПВО должен быть сертификат соответствия и заключение по содержанию механических примесей и воды.
-
При работе в условиях отрицательных температур должны применяться превенторы с возможностью подогрева, предусмотренной инструкцией по эксплуатации. При монтаже паропроводов необходимо:
-
-
располагать тройник с заглушкой так, чтобы обеспечить слив конденсата из превентора;
-
обеспечить наклон паровых трубопроводов не менее 2о в сторону тройников с заглушкой для слива конденсата из трубопроводов до его замерзания;
-
на входе в превентор давление пара должно быть не менее 0,2 МПа для поддержания плюсовой температуры в полости плашек при температуре окружающей среды до минус 40 оС;
-
количество подаваемого на обогрев пара должно быть таким, чтобы температура наружной стенки корпуса превентора не превышала плюс 35 оС.
-
Управление превентором должно быть дистанционным, механизированным и дублировано ручным гидроприводом. Штурвалы для ручной фиксации плашек превенторов должны быть установлены в легкодоступном месте, иметь взрывобезопасное освещение и укрытие и находиться на расстоянии не менее 10 м от устья скважины и не менее 3 м от линий дросселирования и глушения. На стенке укрытия должны быть нанесены стрелки направле-
ния вращения штурвалов на закрытие, контрольные метки и количество оборотов, необходимых для закрытия превентора, а также указан диаметр плашек превентора. На задвижке перед дросселем должна быть закреплена табличка с указанием допустимого давления на устье скважины, допустимого давления для самого слабого участка скважины и плотности раствора, по которой это давление определено.
-
Угол между осью карданного вала и осью гидравлического цилиндра превентора должен быть не более 8о.
-
Манометры, устанавливаемые на блоках дросселирования и глушения, должны иметь верхний предел диапазона измерений, не менее чем на 30 % превышающий давление совместной опрессовки колонны и противовыбросового оборудования.
-
Фланцевые соединения всех узлов обвязки ПВО уплотняются металлическими кольцами. Применение прокладок из других материалов запрещается.
-
Выкидные линии должны быть направлены в сторону от проезжих дорог, линий электропередач, производственных и бытовых сооружений и располагаться с уклоном от устья скважины. Расстояние от концов выкидного манифольда до всех коммуникаций и сооружений, не относящихся к скважине, должно быть не менее 100 м.
-
Длина выкидных линий от блоков глушения и дросселирования должна быть:
-
-
для газовых скважин и нефтяных скважин с газовым фактором более 200 м3/т – не менее 100 м;
-
для нефтяных скважин с газовым фактором до 200 м3/т – не менее 30 м.
Для скважин, сооружаемых с насыпного основания и ограниченных площадок, длина выкидных линий устанавливается Исполнителем по согласованию с Заказчиком и территориальным органом федеральной службы по технологическому надзору.
Допускается направлять линии сброса в одну сторону с использованием узлов и деталей, имеющих паспорта установленного образца.
-
Линии глушения и дросселирования и установленные на них задвижки должны иметь внутренний диаметр, одинаковый с внутренним диаметром отводов крестовины; после блока дросселирования допускается увеличение их диаметра не более чем на 30 мм.
-
Запрещается изготовлять отводы из легкосплавных бурильных труб.
-
Трубопроводы от крестовины фонтанной арматуры до блока дросселирования и глушения собираются на фланцах, далее сборку можно вести на замках или муфтах заводского изготовления.
-
Блоки глушения и дросселирования должны быть расположены в удобном для обслуживания месте на расстоянии не менее 10 м от устья скважины. Отводы линий глушения и
дросселирования должны крепиться на специальных опорах, обеспечивающих работу отводов без деформации, концы отводов должны быть направлены на факел или амбар, при наличии в газе сероводорода концы отводов должны быть направлены на факелы.
2
-
Расстояние между опорами должно быть не более 10 м при условии установки якорей на гладкой части каждой трубы. Последняя стойка должна быть удалена от конца отвода не более чем на 1 м. Для надежности рядом (в сторону устья) устанавливается еще одна стойка. На концах отводов необходимо иметь переводники на 2 1/ » для быстроразъемного соедине-
ния (БРС).
-
При оборудовании переездов выкидные трубопроводы закладываются в трубы диаметром не менее 219 мм и обваловываются на ширину проезда, отмеченного «вехами».
-
Бригады по капитальному ремонту скважин должны быть обеспечены Инструкциями по предупреждению открытых фонтанов и действию обслуживающего персонала в случае газонефтеводопроявлений. Рабочие должны быть проинструктированы и обучены практическим действиям, необходимым при возникновении газонефтеводопроявлений и открытого фонтанирования.
9 ОСВОЕНИЕ СКВАЖИН (ОАО «ГАЗПРОМ»)
9.1 Подготовительные работы
-
Работы по освоению скважины осуществляются по плану работ, составленному в соответствии с 5.1.8.
-
Вызов притока при освоении должен производиться при наличии на устье фонтанной арматуры, опрессованной и обвязанной по схеме, согласованной и утвержденной в установленном порядке, в течение светового дня, а в темное время суток при искусственном освещении.
-
При освоении скважины вытесняемые из нее технологические растворы необходимо собирать в приемную емкость или утилизировать в соответствии с планом работ .
-
Перед освоением скважины необходимо иметь запас технологической жидкости согласно 7.3.2.
-
Для сероводородсодержащих скважин к фонтанной арматуре должны быть присоединены линии для глушения скважины через трубное и затрубное пространство. Линии глушения оборудуются обратными клапанами. Жидкость глушения должна быть обработана нейтрализатором сероводорода.
-
На время вызова притока из пласта в скважинах, содержащих сероводород, обеспечить:
-
-
постоянное круглосуточное дежурство ответственных лиц по графику, утвержденному техническим руководителем исполнителя работ;
-
круглосуточное дежурство транспорта на случай эвакуации персонала;
-
постоянную готовность к работе цементировочных агрегатов;
-
готовность персонала к действиям на случай аварийного выброса.
-
Количество насосных агрегатов и спецтехники, необходимых для освоения скважины, регламентируется технологическими условиями скважины и технологией самого процесса освоения.
9.2 Вызов притока
-
Освоение скважины проводится снижением противодавления на пласт с использованием:
-
-
жидкости меньшей плотности (раствора, воды, конденсата, нефти);
-
двухи многофазных пен;
-
природного или попутного нефтяных газов;
-
инертных газов (азота, выхлопных газов двигателей внутреннего сгорания). Использование воздуха для освоения скважин запрещается.
-
Если величина текущего пластового давления выше гидростатического (коэффициент аномальности пластового давления Ка(1), то для вызова притока скважинную жидкость постепенно заменяют жидкостью меньшей плотности закачиванием ее в затрубное пространство. Разница в плотностях последовательно заменяемых жидкостей не должна быть более 500-600 кг/м3.
-
Если после замены скважинной жидкости жидкостью с гидростатическим давлением меньше пластового приток флюида из пласта отсутствует, производят замену ее газожидкостной смесью или пеной, с использованием бустерных установок с подачей на бустер газообразного агента (азот, природный газ, выхлопной газ двигателей внутреннего сгорания). Для получения пены насосным агрегатом через жидкостно-газовый эжектор прокачивается пенообразующая жидкость (ПОЖ) при одновременной подаче на эжектор газообразного агента. Пену подают в затрубное пространство, выдавливая жидкость из скважины до вызова притока.
-
При величине пластового давления ниже гидростатического (Ка<1) вызов притока осуществляют с применением аэрированной жидкости или пенных систем.
-
Вызов притока из пласта газом от соседней скважины производится подачей газа в затрубное пространство для выдавливания столба жидкости из трубного пространства скважины до вызова притока .
-
При освоении скважины с пластовым давлением намного ниже гидростатическо-
а
го (К
= 0,1 – 0,3) возможно использование колтюбинговых установок и инертного газа со-
гласно 11.5.1.
-
Если после проведения операций по освоению скважины приток газа из пласта отсутствует, проводят работы по интенсификации притока газа в соответствии с дополнительным планом, согласованным с Заказчиком.
-
После получения притока необходимо отработать скважину по плану работ и провести ГДИ для определения продуктивной характеристики скважины после КРС.
-
Требование к монтажу и эксплуатации ПВО
Требования, предъявляемые к монтажу стволовой части ПВО.
1. Все стволовые проходы ПВО должны иметь соостность между собой, обсадной колонной, а также иметь одинаковый диаметр, в т.ч. рабочие давления (Рраб.Всех узлов должны быть одинаковы).
2. Если внутренний диаметр крестовины ПВ больше, чем у обсадной колонны, то устанавливается предохранительное кольцо со скосом под углом 60 градусов.
3. Монтаж ПВО производит спец. обученный персонал под руководством механика ПВО.
4. Превенторы должны устанавливаться талевой системой.
5. ПВО должны иметь паспорт с завода-изготовителя, в паспорт должны записываться отметки о произведенном ремонте, замене отдельных деталей и узлов, резиновых уплотнителей к клапанам ПВО, а также испытании на герметичность и движении ПВО.
6. На корпусе каждого превентора крестовина над превенторной катушки должны быть четко нанесены инвентарные номера.
7. Допускается применение отдельных деталей и узлов, изготовленных на базах производственного обслуживания предприятий в соответствии с утвержденными техническими условиями, при этом изготовленные узлы и детали должны иметь паспорта и проведены все необходимые гидравлические испытания.
8. Ось отводов крестовины должна находиться на высоте не менее 0,8м от земли.
9. Гладкая часть патрубка колонного фланца, на которой установлена ПВО, должна быть не менее 0,3м
10. Привод ручного управления превентором устанавливается не ближе 10мот устья, за щитом с навесом, который должен быть изготовлен из листовой стали 5мм или из досок, толщиной 40мм. Щит должен иметь следующие размеры: ширина-2,5м, высота-2м, козырек-0,5м. На щитке перед каждым штурвалом водостойкой краской должны быть нанесены:
· Номер превентора
· Направление вращения штурвала на закрытие стрелкой
· Число оборотов штурвала до полного закрытия
· Давление опрессовки технической колонны
· Диаметр установленных плашек
· Метка совмещения (фиксация) на рукоятке штурвала и щите.
11. Угол отклонения карданного вала и осью гидроцилиндра. ППГ допускается не более 8 градусов
12. Под буровой должен быть твердый настил для доступа к ПВО.
13. Перед рукоятками на основном пульте управления должны быть четкие надписи-превентор «нижний», превентор «средний», превентор «универсальный» и т.д.; рукоятка управления должна быть в крайнем положении – «открыто», «закрыто». Линии рукоятки должны быть зафиксированы или снять.
14. Заканчивается монтаж ПВО опрессовкой с составлением акта№2 и ведомости в двух экземплярах: в ведомость заносят все узлы ПВО и фактическая схема обвязки, один экземпляр, который со всеми предположениями должен быть на буровой, второй в отделе гл. механика.
15. Демонтаж ПВО разрешается производить только после цементирования обсадной колонны, окончания срока ОЗЦ (ожидание затвердения цемента) и заключении геофизической службы о перекрытии цементом продуктивных горизонтов.
Требование к монтажу и эксплуатации ПВО согласно
ПБ НГП
1. ПВО выбирается в зависимости и с учетом выполнения следующих технологических операций:
· Герметизации устья при наличии труб и без них;
· Подвеска труб на плашки превентора после его закрытия;
· Срезание колонной труб;
· Контроля за состоянием скважины во время глушения;
· Расхаживания труб для предотвращения их прихвата;
· СПО части или всей длины бурильной колонны при загерметизированном устье скважины.
2. Все стволовые проходы ПВО должны иметь соосность между собой и обсадной колонны, иметь одинаковый диаметр и одинаковое рабочее давление.
3. Если внутренний диаметр крестовины ПВО больше, чем у обсадной колонны, то устанавливается предохранительное кольцо со скосом под углом 60 градусов.
4. ПВО при ремонте скважин устанавливается на эксплуатационную колонну и монтаж его выполняется согласно типовой схеме (1,3), утвержденной АНК «Башнефть» и согласованной с Башкирским Управлением Ростехнадзора и противофонтанной службой.
5. После монтажа ПВО на скважине, составляется фактическая схема обвязки устья с указанием размеров по стволовой части.
6. Составляется ведомость на комплект ПВО.
После монтажа ПВО вместе с манифольдом до концевых задвижек опрессуют водой на давление опрессовки обсадной колонны.
7. Выкид. линии после концевых задвижек опрессует водой:
-50 атм при рабочем давлении ПВО до 210 атм
-100 атм при рабочем давлении ПВО более 210 атм
8. Штурвалы ручного управления превенторами устанавливаются в легко доступном месте за отбойным щитом с навесом (ширина 2,5 м., высота 2м, навес 0,5 м) не ближе 10м от устья. Щит изготавливают из листовой стали толщиной 5мм. На щите наносятся надписи:
· Направление вращения штурвала «закрытие-открытие» — стрелками;
· Количество оборотов штурвала на закрытие;
· Метка совмещения на рукоятке штурвала и на щите при полном закрытии превентора..
9. Выкид линии для скважин 1,2 категории не менее 100м, для 3 категории не менее 30м.
10. Мастером бригады ежеквартально со всеми рабочими бригады проводится инструктаж по правилам управления и эксплуатации ПВО.
11. Для предотвращения износа стволовой части обеспечить контроль за центровкой мачты относительно оси устья скважины.
Периодичность ревизии и ремонта ПВО.
Очередные ревизии и ремонты ПВО производятся по графику ППР
1 раз в 6 месяцев. Аварийная планшайба 1 раз в год.
Внеочередные ревизии и ремонты ПВО производятся после ГНВП, фонтана, сменой деталей и узлов ПВО и манифольда.
Виды опрессовок ПВО.
1. На заводе ПВО испытывают на прочность пробным давлением согласно таблице.
2. В мех. Мастерской ПВО опрессуют водой на рабочее давление. Время опрессовки 15 минут и оформляют акт№1
3. В случаях, когда корпус ПВО подвергался ремонту с применением сварки и токарных работ опрессуют на пробное давление.
4. После монтажа на устье ПВО опрессуют на давление опрессовки обсадной колонны, но не выше рабочего давления ПВО, составляется акт№2.
2.9. Монтаж и эксплуатация противовыбросового оборудования
размер шрифта
ПРАВИЛА БЕЗОПАСНОСТИ В НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ- РД 08-200-98 (утв- Постановлением Госгортехнадзора РФ от 09-04-98 … Актуально в 2018 году
2.9.1. На кондуктор и техническую колонну, при бурении ниже которых возможны газонефтеводопроявления, а также на эксплуатационную колонну при проведении в ней работ со вскрытым продуктивным пластом устанавливается противовыбросовое оборудование. Обсадные колонны обвязываются между собой с помощью колонной головки. Инструкции по монтажу и эксплуатации ПВО и колонных головок разрабатываются предприятием в соответствии с рекомендациями (техническими условиями) заводов — изготовителей и утверждаются техническим руководителем предприятия.
Рабочее давление колонной головки, блока превенторов и манифольда должно быть не менее давления опрессовки обсадной колонны на герметичность, рассчитываемого на каждом этапе бурения скважины из условия полной замены в скважине бурового раствора пластовым флюидом или газожидкостной смесью и герметизации устья при открытом фонтанировании.
2.9.2. Выбор превенторной сборки, манифольда (линии дросселирования и глушения), гидроуправления превенторами, пульта управления дросселем, сепаратора или трапно — факельной установки осуществляется в зависимости от конкретных горно — геологических характеристик разреза для выполнения следующих технологических операций:
— герметизации устья скважины при спущенных бурильных трубах и без них;
— вымыва флюида из скважины по принятой технологии;
— подвески колонны бурильных труб на плашках превентора после его закрытия;
— срезания бурильной колонны;
— контроля за состоянием скважины во время глушения;
— расхаживания бурильной колонны для предотвращения ее прихвата;
— спуска или подъема части или всей бурильной колонны при герметично закрытом устье.
2.9.3. Схема установки и обвязки противовыбросового оборудования разрабатывается буровым предприятием и согласовывается с заказчиком, территориальными органами Госгортехнадзора России и утверждается в установленном порядке. При этом следует руководствоваться следующими положениями:
2.9.3.1. При вскрытии скважиной изученного разреза, представленного нефтяными и водяными (с растворенным газом) пластами с нормальным давлением, после спуска кондуктора или технической колонны на устье устанавливается превенторная установка, обеспечивающая герметизацию скважины при спущенной бурильной колонне и без нее.
2.9.3.2. Три или четыре превентора, в том числе один универсальный, устанавливаются на скважине при вскрытии газовых, нефтяных и водяных горизонтов с аномально высоким давлением. Необходимость установки превентора со срезающими плашками при ожидаемом избыточном давлении на устье скважины ниже 350 кгс/кв. см (35 МПа) и объемном содержании сероводорода до 6% определяется предприятием по согласованию с территориальными органами Госгортехнадзора России исходя из характеристики пласта (состав флюида, пористость, проницаемость, дебит и др.).
2.9.3.3. Четыре превентора, в том числе один превентор со срезающими плашками и один универсальный, устанавливаются на устье в случаях:
— вскрытия пластов с аномально высоким давлением и объемным содержанием сероводорода более 6%, а также с наличием сероводорода до 6% и избыточным давлением на устье более 350 кгс/кв. см (35 МПа);
— использования технологии спуска и подъема труб при избыточном давлении герметизированного устья;
— на всех морских скважинах.
2.9.4. Все отступления в обвязке устья бурящихся скважин противовыбросовым оборудованием от требований п. 2.9.3 настоящих Правил допускаются по специальному разрешению территориальных органов Госгортехнадзора России при представлении предприятием исчерпывающего обоснования.
2.9.5. Линии сбросов на факелы от блоков глушения и дросселирования должны надежно закрепляться на специальных опорах и направляться в сторону от производственных и бытовых сооружений с уклоном от устья скважины.
Длина линий должна быть:
— для нефтяных скважин с газовым фактором менее 200 куб. м/т — не менее 50 м;
— для нефтяных скважин с газовым фактором более 200 куб. м/т, газовых и разведочных скважин — не менее 100 м.
Линии и установленные на них задвижки должны иметь внутренний диаметр, одинаковый с внутренним диаметром отводов крестовины; после блока задвижек допускается увеличение их диаметра не более чем на 30 мм.
Расстояние от концов выкидного манифольда до всех коммуникаций и сооружений, не относящихся к объектам буровой установки, должно быть не менее 100 м для всех категорий скважин.
Для скважин, сооружаемых с насыпного основания и ограниченных площадок, длина линий от блоков глушения и дросселирования должна устанавливаться подрядчиком по согласованию с заказчиком, территориальными органами Госгортехнадзора России.
2.9.6. На скважинах, где ожидаемое давление на устье превышает 700 кгс/кв. см (70 МПа), устанавливается заводской блок с тремя регулируемыми дросселями — два с дистанционным и один с ручным управлением.
Во всех остальных случаях установка регулируемых дросселей с дистанционным управлением производится в зависимости от конкретных условий и решается руководством предприятия при утверждении в установленном порядке схемы обвязки и установки противовыбросового оборудования.
2.9.7. Манометры, устанавливаемые на блоках дросселирования и глушения, должны иметь верхний предел диапазона измерений, на 30% превышающий давление совместной опрессовки обсадной колонны и противовыбросового оборудования.
Система нагнетания гидроаккумулятора должна включать устройство автоматического отключения насоса при достижении в ней номинального рабочего давления.
2.9.8. Противовыбросовое оборудование должно собираться из узлов и деталей заводского изготовления отечественной или импортной поставки.
Допускается применение отдельных деталей и узлов, изготовленных на базах производственного обслуживания предприятий в соответствии с утвержденными техническими условиями, при этом изготовленные узлы и детали должны иметь паспорта.
2.9.9. Для управления превенторами и гидравлическими задвижками устанавливаются основной и вспомогательный пульты.
Основной пульт управления — на расстоянии не менее 10 м от устья скважины в удобном и безопасном месте.
Вспомогательный — непосредственно возле пульта бурильщика. Он включается в режим оперативной готовности при вскрытии продуктивных и газонефтеводопроявляющих пластов.
2.9.10. Штурвалы для ручной фиксации плашек превенторов должны быть установлены в легкодоступном месте, иметь взрывобезопасное освещение и укрытие. На стенке укрытия должны быть нанесены стрелки направления вращения штурвалов, контрольные метки и количество оборотов, необходимых для закрытия превентора. На задвижке перед дросселем должна быть закреплена табличка с указанием допустимого давления для устья скважины, допустимого давления для самого слабого участка скважины и плотности раствора, по которой это давление определено.
2.9.11. При вскрытии коллекторов, насыщенных нефтью и газом, на буровой необходимо иметь два шаровых крана. Один устанавливается между рабочей трубой и ее предохранительным переводником, второй является запасным.
При вскрытии газовых пластов с аномально высоким давлением, сероводородосодержащих пластов на буровой должно быть три крана. Один шаровой кран устанавливается между рабочей трубой и вертлюгом, второй — между рабочей трубой и ее предохранительным переводником, третий является запасным.
Все шаровые краны должны находиться в открытом состоянии.
Помимо шаровых кранов, на буровой необходимо иметь два обратных клапана с приспособлением для установки их в открытом положении, один из которых является рабочим, а второй — резервным.
2.9.12. Превенторы вместе с крестовинами и коренными задвижками до установки на устье скважины опрессовываются водой на рабочее давление, указанное в паспорте. При кустовом способе бурения сроки опрессовки ПВО на рабочее давление определяются по согласованию с территориальными органами Госгортехнадзора России. После ремонта, связанного со сваркой и токарной обработкой корпуса, превенторы опрессовываются на пробное давление.
Превентор со срезающими плашками должен быть опрессован на стенде на рабочее давление при закрытых плашках, а работоспособность превентора проверена путем открытия и закрытия плашек.
Результаты опрессовки оформляются актом.
2.9.13. После монтажа превенторной установки или спуска очередной обсадной колонны, в том числе потайной, до разбуривания цементного стакана превенторная установка до концевых задвижек манифольдов высокого давления должна быть опрессована водой, азотом или воздухом на давление опрессовки обсадной колонны.
Выкидные линии после концевых задвижек опрессовываются водой на давление:
— 50 кгс/кв. см (5 МПа) — для противовыбросового оборудования, рассчитанного на давление до 210 кгс/кв. см (21 МПа);
— 100 кгс/кв. см (10 МПа) — для противовыбросового оборудования, рассчитанного на давление выше 210 кгс/кв. см (21 МПа).
Результаты опрессовки оформляются актом.
2.9.14. После монтажа и опрессовки превенторной установки совместно с обсадной колонной, опрессовки цементного кольца за обсадной колонной дальнейшее бурение скважины может быть продолжено после получения специального разрешения технического руководителя предприятия, выдаваемого в соответствии с порядком, согласованным с территориальными органами Госгортехнадзора России.
2.9.15. Плашечные превенторы должны периодически проверяться на закрытие и открытие. Периодичность проверки устанавливается буровым предприятием.
2.9.16. При замене вышедших из строя деталей превентора или одного из узлов превенторной сборки, смене плашек на устье превенторную установку подвергают дополнительной опрессовке на величину давления испытания колонны.
Результаты опрессовки оформляются актом.
2.9.17. Плашки превенторов, установленных на устье скважины, должны соответствовать диаметру применяемых бурильных труб.
Глухие плашки устанавливают в нижнем превенторе, когда в сборке отсутствует превентор со срезающими плашками.
2.9.18. При разноразмерном инструменте на мостках необходимо иметь специальную опрессованную бурильную трубу с переводником и шаровым краном, по диаметру и прочностной характеристике соответствующую верхней секции используемой бурильной колонны. Бурильная труба, переводник и шаровой кран окрашиваются в красный цвет.
2.9.19. При спуске обсадных колонн в скважины со вскрытыми высоконапорными пластами (аномальное пластовое давление) и несоответствии установленного универсального превентора ожидаемым устьевым давлениям плашки одного из превенторов заменяются на плашки, соответствующие диаметру спускаемой обсадной колонны, или на приемных мостках должна находиться специальная (стальная, с соответствующими прочностными характеристиками) бурильная труба с переводником под обсадную трубу и шаровым краном в открытом положении, опрессованные на соответствующее давление.
2.9.20. Для беспрепятственного доступа обслуживающего персонала к установленному на устье противовыбросовому оборудованию под буровой должен быть сделан твердый настил.
2.9.21. Все схемы противовыбросовой обвязки устья скважины в верхней части должны включать фланцевую катушку и разъемные воронку и желоб для облегчения работ по ликвидации открытых фонтанов.
—
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
1
Кольцевой превентор
Инструкция по эксплуатации
Шанхайская компания по производству нефтяного оборудования
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
2
Инструкция по безопасной операции
В данной инструкции включаются необходимые соблюдаемые пункты, чтобы обеспечить безопасность человека, защищать продукцию и соединяемые с ней устройства от порчи.
Эти необходимые соблюдаемые пункты отмечены знаками, и объяснены следующими словами по степени опасности:
Внимание:
Обозначает: если не принимаются нужные предохранительные меры, то возможно причинять смерть, серьезную рану человека или большую потерю имущества.
Внимание:
Обратите внимание на важную информацию продукции и особенные части продукции или документов.
Квалифицированный работник
Допускается только квалифицированному работнику на монтаж и управление данным устройством.
Квалифицифрованным работником считается тот, кто обладает опытом управления устьевым контрольным оборудованием на скважине, и может монтировать, эксплуататировать и управлять оборудованием по установленным безопасным правилам и стандартам.
Правильное использование
Обратите внимание
Обратите внимание:
Данное оборудование и его агрегаты только применяются в случаях, как указано в каталоге или инструкции по технологии, и соединяются с устройствами или агрегатами тех заводов, которые одобрены или прорекомендованы Шенькаем.
Обеспечение безопасности устьевого контрольного оборудования—это стоит на первом плане. Поэтому надо вовремя заменять легкоизнашивающиеся метальные и неметальные детали(особенно шаровой резиновый сердечник), которые могут влиять на безопасность и характеристики продукции при испытании.
Данная продукция нормально функцианирует только при таких случаях, когда она правильно транспортируется,сохраняется, собирается и монтируется и по рекомендации эксплуатируется и содержится.
®
®
®
Марки
, , являются зарегисрированые марками Шенькая.
Любая третья сторона в свою пользу использует такие названия, которые имеют связь с марками в данной инструкции, считается агрессией на права и интересы владелца марк.
Шенькай владеет авторским правом
○
c
2009.
Все права защищены.
Без письменного уполномочия запрещены копирование, передача и использование
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
3
данной инструкции или ее содержания.
Нарушитель подвергается иску. Все права собственности, включая право на патент, право на новинку и право на внешдизайн, защищены.
Данная продукция превентора соответствует требованиям стандартов API 16A и GB/T20174, отдельно получает разрешение на использоавние знак, выданное ассоциацией API США, и разрешение на производство, выданное лавным государственным управлением контроля за качеством
16A-0111,
, XK14-001-0002,
Шанхайская компания по производству нефтяного оборудования «Шенькай» серьезно заявляет, что мы уже проверили и констатировали, что содержание данной инструкции соответствует указанной продукции. Но ошибки всегда не избегаются, невозможно обеспечивать стопроцентное соответствие. Данная инструкция периодически рассмтривается и исправляется в следующей версии. Приветствуем замечания для улучшения. Шенькай владеет авторским правом ○
c2009
. При исправлении сообщения не будет.
номер выпуска: __________ дата выпуска:__________
Шанхайская компания по производству нефтяного оборудования «Шенькай»
Отдел по делам послеобслуживания
Горячая линия для клиентов: +86(21)64290467
ФАКС:+86(21)34030004
Веб-сайт:
www.shenkai.com почтовый код:
201114
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
4
содержание
1
общее положение…………………………………………………………………………………………………5 2. Спецификация и основные технические параметры кольцевого превентора …………….7 3.
Принцип работы и основные конструктивные особенности кольцевого превентора с шаровым резиновым сердечником ……………………………………………………………………………13 4.
Принцип работы и конструктивные особенности кольцевого превентора с коническим резиновым сердечником………………………………………………………………………..16 5.
Способ монтажа…………………………………………………………………………………………………19 6.
Способ эксплуатации и внимание……………………………………………………………………….20 7.
Ремонт и уход…………………………………………………………………………………………………….21 8.
Часто встречающие неполадки и их устранения………………………………………………….31 9.
Инструкция по заказу…………………………………………………………………………………………32
Примечание:основные резиновые части кольцевого превентора приведены в Табл. 2,
Табл.3, и Табл.4.
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
5
Вид сердечника: конический-Z; шаровой-пренебрегать
1
общее положение
1.1 Обозначение типов
Выпускные превенторы нашей Компанией имеют типы, которые состоят из 5 групп больших английских букв или цифр (в том числе некоторые могут быть пустыми)
Обозначение типов:
FH
Нижний фланец: при совпадении фланца с номинальн. давлением, обозначение нет;
Номинальн. рабоч. давление: MPa проход
Обозначение кольцевого превентора
Шанхайская компания по производству нефтяного оборудования «Шенькай» специализируется на производстве нефтяного оборудования и инструменртов. Начиная производить ПВО разных размеров с 1974г,
Шенькай имеет большую мощность освоения и изготовления продукции и разные устройства для испытания и инспеции продукции. Шенькай не однократно назначен научно-технической комиссией
Шанхая
«предприятием высоконовейшей техникой». Блок ПВО 105МПА удостоен звания ведущией продукцией в категории Шанхая и государства. До сих пор блок ПВО Шенькай уже оформил серию продукции, приспособленную к требованиям буровой платформы на земле и море.
Шенькай имеет совершенную управленческую систему
QHSE.
Проектирование и изготовление продукции соответствуют стандарту API
Spec 16A и китайскому государственному стандарту GB20174. Приобретены сертификаты API Spec Q1 и ISO 9001 и право на использование логотипа API
Spec 16A
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
6
например
:
1.2 назначение
“FH35-35/70”: кольцевой превентор имеет шаровой сердечник с проходомφ346.1mm,
(13 5
/
8
″ ) , номинальное рабочее давление
35MPa, номинальное рабочее давление нижнего фланца 70 MPa.
“ FHZ54-14 ” : кольцевой превентор имеет конический сердечник с проходом 539.8mm
(21 1
/
4
″ ), номинальное рабочее давление
14MPa, номинальное рабочее давлениенижнего фланца 14MPa.
кольцевой превентор есть важную часть оборудования управления скважины, кольцевой превентор применяется при бурения, ремонте скважины, испытании дебита скважины для контроля устьевого давления, для эффективно предотвращения выброса скважины и реализации безопасного строительства. При пользовании кольцевого превентора необходимо комплектовать гидравлический контроллёр превентора, обычно кольцевой превентор применяется вместе с плашковым превентором, и тоже можно применять самостоятельно.
Они вывполняют следующие операции:
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
7
Наш кольцевой превентор имеет два вида резиновых сердечников конический и шаровой;соединение крышки шарового сердечника с телом имеет вид соединения фланца и клинового блока,
соединение крышки конического сердечника с телом имеет вид соединения зубчатой плиты (см.таблицу1, Рис 1, Рис 2, Рис 3).
2. Спецификация и основные технические параметры кольцевого
превентора
ко ль це во й пр ев ен то р
соединение крышки с телом с помощью зубчатой плиты (Рис.3)
ви д ре зи но вы х се рд еч ни ко в
ш ар ов ой ко ни че ск ий соединение крышки с телом с помощью фланца (Рис.1)
соединение крышки с телом с помощью клинового блока (Рис.2)
Когда в скважине имеются БТ,
НКТилиОТ,можн о герметизировать кольцевые пространства различного размера;
Когда в скважине нет бурового инструмента, может герметизировать полностью скважины
При бурении,
отборе керна,
каратаже в случае фонтанирования или выброса скважины,
можно герметизировать кольцевые пространства между стволом и КТ, керноотборным инструментом, кабелем и канатом и т.д.;
При наличии гидроконтроллёра с клапаном редукции или амортизационным аккумулятором,
может проходить муфта БТ с 18°
ступеней,проводит ь вывнужденую операцию подъёма и спуска.
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
8
Рис.1 FH35-35/70 кольцевой превентор (соединение крышки с телом с помощью фланца)
,
Рис.2
FH35-70/105 кольцевой превентор(соединение крышки с телом с помощью клинового блока)
1 крышка
2 шаровойрезиновый сердечник
3 кольцо соединения
4 поршень
5 тело
6 уплотнение
1
крышка
2
прессовое кольцо
3
клиновый блок
4
шаровойрезиновый сердечник
5
грязезащитное кольцо
6
уплотнение
7
поршень
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
9 1
крышка
2
изнашивающая плита
3
конический резиновый сердечник
4
зубчатая плита
5
уплотнение
6
поршень
7 внешний кожух
8
внутренний кожух
9
тело
Рис3 FH54-14кольцевой превентор (соединение крышки с телом с помощью зубчатой плиты)
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
10
Таблица 1 Спецификация и основные технические параметры кольцевого превентора тип
FH18-35
FH18-35/
70
FH18-70/
105
FH28-35
FH28-35/70
FH28-70/105
проход mm(in)
179.4(7 1/16)
279.4 (11)
Номинальное рабочее давление MPa(Psi)
35 (5000)
70(1000 0)
35 (5000)
70(10000)
Давление гидрвлеческого управления MPa
(Psi)
≤10.5 (1500)
Объем полости цилиндра открытия
L
12.8 12.8 52 58 58 100.2
Объём полости цилиндра закрытия L
18.8 18.8 65 72 72 124.3
соединение крышки с телом фланец фланец фланец фланец фланец
Клиновый блок
Вид резинового сердечника шарово й
шарово й
шарово й
шаровой шаровой шаровой верхнее шпильки болт
M36×3
M36×3
M39×3
M48×3
M48×3
M45×3
Верхнее соединение
Прокладочное кольцо
R46
R46
BX156
R54
R54
BX158
нижнее фланец болт
M36×3
M39×3
M39×3
M48×3
M45×3
M50×3
Нижнее соединение
Прокладочное кольцо
R46
BX156
BX156
R54
BX158
BX158
Соединение гидравлического управления
Z1″ ×2
Z1″(2″)×2
нетто kg
1572 1600 5160 4300 4423 10800
Центр тяжести
(начальная точка на середине нижнего фланца)
338 391 440 462 468 790
Габаритный размер продукции
A
737 737 1092 1138 1138 1448
mm
H
790 814 1136 1081 1096 1420
Габаритный размер ящика
1380×9 40 1380×9 40 1500×1 400 1500×13 10 1500×131 0
2200×2200
(Длина X Ширина X Высота) mm
×1195
×1220
×1465
×1640
×1640
×1700
брутто kg
1755 1782 5460 4560 4683 11458
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
11
Рис.4 Габаритный размер кольцевого превентора с шаровым резиновым сердечником
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
12
Продолжение Табл.1 Спецификация и основные технические параметры кольцевого превентора тип
FH35-35
FH35-35/70
FH35-70/105
FHZ54-14
проход mm (in)
346.1 (13 5
/
8
)
539.8 (21 1
/
4
)
Номинальное рабочее давление Mpa (Psi)
35 (5000)
70 (10000)
14 (2000)
Давление гидравлической полости MPa
≤10.5
Объём полости цилиндра открытия L
71.3 71.3 124 72
Объём полости цилиндра закрытия L
93.5 93.5 152 118
соединение крышки с телом фланец фланец
Клиновой блок
Зубчатая плита
Вид резинового сердечника шаровой шаровой шаровой конический верхнее резьба болт
M42×3
M42×3
M48×3
M42×3
Верхнее соединение
Прокладочное кольцо
BX160
BX160
BX159
R73
нижнее фланец болт
M42×3
M48×3
M58×3
M42×3
Нижнее соединение
Прокладочное кольцо
BX160
BX159
BX159
R73
Соединение гидравлического управления
Z1″ ×2
Z1″(2″)×4
Z1″(1 1
/
2
«)×2
Вес нетто kg
6517 6843 14760 6780
Центр тяжести
(начальная точка на середине нижнего фланца)
496 525 910 744
A
1270 1270 1640 1516
Габаритный размер продукции mm
H
1160 1227 1634 1337
Габаритный размер ящика
(ДXШXВ) mm
1560X1380
X1700 1620X1380
X1700 22002100
X2310
Вес брутто kg
6773 7138 16600
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
13
Примечание: размер
верхний и нижний
фланца отвечает API
Spec 16A
спецификации
для оборудование
бурения
Рис.5
Габаритный размер кольцевого превентора с коническим резиновым сердечником
3. Принцип работы и основные конструктивные особенности
кольцевого превентора с шаровым резиновым сердечником
3.1 Принцип работы
кольцевой превентор с номинальным рабочим давлением менее 35MPa,
соединение крышки с телом осуществляется с помощью фланца, состоит из
тела, крышки, поршня, резинового сердечника, кольца соединения,
уплотнения и т.д.. ( см. Рис.1)
кольцевой превентор с номинальным рабочим давлением более или равно
70MPa, соединение крышки с телом осуществляется с помощью клинового блока, состоит из тела, крышки, поршня, резинового сердечника,
грязезащитного кольца,
клинового блока,
стопорного кольца,
уплотнения и т.д.. ( см. Рис.2)
Когда появляется фонтанирование и необходимо заглушить скважину,
напорное масло из гидравлического контроллёра идет через порт масла на нижней части тела в полость закрытия под поршнем, двигает поршень вверх,
и поршень двигает полусферической уплотнительный резиновый сердечник вверх, из за ограничения полусферической крышки, заставляет резиновый сердечник двигаться вверх по сферической поверхности крышки и к центру скважины до тех пор пока вытесняется резинка через промежутки между держащими рёбрами и прихватывает бурильный инструмент или полностью закрыть устье скважины, достигается цель заглушения скважины. Когда напорное масло идет через порт масла на верхней части тела в полость открытия над поршнем, двигает поршень вниз, и устраняется усилие на сферической поверхности резинового сердечника, резиновый сердечник восстанавливает положение под действием собственной эластической силы, и достигается цель открытия скважины.
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
14
3.2 Конструктивные особенности продукции
3.2.1 Тело крышка, поршень,
кольцо соединения, и другие основные детали изготовляется литьём из лучшей легированной стали, материал отвечает требованиям NACE
MR-01-75, подходит к кислой среде работы и подвергался специальной термической обработкой, При изготовлении изделия проводили гидравлическое испытание на прочности по спецификации API 16A,
гарантированы безопасность и надёжность пои работе под рабочим давлением.
3.2.2 Радиальное сечение поршня имеет вид “Z”, ход короткий и не высокий, на большой цилиндрической поверхности поршня установлены 2 износоупорного кольца, на цилиндрической поверхности между поршнем и телом установлены один износоупорное кольцо, этим устранил возможности непосредственного контакта между поршнем и телом, защитили поршни и тело.износоупорное кольцо легко сменить после отработки.
3.2.3 кольцевой превентор с номинальным рабочим давлением менее
35MPa, соединение крышки с телом осуществляется с помощью фланца
(Рис.1), применяется гайка вида шапки воизбежании ржавчины с болтом, легко разобрать.
3.2.4 Три места уплотнения кольцевого превентора имеют губо-образные уплотнительные кольца, уплотнение надёжное, и не будет утечки (см. Рис.1,
Рис.2):
места уплотнения внешнего диаметра поршня: На месте внешнего диаметра поршня, разделить давление двух полостей выключателя цилиндра;
места уплотнения внутреннего диаметра поршня:На теле, разделить давление между давлением скважины и давлением полости закрытия;
места уплотнения кольца соединения:
На кольце соединения, разделить давление между давлением скважины и давлением полости открытия.
3.2.5 кольцевой превентор с номинальным рабочим давлением более или равно 70Mpa, соединение крышки с телом осуществляется с помощью клинового блока 12 (например типа
FH35-70/105на Рис.2), клиновой блок имеет сильное соединение, усилие на корпусе равномерное и удобно разобрать.
3.2.6 Крышка имеет вида полусфера, нет явления концентрации усилия.
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
15
3.3.1 Принцип уплотнения резинового
сердечника: Процесс уплотнения кольцевого превентора имеет два шага, в первых сначала поршень под действием гидравлического масла двигает резиновый сердечник вверх, заставляет резиновый сердечник двигаться вверх по сферической поверхности крышки и к центру скважины, держащие рёбра собираются и вытесняют резинку к центру скважины и образует первоначальное уплотнение;Во вторых, если в скважине имеется давление,
давление из скважины действует на кольцевую поверхности на верхней полости и двигает ещё поршень вверх, вызывает ещё теснее уплотнения резинового сердечника, и образуется надёжное уплотнение, это называется вспомогательным уплотнением давления из скважины.
3.3.2 Эффект воронки:Из состояния свобода до состояния уплотнения кольцевое резиновый сердечник имеет неравные диаметры сужения на сечениях,
значение сужения верхних сечений большое, значение сужения нижних сечений маленькое.Следовательно, в верхней части вытесняется больше резины,
в нижней части вытесняется меньше резины, образуется вид обратной воронки.Такой поток резины не только повышает уплотнительную способность, но и делает легче чтобы муфты бурильных труб вошли в резиновый сердечник.При спуске бурильных труб, давление скважины компрессирует резиновый сердечник, освободило от усилия растяжения, и тем самым повысило срок службы резинового сердечника.
3.3 Принцип работы и конструктивные особенности шарового
резинового сердечника
3.3.4 Запас резины большой:Запас резины шарового резинового сердечника большой,
При принудительной подъёмно-спускной работе изнашивается, имеется большой запас резины вытесняется для добавления,
При подъёмно-спускной работе не нужно сменить резиновый сердечник.Особенно подходит к случае, где бурильный инструмент часто толкается с резиновым сердечником.
3.3.5 Резиновый сердечник имеет вид
полусферы (Рис.6):он состоит из12-14дер жащих ребер по полусферической поверхности в направлении излучения и вулканизованы с каучуком, держащие ребра изготовлены из легированной стали.
3.3.3 Резиновый сердечник не будет
перевернуться и разрываться:При состоянии уплотнения скважины,
давление скважины делает среднюю часть резинового сердечника перевернуться, но верхний потолок держащих ребер препятствует резиновый сердечник перевернуться, таким образом резина находится в состоянии компрессии и может держать больше сжатия, и не будет разрываться.
Рис.6 внешний вид шарового резинового сердечника
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
16 4.1.1 Соединение крышки конического сердечника кольцевого превентора с телом имеет вид соединения зубчатой плиты, конический сердечник состоит из тела,
крышки, поршня, резинового сердечника, зубчатой плиты, внешнего кожуха тела,
кожуха тела, износоупорной плиты, уплотнения и т.д.. (Рис.3)
4.1.2 При обнаружении фонтанирования и необходимо уплотнения скважины, гидравлическое масло из гидравлического контроллёра идет через порт масла на нижней части тела в полость закрытия под поршнем, двигает поршень вверх, и поршень двигает полусферической уплотнительный резиновый сердечник вверх, из за ограничения износоупорной плиты,
заставляет резиновый сердечник двигаться вверх по поверхности износоупорной плиты и к центру скважины до тех пор пока вытесняется резинка через промежутки между держащими рёбрами и прихватывает бурильный инструмент или полностью закрыть устье скважины, достигается цель заглушения скважины. Когда напорное масло идет через порт масла на верхней части тела в полость открытия над поршнем, двигает поршень вниз, и устраняется усилие на сферической поверхности резинового сердечника, резиновый сердечник восстанавливает положение под действием собственной эластической силы, и достигается цель открытия скважины.
4. Принцип работы и конструктивные особенности кольцевого
превентора с коническим резиновым сердечником
(например типа FHZ54-14 на Рис.3)
4.1 Принцип работы
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
17
4.2 Конструктивные особенности продукции
4.2.1 Тело крышка, поршень, внешний кожух тела, и другие основные детали изготовляется литьём из лучшей легированной стали, материал отвечает требованиям NACE MR-01-75, подходит к кислой среде работы и подвергался специальной термической обработкой,
При изготовлении изделия проводили гидравлическое испытание на прочности по спецификации API 16A, гарантированы безопасность и надёжность пои работе под рабочим давлением.
4.2.2 Три места уплотнения кольцевого превентора имеют губообразные уплотнительные кольца, уплотнение надёжное и не будет утечки (см. Рис.3):
места уплотнения внешнего диаметра поршня: На месте внешнего диаметра поршня, разделить давление двух полостей выключателя цилиндра;
места уплотнения внутреннего диаметра поршня: На теле, разделить давление между давлением скважины и давлением полости закрытия;
места уплотнения крышки: На крышке, разделить давление между давлением скважины и давлением полости открытия.
4.2.3 На крышке имеется отверстие для измерения хода поршня, постоянно сравнить ходы поршня для оценке срока службы резинового сердечника.
4.2.4 Соединение крышки конического сердечника с телом имеет вид соединения с помощью 20 зубчатых плит (Рис.3) ,
имеется сильное соединение, усилие на корпусе равномерное и удобно разобрать.
На каждом болте установлены два “O” — образного уплотнительного кольца, с целью предотвращения заделки зубчатой плиты с крышей от ржавления.
4.2.5 Внутренняя верхняя полость поршня имеет конический вид, которая непосредственно соприкасается с конической поверхностью резинового сердечника, так как конусность маленькая, требуемое усилие поршня для уплотнения тоже будет тоже маленькая. И внешний диаметр меньше чем другие типы кольцевых превенторов;
4.2.6 Фрикционная поверхность между верхней частью внутренней полости крыши и потолком держащих ребер имеет разъёмная износоупорная плита (Рис.3) ,
для защиты крышки, легко сменить.
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
18 4.3.1 Принцип уплотнения конического резинового сердечника: Процесс уплотнения кольцевого превентора имеет два шага, в первых сначала поршень под действием гидравлического масла двигает резиновый сердечник вверх, заставляет резиновый сердечник двигаться вверх по сферической поверхности поршня и износоупорной плиты и к центру скважины, держащие рёбра собираются и вытесняют резинку к центру скважины и образует первоначальное уплотнение; Во вторых, если в скважине имеется давление, давление из скважины действует на кольцевую поверхности на верхней полости и двигает ещё поршень вверх, вызывает ещё теснее уплотнения резинового сердечника, и образуется надёжное уплотнение, это называется вспомогательным уплотнением давления из скважины.
4.3.2 Боковая поверхность резинового сердечника имеет конический вид, угол между образующими конической поверхности и осью резинового сердечника равно 25°, резиновый сердечник состоит из 22
держащих ребер вулканизованы с каучуком , держащие ребра по сферическому кольцу располагаются в радиальном направлении излучения (Рис.7).
4.3.3 Запас резины большой: резина между держащими ребрами резинового сердечника вытесняется в устье скважины и образуется уплотнение, объём резины на много больше потребного пространства для уплотнения.
Следовательно, можно уплотнить буровой инструмент любого вида и любого размера, а также уплотнить скважину целиком. Если гидравлическое давление управляется с помощью клапана редукции или амортизационного аккумулятора, то позволяет производить принудительную подъёмно-спускную работу и проходить муфты БТ со ступеней 18°. Так как имеется большой запас резины если резиновый сердечник изнашивается не серьёзно, то всё ещё можно достигаться уплотнения, срок службы может быть оцениваться. При работе кольцевого превентора резиновый сердечник изнашивается непрерывно, необходимо увеличить ход поршня и вытеснять больше резины для добавления. Когда ход поршня достигается до максимум (до верхней мёртвой точки), или приближается верхней и нижней торцевой плоскости держащих ребер резинового сердечника , то значит запас резины расходовался, и повышение давления управления уже не поможет получить надёжное уплотнение.
Поэтому, сможем измерить срок службы резинового сердечника с помощью измерения хода поршня.
4.3 Принцип уплотнения и конструктивные особенности конического
резинового сердечника
Рис.7 внешний видконического резинового сердечника
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
19 5.1 монтаж: Перед монтажа кольцевого превентора производится испытание на герметичности до номинального рабочего давления, только с удовлетворительным результатом испытания превентор перевезут на буровую площадку, производится монтаж в зависимости от виду группы превенторов по требованию управления скважин, направление муфт маслопровода должно совподаться с направлением муфт превентора.
5.2 испытание давления и эксплуатация после монтажа: Перед монтажа необходимо укрепить кольцевой превентор, необходимо производить испытание на статического давления вместе с устьевым оборудованием, с целью проверки соединительных частей и надёжности герметизации, только с удовлетворительным результатом испытания превентор разрешается использовать.
На пульте управления бурильщика и пульте дальнего управления, открыть и закрыть кольцевой превентор два раза, проверить верность открытия и закрытия,
проверить правильность соединения линии, выпустить воздух из линии масла. При нормальном бурении кольцевой превентор должен находиться на положении открытия.
5. Способ монтажа
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
20 6.1 Кольцевой превентор комплектуется самостоятельным клапаном редукции, обычно давление управления (давление масла для закрытия)должно ниже или равно 10.5MPa, давление управления зависит от давления скважины и размера герметичного бурильного инструмента, при большем радмере бурильного инструмента или при низком давлении скважины, необходимо установить давление управления ниже с целью удлинения срока службы резинового сердечника.
6. Способ эксплуатации и внимание
6.3 При достижении целевого горизонта,
необходимо усиленно проверить кольцевой превентор, в случае когда в скважине имеется бурильный инструмент и нет давления, каждый день необходимо проводить операцию открытия и закрытия один раз кольцевой превентор во избежании забивания резинового сердечника.
6.4 При проведении спуска подъёмной работы без заглушения скважины с применением кольцевого превентора,
необходимо употребить муфты БТ со ступеней 18°. На линии закрытия системы гидравлического управления кольцевого превентора, устанавливают кроме самостоятельный клапан редукции, если установить аккумулятор, то удар гидравлического давления будет амортизирован, и удлиняется срок службы резинового сердечника. При проведении принудительной спуска подъёмной работы, в условии гарантирования герметизации должно по возможности установить давление гидравлического управления ниже,
одновременно строго контролировать скорость спуска и подъёма, особенно при прохождении муфт необходимо медленно оперировать.
6.6 Запрещается выпускать давление скважины посредством открытия превентора.
6.5 После каждого открытия кольцевого превентора, необходимо проверить , открыли ли полностью, во избежании царапана и порчи резинового сердечника.
6.7 При состоянии когда кольцевой превентор находится на положении закрытия труб, разрешается продвигать буровой инструмент вверх и вниз, но не разрешается вращать буровой инструмент.
6.2 При фонтанировании сначала уплотнить скважину с помощью кольцевого превентора,
но по возможности не на долго, так как во-первых резиновый сердечник портится быстро, во-вторых не имеется стопорного механизма.
Кроме особого случая, не разрешается уплотнить пустую скважину с помощью кольцевого превентора.
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
21
7. Ремонт и уход
7.1 Внимание при ремонте и уходе
7.1.1После выполнения каждой скважины,
разъединить гидравлической линии от превентора, заглушить порты с помощью резьбовых пробок, удалить грязь из внутренней полости и внешней поверхности превентора, проверить уплотнительные детали и поверхности посадки, поставить смазки в отверстия болтов, жёлобах прокладок, внутреннюю сферическую поверхность крышки, плоскость держащую поршень и т.д. для смазки и против ржавления.
7.1.2После разборки считать и хранить в ящике все соединительные части: прокладочные кольца, болта, гайки, и специальный инструмент во избежании потери.
7.1.3 Постоянно проверить болта, при ослаблении необходимо вовремя завинтить.
7.1.4 Соблюдать чистоту гидравлического масла, не допустить грязь поступать в цилиндры масла, с целью защиты цилиндров и поршней от повреждения.
7.1.5все резиновые запчасти, рационально хранятся по следующим правилам:
#
номеровать по порядку поступления в складе, степени свежести, пользовать сначала старые потом новые;
#
Хранить в тёмном и сухом помещении, хранить в состоянии ослабления, категорически запрещается хранить в открытом воздухе,
нельзя подвергаться загибанием и вытеснением, лучше хранить в деревянном ящике горизонтально. Запрещается повесить “ O ”
-образное кольцо на деревянной палочке;
# З
апрещается контактировать коррозийную среду, хранить в месте далеко от электродвигателя и электрооборудования высокого напряжения, с целью предотвращения коррозии резиновых деталей из-за выделяемого озона.
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
22
7.2 Смена резинового сердечника
7.2.2 Если смена резинового сердечника
производиться на буровой, то необходимо работать
по следующим этапам:
1.Когда в скважине нет бурильного инструмента,
разъединить крышку и тело, убрать крышку с помощью крана, поставить болты подъёмных колец на резиновом сердечнике, вынуть старый сердечник с помощью крана и каната, поставить новый резиновый сердечник,
поставить крышку, завинтить гайки.
2.После смены необходимо снова проводить гидравлическое испытание, проверить способность герметизации резинового сердечника.
3. Когда в скважине имеется бурильный инструмент,
сначала разрезать новый резиновый сердечник с помощью ножа резины (с помощью лома, смазать лезвие мыльной водой) (Рис.8) , плоскость отрезки должна ровной, затем поднимать крышку, вынуть старый сердечник с помощью крана и каната, разрезать старый резиновый сердечник , поставить новый резиновый сердечник, для срочной потребности.
4.Для сменного нового резинового сердечника удаляют грат резины, в месте контакта крышки и резинового сердечника наливают смазку дисульфида молибдена.
7.2.1 Резиновый сердечник является ключевой деталей для уплотнения скважины кольцевым превентором, раз портится не будет действия уплотнения скважины.
Следовательно при обнаружении порчи необходимо вовремя сменить. Смена резинового сердечника желательно производить на базе в тылу.
Рис.8 Смена резинового сердечника при наличии бурильного инструмента в скважине
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
23
7.3 Ремонт и смена
7.3.1 Шаровой резиновый сердечник кольцевого превентора (Рис.9 разборка деталей кольцевого превентора)
1.развинтить резьбовые пробки из порт входа и выхода масла на теле,
выпустить остаточное масло, затем развинтить болта и гайки между крышкой и телом, открыть крышку с помощью крана;
2. когда превентор имеет соединение с помщью клинового блока, должно сначала развинтить гайка 2,
посредством разборочного винта 1 вытеснить нажимное кольцо 4 , потом вынуть клиновой блок 5 с помощью лома (Рис.10 разборка деталей кольцевого превентора типа
FH35-70/105) ;
Р
аз
бо
р
к
а
со
ед
и
н
ен
и
я
к
р
ы
ш
к
и
и
п
ор
ш
н
я
3. поставить болты подъёмных колец на резиновом сердечнике,
вынуть резиновый сердечник с помощью крана и каната;
4.Медленно поднимать кольцо соединения с помощью крана;
5.вылить масло из тела превентора с помощью насоса или тряпки;
6. Медленно поднимать поршень с помощью крана.
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
24
М
ес
то
п
р
ов
ер
к
и
и
с
п
ос
об
р
ем
он
та
п
ос
л
е
р
аз
бо
р
к
и
:
3.Сферическая поверхность внутри крышки: проверить повреждение уплотнительной поверхности в месте контакта сферической поверхности внутри крышки с резиновым сердечником, если имеется неглубокие линейные царапаны,
необходимо ремонтировать с помощью тонкой наждачной бумагой или абразивного бруска; если имеются серьёзное износ, трещины, ямки, необходимо ремонтировать по стандарту SY/T6160или сменить новыми.
1. поршень: величина износа внешнего или внутреннего диаметра более допуска 0.5mm, необходимо ремонтировать или сменить. Для износоупорного кольца, величина износа внешнего диаметра более допуска, необходимо сменить.
6.Тело: Величина износа уплотнительной части тела, внешнего или внутреннего диаметра более допуска 0.5mm, необходимо ремонтировать. Для износоупорного кольца, величина износа внешнего диаметра более допуска, необходимо сменить.
5.Уплотнительное кольцо: необходимо сначала проверить край уплотнительной детали, имеется ли повреждение, износ, резание, старение, при обнаружении повреждения уплотнительной детали необходимо сменить.
7.жёлоб прокладочного кольца: проверить место жёлоба прокладочного кольца на фланцах, не допускается иметь повреждение, влияющее уплотнению.
4. Резиновый сердечник: внутренние отверстия и сферическая поверхность не должно иметь серьёзную деформацию, разрыв, обрыв держащих ребер и искривление, старение резинового сердечника и т.д..
2.кольцо соединения и жёлоб уплотнения: проверить кольцо соединения и жёлоб уплотнения, при наличии ямок,
необходимо ремонтировать с помощью тонкой наждачной бумагой или абразивного бруска.
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
25 7.3.2 Конический резиновый сердечник кольцевого превентора (Рис.11 разборка деталей кольцевого превентора типа FHZ54-14)
4.Для остальных, см.7.3.1Шаровой резиновый сердечник кольцевого превентора.
Разборка
соединени
я крышки
и поршня
1.развинтить резьбовые пробки из порт входа и выхода масла на теле, снять винт 20 и захват крышки 21, развинтить винт 17 и винт 16 зубчатой плиты , открыть крышку с помощью крана
2.поставить болты подъёмных колец на резиновом сердечнике,
вынуть резиновый сердечник с помощью крана и каната;
3.вылить масло из тела превентора с помощью насоса или тряпки;
4. Медленно поднимать поршень с помощью крана.
5 снять винты 13 и 9 с помощью удлиненного внутри шестигранного ключа (S=10,
S=14) .
6. вынуть внешний кожух 11 и внутренний кожух 14.
Место
проверки
и способ
ремонта
после
разборки
1. Внутренняя коническая поверхность поршня: проверить повреждение уплотнительной поверхности в месте контакта внутренняя коническая поверхность поршня с резиновым сердечником, если имеется неглубокие линейные царапаны,
необходимо ремонтировать с помощью тонкой наждачной бумагой или абразивного бруска; если имеются серьёзное износ, трещины, ямки, необходимо ремонтировать по стандарту SY/T6160или сменить новыми.
2. Проверить износоупорную плиту в крышке,если имеются серьёзное износ необходимо вовремя сменить
3.Жёлоб уплотнения:
Проверить жёлоб уплотнения, если имеются ямки, необходимо ремонтировать с помощью тонкой наждачной бумагой или абразивного бруска.
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
26
7.4 Монтаж кольцевого превентора
6. M27 гайки (Рис.10, номер2) для превентора типа
F35-70/105 необходимо привинтить крепко и иметь равномерное усилие.
Монтаж кольцевого
превентора
производится по
порядку, обратно к
7.3.1 или 7.3.2, При
этом следует обратить
внимание на
следующие:
1. необходимо удалить грат и острый угол детали, и так не будет повредить край уплотнительного кольца. И соблюдайте чистоту;
3.При установке уплотнительного кольца на поверхности уплотнительного кольца наливается смазки,, в посадочные внутреннюю и внешнюю поверхности наносится масло для удобства монтажа;
2.подъём и сборка проводится плавно и медленно во избежании заделки детали или повреждения уплотнительного кольца, иво избежании падения грязи на поверхность уплотнения;
4. Обратить внимание на направление губо-образного уплотнительного кольца, открытый губ должен быть направлен к давлению;
5. Обратить внимание чтобы уплотнительное кольцо успешно проходило через отверстие масла и нет повреждения.
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
27
Рис.9 Разборка деталей кольцевого превентора (с шаровым резиновым сердечником)
7 18 6
2 17 5
13 12 11 4
14 10 14 3
8 9
19 1
15 16
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
28
Табл.2 наименование и обозначение деталей кольцевого превентора(с шаровым резиновым сердечником)
Тип продукции н
/
п наименов ание
К
о л
FH18-3 5
FH18-35/70
FH18-
70/10 5
FH28-35
FH28-35/70
FH35-35
FH35-35/70 1 тело
1
FH1835
-02
FH1835/70-
01
H09.0 1
FH2835.03
-00
FH2835/70.01
-00 01-00
FH3535.04
-00
FW1305-17 2 крышка
1
FH1835
-03
FH2835-05
FH2835-05
FH3535-03A
FW1305-05
A
3 поршень
1
FH1835
-18
FH1835-03
H09.0 4.00
FH2835-14
FH2835-14
FW1305-12A
FW1305-12
A
4
Кольцо соединен ия
1
FH1835
-10
FH1835-18
H09.0 2
FH2835-11
FH2835-11
FW1305-10A
FW1305-10
A
5
Резиновы й сердечни к
1
FH1835
-06-00
FH1835-10
H09.0 3
FH2835.09-
00
FH2835.09
-00
FW1305.06-0 0A
FW1305.06
-00A
6 болт
2 4
FH1835
-08
FH1835-06-
00
H09.0 7.00
FH2835-04
FH2835-04
FW1305-04
FW1305-04 7
крышко- гайка
2 4
FH1835
-07
FH2835-07
FH2835-07
FW1305-03
FW1305-03 8
УК внутри поршня
2
FH1835
-14
FH1835
-15
FH1835-08
H09.0 6
FH2835-18
FH2835-19
FH2835-18
FH2835-19
FW1305.13-0 0
FW-1305.
13-00 9
Износоуп орное кольцо
1
п а
р а
FH1835
-16
FH2835-23
FH2835-23
FW1305-14
FW1305-14 1
0
УК вне поршня
2
FH1835
-19
FH1835
-20
FH1835-07
H09.0 5
FH2835-20
FH2835-21
FH2835-20
FH2835-21
FW1305.16-0 0
FW1305.16
-00 1
1
Внутренн ее УК кольца соединен ия
2
FH1835
-12
FH1835
-13
FH1835-14
H09.1 2.00
FH2835-15
FH2835-16
FH2835-15
FH2835-16
FW1305.11-0 0
FW1305.11
-00 1
2
О-образн ое уплотнит ельное кольцо
1
FH1835
-11
FH1835-15
FH2835-12
FH2835-12
FW1305-09
FW1305-09 1
3
О-образн ое уплотнит ельное кольцо
1
FH1835
-09
FH1835-16
H09.1 3
FH2835-10
FH2835-10
FW1305-07
FW1305-07 1
4
Износоуп орное кольцо
2
FH1835
-17
FH1835-19
H09.1 5.00
FH2835-17
FH2835-17
FW1305-15
FW1305-15 1
5
муфта
2
—
FH1835-20
FH2835-13
FH2835-13
—
—
1 6
Z1″резьбо вая
2
FH2835
-22
FH1835-12
H09.1 1.00
FH2835-22
FH2835-22
FH2835-22
FH2835-22 1
7
чекель
4
FH1835-13
чекель6.8
чекель6.8
чекель9
чекель9 1
8
О-образн ое уплотнит ельное кольцо
2 4
—
FH1835-11
H09.0 9
—
—
85×5.7 85×5.7 1
9
О-образн ое уплотнит ельное кольцо
1
—
—
—
FW1305-08
FW1305-08
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
29
табл.3 Наименование и обозначение деталей кольцевого превентора типа FH28-70/105
Рис.10 Разборка деталей кольцевого превентора типа FH28-70/105
н/п наименование кол обозначение
1
Разъёмный винт
12
FH3570-19 2
гайка
12
FH3570-03 3
шпилька
12
FH2870-02 4
Пресовое кольцо
1
FH2870-01 5
Клиновой блок
12
FH2870-03 6
крышка
1
FH2870-04 7
Винт
M20×30 12
GB70-76 8
Резиновый седечник уплотнения
1
зарубежный
9
Сборное уплотнительное кольцо
1
зарубежное
10
О-образное
1
зарубежное
11
Сборное уплотнительное кольцо
2
зарубежное
12
Грязезащитное кольцо
1
FH2870-08 13
Кольцо снижения трения
2
FH2870-12 14
Сборное уплотнительное кольцо
2
зарубежное
15
Винт
M36×80 8
(12.9)
16
Ушко подъёма
4
FH3570-04 17
чекель
4
JB8112-1999 18
Сборное уплотнительное кольцо
2
зарубежное
19
Кольцо снижения трения
1
FH2870-13 20
тело
1
FH2870-14 21
муфта
4
FH3570-13 22
Пробка масла
4
F02-15 23
поршень
1
FH2870-14 1
2 3
4 5
6 7
8 9
10 11 12 13 14 23 15 16 17 18 19 20 21 22
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
30
Табл 4 Наименование и обозначение деталейкольцевого превентора типа FHZ54-14
Рис.11 Разборка деталей кольцевого превентора типа
FHZ54-14
н/п наименование кол
Обозначение
1
крышка
1
FHZ5414-03 2
О-образное уплотнительное кольцо
2
FHZ5414-09 3
Уплотнительное кольцо
2
FHZ5414-08 4
Износоупорная плита
1
FHZ5414-01 5
винтM12×35 6
GB5783-86 6
Резиновый сердечник уплотнения
1
FHZ5414.02-00 7
Уплотнительное кольцо
2
FHZ5414-15 8
поршень
1
FHZ5414-13 9
болтM20×80 16
GB70-85 10
Уплотнительное кольцо
2
FHZ5414-12 11
Внешний кожух
1
FHZ5414-14 12
О-образное уплотнительное кольцо
1
FHZ5414-17 13
болтM12×45 16
GB70-85 14
Внутренний кожух
1
FHZ5414-16 15
Зубчатая плита
20
FHZ5414-05 16
Винт зубчатой плиты
20
FHZ5414-06 17
Держащий винт
20
FHZ5414-07 18
О-образноекольцо25×2.65 20
GB3452.1-82 19
О-образноекольцо53×5.3 20
GB3452.1-82 20
винтM12×70 4
GB70-85 21
Захват крышки
4
FHZ5414-04 22
тело
1
FHZ5414.11-0 23
Пробка масла
2
F02-15 24
переход
2
FHZ5414-10 1
2 3
4、5 2
6 7
8 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
31
8. Часто встречающие неполадки и их устранения
(см. Рис.9~11Разборка деталей кольцевого превентора)
н/п неполадки причины
Метод устранения
1
Линии масла нормальная, резиновый сердечник не герметичный, не зароется давление скважины.
старый сердечник серьёзно износ, падает кусками, старел.
новый сердечник не герметично зароется.
грязь в жёлобе сердечника.
утечка уплотнительного кольца поршня
сменить сердечник.
двигать несколько раз сердечник.
чистить жёлоб сердечника,
периодически двигать сердечник.
сменить уплотнительное кольцо поршня.
2
Не откроется после закрытия.
после длительного закрытия, сердечник деформировал и старел.
цементирование скважины с помощью кольцевого превентора, под сердечником имеется застывший цемент.
сменить сердечник.
снять крышку
(поршень) и потом чистить.
3
Не ловко открыть и закрыть.
линия масла забивалась.
утечка линии масла.
проникать линии масла.
ремонт линии масла.
4
Среда скважины вторгается в цилиндр масла,
или вытекает между телом и крышкой.
уплотнительная часть на кольце соединения испортилась.
сменить испорченную уплотнительную часть.
5
Давление гидравлической части не устойчиво
повреждение поверхности уплотнения цилиндра тела, поршня, кольца соединения, повреждение уплотнительной части.
сменить испорченную уплотнительную часть.
Ремонтировать поверхности уплотнения.
6
Направление движения поршняне совпадает с направлением на шильдикеклапана управления.
не правильно соединили линии масла превентора на пульте управления.
менять местамисобственной линии масла превентора.
Инструкция по эксплуатации Кольцевой превентор ст. ………всего……..
32
тип и спецификация кольцевого превентора;
Рабочая температура;
Есть или нет требование к приварке антикоррозийного слоя в жёлобе уплотнительного кольца;
Требуемые запчасти и другое вспомогательное оборудование;
Остальные особые требования.
9. Инструкция по заказу
При заказе кольцевого превентора, читайте табл.1 “спецификация и технические параметры кольцевого превентора”, и указать следующее:
примечание: Если не указано по вышесказанно му листу, то продукция поставляется по стандарту завода изготовителя.
Название предприятия: Шанхайская компания по производству нефтяного оборудования «Шенькай»
адресс: Шанхай, район Минхан, Улица Пусин № 1769
Почтовый код: 201114
Телефон: 021-56650478 (сбытовой отдел)
021-54332841
Факс: 021-56650478