Содержание
- Автоматический кромкооблицовочный станок Filato FL-430
- Кромкооблицовочный станок с автоматической подачей FL430
- Описание
- Автоматический кромкооблицовочный станок Filato FL-430
- Узнать цену
- Заказать лизинговый расчёт
- Подобрать аналог
 Назначение:
Назначение:
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 (10) мм.
Отличительные особенности:
- Скорость подачи 6 — 20 м/мин, регулируется бесступенчато;
- Бачок для клея-расплава с электронным блоком контроля температуры;
- Тефлоновый резервуар для клея под клеенаносящим роликом;
- Регулировка количества наносимого клея;
- Гильотина для предварительной резки толстого кромочного материала из ПВХ или АBS;
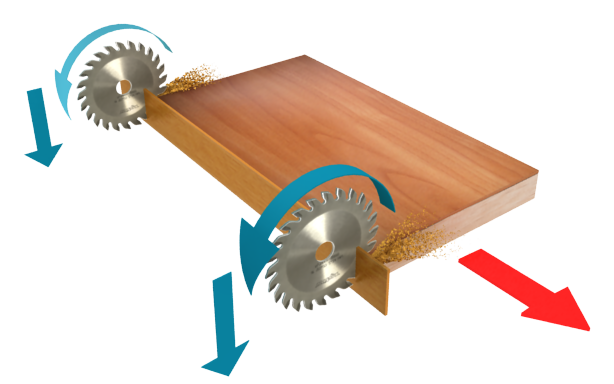
- Торцовочный узел для обрезки переднего и заднего свесов пилой с двумя двигателями 12000 об/мин.;
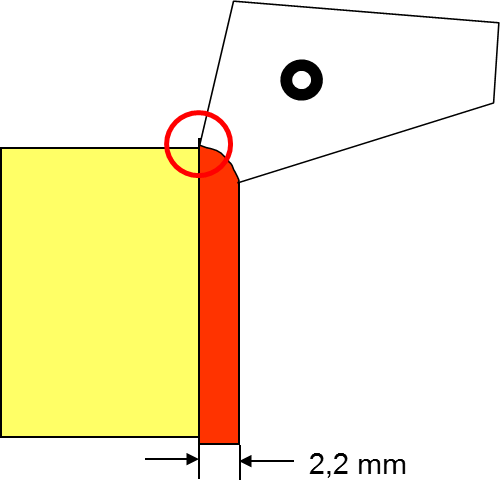
- Фрезерный узел для снятия свесов с вертикальной и горизонтальной настройкой, с двумя высокочастотными двигателями 12000 об/мин. Радиус фрезы 2 мм;
- Пневмоперестановка узла на тонкую (0,4 мм) и толстую(2 мм) кромку (опция);
- Циклевка радиусная R=2 мм;
- Пневмоперестановка узла (опция);
- Полировальный узел 2х0,18 кВт 1400 об/мин;
- Транспортная система с цепью. Несущие плиты шириной – 80 мм;
- Прижимные ролики верхней балки изготовлены из резины, устанавливаются на подшипниках;
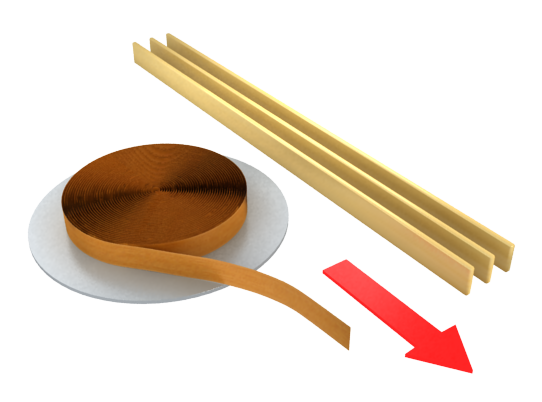
- Магазин подачи рулонного кромочного материала D800 мм;
- Пульт управления на передней панели станка;
- Поддерживающий суппорт для габаритных заготовок;
- Регулятор сжатого воздуха, осушитель.

Блокировка позволяет подавать заготовки на минимально безопасном расстоянии друг от друга.
- Система автоматически срабатывает, предохраняя от повреждения агрегаты, исключая влияния «человеческого фактора».
- Расстояние между деталями 400 мм. От скорости подачи расстояние между деталями не меняется.

УЗЕЛ ПРЕДВАРИТЕЛЬНОЙ ОБРЕЗКИ
СОСТОИТ ИЗ ДВУХ УЗЛОВ
Узел предварительной обрезки (тип ножниц) для тонкой кромки (0,4 — 1 мм)
- Позволяет точно без заломов отрезать кромку и натуральный шпон.
- Идеальный вариант для тонкой кромки ПВХ т.к. приводной ролик тянет за собой тонкую кромку. Кромка в этом случае не слетает с детали и не сминается.
Узел предварительной обрезки (тип нож) для толстой кромки (2 — 3 мм).
- Оснащен мощным пневмоцилиндром. Стабильно отрезает толстую кромку любого типа.
Зона прижима состоит из трех роликов. Первый ролик большого диаметра приводной, второй и третий допресовочные — конусные.
- Позволяет прижать штучный материал толщиной до 10 мм.
- Быстрая полимеризация клея за счет большой площади контакта первого ролика (Ф120 мм).
- Конусные разнонаправленные ролики обеспечивают идеальный вид клеевого соединения.
- Настройка на толщину кромки происходит с помощью счетчика.
Пневматическая регулировка усилия прижима роликов позволяет подобрать и проконтролировать необходимое значение для прижима кромки.

УЗЕЛ ТОРЦЕВОЙ ОБРЕЗКИ
Два промышленных двигателя (12 000 об/мин) 2 x 0,37 кВт.
- Имеется возможность поворота пил 0 — 15°.
- Пилы перемещаются по двум призматической направляющей, каждая пила отрезает припуск только с одной стороны.
Данная система зарекомендовала себя как надежная и стабильная в течение всего срока эксплуатации.
- Простое линейное движение двух пил вверх-вниз;
- Две призматические направляющие, которые в 5-ть раз стабильнее, чем круглые направляющие.
- Провода двигателей защищены кабелеукладчиками. Это предохраняет их от перетирания и повреждений.
- Зона торцовки отгорожена перегородкой. Исключено попадание обрезков кромки в клеевой узел и узел прижима.

Два промышленных двигателя (12 000 об/мин) 2 х 0,37 кВт.
Мощность двигателей 0,37 кВт позволяет фрезеровать кромку с припуском на сторону больше 2 мм.
- Оснащены счетчиками точной настройки на разную толщину кромки.
- Фрезы целиковые 4 ножа Ф75; Z = 4; R2 LEUCO(Германия).
- Быстрая «настрой по кромке» путем установки образца кромки 0,4 мм или 2 мм под копировальную стойку. Не требует дополнительной подстройки.
- Имеется угол наклона фрезеров 0 — 45°. Эффективное использование режущего инструмента.
Копиры круглые большого диаметра:
- Осуществляют плавный заход на деталь. Исключают повреждение любой облицованной поверхность.
- Обеспечивают точное копирование поверхности детали.


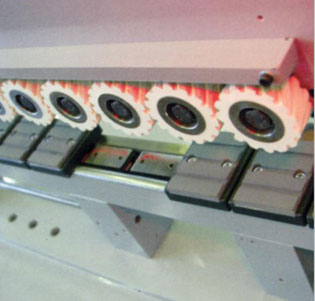
УЗЕЛ РАДИУСНОЙ ЦИКЛИ
Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла. Цикля необходима также для обработки 3D, комбинированной и акриловой кромки.
- Счетчики на узле позволяют точно и быстро настроить узел на разную толщину кромки.
- Пневмоперестановка узла, позволяет выводить узел из работы с пульта управления (опция).
Узел оснащен системой аспирации. Стружка с циклевочного узла попадает в накопитель. Исключена возможность попадания стружки под
копиры (опция).
- Циклевочный узел оснащен круглыми копирами для точной обработки кромки. Копиры Ф80 мм находятся на минимальном расстоянии от края детали. Копиры не оставляют следов на глянцевых поверхностях.
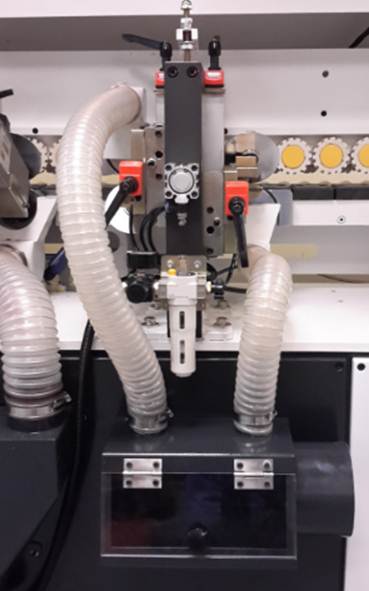
ПОДАЧИ ЖИДКОСТИ В ЗОНУ РЕЗНИЯ
В зону резания цикли подается жидкость из специального стакана. Подача жидкости обеспечивает:
- Охлаждение и смазывание инструмент, создавая мягкие режимы резания.
- Кромка не нагревается и не меняет цвета.
- Лучше оттирает загрязнение полировальными кругами.
УЗЕЛ КЛЕЕВОЙ ЦИКЛИ (ОПЦИЯ)
Предназначен для удаления остатков клея с клеевого соединения.
- С верхним и нижним копирами, которые находятся на минимальном расстоянии от края заготовки, что позволяет с высокой точностью отслеживать профиль детали.
- Управление производиться с пульта. Перестановка циклевки осуществляется с помощью пневмоцилиндров.
Полировка необходима для финишной обработки кромки. Данная операция обеспечивает:
- Блеск обработанной поверхности, очищает от загрязнений.
- Восстанавливает цвет после циклевочного узла.
- Формирует микро радиус у тонкой кромки(притупляет острый край).
Полирующий агрегат – два двигателя, два полирующих диска, частота вращения 1400 об/мин 2 х 0,18 кВт.
Регулировка всех узлов работающих на пневматике находится в одном месте, что значительно упрощает регулировку станка.

Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 80 мм.
Этот тип подачи более надежно фиксирует и перемещает деталь вдоль станка. Привод-мотор-редуктор. Скорость перемещения заготовки меняется плавно от 6 — 20 м/мин. Это позволяет подобрать оптимальные режимы обработки необходимые заказчику.
Деталь прижимается к конвейеру прижимной балкой с двухрядными роликами, установленными в шахматном порядке, чтобы максимально жестко зафиксировать деталь на конвейере.

Комплектующие компоненты ведущих мировых производителей:
Источник
Кромкооблицовочный станок с автоматической подачей FL430
Ссылка для форума:
Вы можете встроить плеер с данным видео в сайт. Для этого выберите размер плеера и скопируйте полученный код.
Описание

Кромкооблицовочный cтанок Filato FL-430 предназначен для нанесения рулонного и полосового кромкоооблицовочного натурального или синтетического материала на прямолинейные кромки заготовок из массивной древесины, древесно-стружечных плит с покрытиями (ламинатом) и без покрытий, МДФ, а также различных композитных материалов на основе древесины с последующей обработкой кромок за один проход.
Кромкооблицовочный cтанок Filato FL-430 состоит из станины коробчатой формы, установленной на основании На станине установлены основные узлы станка. Механизм подачи кромкооблицовочного материала, включает в себя приводной игольчатый ролик, специальное устройство для работы со шпоном Узел предварительной обрезки кромкообрезного материала (гильотина). Специальный узел обрезки позволяющий облицовывать деталь натуральным шпоном. Шпон при такой обрезке не ломается, а аккуратно подрезается (тип ножниц). Усилие пресс группы задается пневматически, что позволяет качественно приклеить кромочный материал к детали.
Торцовочный узел торцовой обрезки для деревообрабатывающего инструмента имеет два электродвигателя. Движение этих узлов осуществляется по высокоточным линейным направляющим, что обеспечивает высочайшую точность позиционирования. Пилы торцовочного узла имеют возможность поворота от 0 до 15 градусов (для снятия фаски). Полировальный узел служит для полировки обработанной части кромки, придания ей естественного цвета и блеска. Регулировка всех узлов работающих на пневматике находится в одном месте, что значительно упрощает регулировку станка. Подача обрабатываемой заготовки осуществляется цепным транспортером с накладками. Привод транспортера обеспечивается от мотор-редуктора с бесступенчатой регулировкой скорости подачи. Верхняя прижимная балка с роликами обеспечивает надежных прижим заготовок во время обработки.
Источник
Автоматический кромкооблицовочный станок Filato FL-430



Производитель: Filato
Страна: Китай
Узел 2-х моторной торцовки
Чистовой узел фрезерования свесов
Узел 2-х моторной обкатки углов (опция)
Узел радиусной циклевки
Узел пазования (опция)
Скорость подачи: 6 — 20 м/мин

Узнать цену

Вы выбрали: Автоматический кромкооблицовочный станок Filato FL-430
Заказать лизинговый расчёт
Вы выбрали: Автоматический кромкооблицовочный станок Filato FL-430
Подобрать аналог
Вы выбрали: Автоматический кромкооблицовочный станок Filato FL-430
Гарантия на оборудование 12 месяцев. Гарантийное и послегарантийное обслуживание осуществляет сервисный центр КАМИ-Сервис. «КАМИ-Сервис» готов выполнить сервисные работы любой сложности — от простейшей диагностики, запуска и ремонта бытового станка до капитального ремонта сложного промышленного оборудования. Информация в разделе сервис и по телефону 8 (495) 663-33-63
Подробная консультация по телефону: 8 (800) 1000-111 и 8 (495) 781-55-11



Калькулятор лизинга и кредит

НАЗНАЧЕНИЕ:
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 (10) мм.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Используется на мебельных и столярных производствах для изготовления корпусной мебели и дверей.


СХЕМЫ ОБРАБОТКИ:
 |
 |
 |
 |
 |
 |
 |
| 1. Подача кромки | 2. Клеевой узел | 3. Пресс группа | 4. Узел 2-ух моторной торцовки |
 |
 |
 |
 |
| 5. Чистовой узел фрезерования свесов | 6. Узел радиусной циклевки | 7. Полировальный узел | |
 |
 |
 |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
БЛОКИРОВКА ПОДАЧИ
Блокировка позволяет подавать заготовки на минимально безопасном расстоянии друг от друга.
- Система автоматически срабатывает, предохраняя от повреждения агрегаты, исключая влияния «человеческого фактора».
- Расстояние между деталями 400 мм. От скорости подачи расстояние между деталями не меняется.
УЗЕЛ ПРЕДВАРИТЕЛЬНОЙ ОБРЕЗКИ
Состоит из двух узлов
1 (ТИП НОЖНИЦ)
Узел предварительной обрезки (тип ножниц) для тонкой кромки (0,4 — 1 мм)
- Позволяет точно без заломов отрезать кромку и натуральный шпон.
- Идеальный вариант для тонкой кромки ПВХ т.к. приводной ролик тянет за собой тонкую кромку. Кромка в этом случае не слетает с детали и не сминается.
2 (ТИП НОЖ)
Узел предварительной обрезки (тип нож) для толстой кромки (2 — 3 мм).
- Оснащен мощным пневмоцилиндром. Стабильно отрезает толстую кромку любого типа.
ПРЕСС ГРУППА
Зона прижима состоит из трех роликов. Первый ролик большого диаметра приводной, второй и третий допресовочные — конусные.
- Позволяет прижать штучный материал толщиной до 10 мм.
- Быстрая полимеризация клея за счет большой площади контакта первого ролика (Ø120 мм).
- Конусные разнонаправленные ролики обеспечивают идеальный вид клеевого соединения.
- Настройка на толщину кромки происходит с помощью счетчика.
Пневматическая регулировка усилия прижима роликов позволяет подобрать и проконтролировать необходимое значение для прижима кромки.
УЗЕЛ ТОРЦЕВОЙ ОБРЕЗКИ
Два промышленных двигателя (12 000 об/мин) 2 x 1,1 кВт TEKNOMOTOR (Италия)
- Имеется возможность поворота пил 0 — 15°.
- Пилы перемещаются по двум призматической направляющей, каждая пила отрезает припуск только с одной стороны.
Данная система зарекомендовала себя как надежная и стабильная в течение всего срока эксплуатации.
- простое линейное движение двух пил вверх-вниз;
- Две призматические направляющие, которые в 5-ть раз стабильнее, чем круглые направляющие.
- Провода двигателей защищены кабелеукладчиками. Это предохраняет их от перетирания и повреждений.
- Зона торцовки отгорожена перегородкой. Исключено попадание обрезков кромки в клеевой узел и узел прижима.
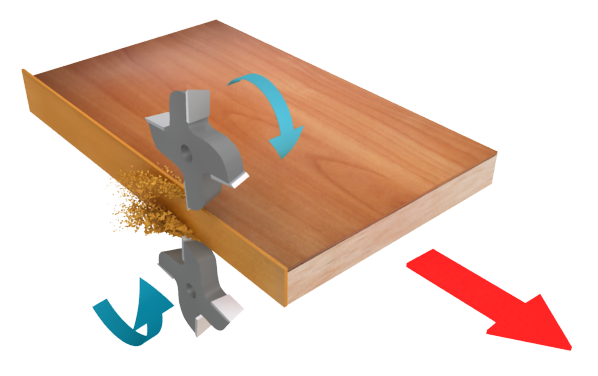
ФРЕЗЕРНЫЙ УЗЕЛ
Два промышленных двигателя (12 000 об/мин) 2 х 0,37 кВт TEKNOMOTOR (Италия).
- Мощность двигателей позволяет фрезеровать кромку с припуском на сторону больше 2 мм.
- Оснащены счетчиками винтовой точной настройки на разную толщину кромки.
- Фрезы целиковые 4 ножа Ø75; Z = 4; R2 LEUCO (Германия).
- Быстрая «настрой по кромке» путем установки образца кромки 0,4 мм или 2 мм под копировальную стойку. Не требует дополнительной подстройки.
- Имеется угол наклона фрезеров 0 — 45°. Эффективное использование режущего инструмента.
Копиры вертикальный и горизонтальный круглые большого диаметра:
- Осуществляют плавный заход на деталь.
- Исключают повреждение любой облицованной поверхности.
- Обеспечивают точное копирование поверхности детали. Касание копира в точке.
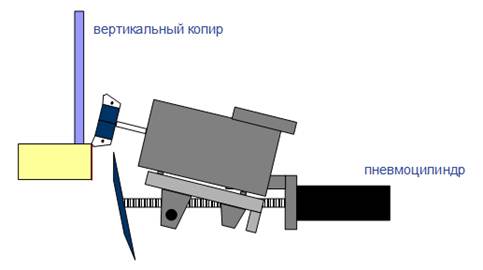
НАСТРОЙКА ФРЕЗЕРНОГО УЗЛА С ПУЛЬТА (ОПЦИЯ)
- Оператор выбирает два режима обработки кромки. Первый режим тонкая кромка (0,4 — 1,5 мм) и второй толстая кромка (1,5 — 3 мм).
- Управление производиться с пульта.
- Система позволяет моментально настроить фрезерный узел, не открывая крышку станка без дополнительных винтовых регулировок узла.
- Исключен износ механизма винтовой настройки. Перемещение узла осуществляется по направляющим. Настройки держаться стабильно в течение всего срока эксплуатации.
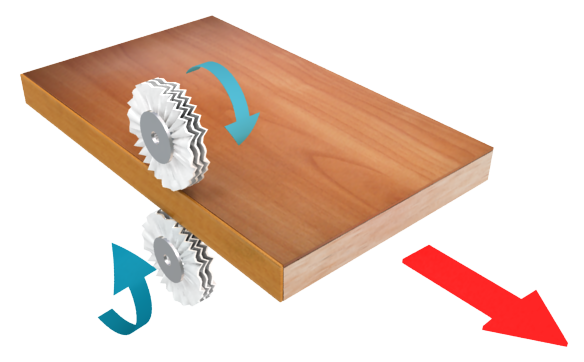
УЗЕЛ РАДИУСНОЙ ЦИКЛИ
Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла. Цикля необходима также для обработки 3D, комбинированной и акриловой кромки.
- Счетчики на узле позволяют точно и быстро настроить узел на разную толщину кромки.
- Пневмоперестановка узла, позволяет выводить узел из работы с пульта управления (опция).
Узел оснащен системой аспирации. Стружка с циклевочного узла попадает в накопитель. Исключена возможность попадания стружки под копиры (опция).
НАСТРОЙКА ЦИКЛЕВОЧНОГО УЗЛА С ПУЛЬТА (ОПЦИЯ)
Удобное управление циклевочного узла осуществляется с помощью его пневмоперестановки.
- Оператор с пульта переключателем устанавливает два положения циклевочного узла. Первое положение — узел выведен из рабочей зоны и тем самым станок настроен на тонкую кромку (0,4 — 1,5 мм), второе положение циклевочный узел в рабочей зоне — настройка узла на толстую кромку (1,5 — 3 мм).
- Система позволяет моментально настроить циклевочный узел, не открывая крышку станка без дополнительных регулировок.
- В базовой комплектации ножи установлены с радиусом R = 2 мм LUECO (Германия).
- Счетчики на узле позволяют точно и быстро подстраивать узел на разную толщину кромки.
- Узел оснащен системой аспирации. Стружка с циклевочного узла попадает в накопитель. Исключена возможность попадания стружки под копиры и полировальные круги.
ПОДАЧА ЖИДКОСТИ В ЗОНУ РЕЗАНИЯ
В зону резания цикли подается жидкость из специального стакана. Подача жидкости обеспечивает:
- Охлаждение и смазывание инструмент, создавая мягкие режимы резания.
- Кромка не нагревается и не меняет цвета.
- Лучше оттирает загрязнение полировальными кругами.
УЗЕЛ КЛЕЕВОЙ ЦИКЛИ (Опция)
Предназначен для удаления остатков клея с клеевого соединения.
- С верхним и нижним копирами, которые находятся на минимальном расстоянии от края заготовки, что позволяет с высокой точностью отслеживать профиль детали.
- Управление производиться с пульта. Перестановка циклевки осуществляется с помощью пневмоцилиндров.
ПОЛИРОВАЛЬНЫЙ УЗЕЛ
Полировка необходима для финишной обработки кромки. Данная операция обеспечивает:
- Блеск обработанной поверхности, очищает от загрязнений.
- Восстанавливает цвет после циклевочного узла.
- Формирует микро радиус у тонкой кромки (притупляет острый край).
Полирующий агрегат – два двигателя, два полирующих диска, частота вращения 1400 об/мин 2 х 0,18 кВт.
НАСТРОЙКА
Регулировка всех узлов работающих на пневматике находится в одном месте, что значительно упрощает регулировку станка.
ПОДАЮЩИЙ КОНВЕЙЕР
Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 80 мм.
Этот тип подачи более надежно фиксирует и перемещает деталь вдоль станка. Привод-мотор-редуктор. Скорость перемещениязаготовки меняется плавно от 6 — 20 м/мин. Это позволяет подобрать оптимальныережимы обработки необходимые заказчику. Деталь прижимается к конвейеру прижимнойбалкой с двухрядными роликами,установленными в шахматном порядке,чтобы максимально жестко зафиксироватьдеталь на конвейере.
КОМПЛЕКТУЮЩИЕ
Комплектующие компоненты ведущих мировых производителей:
Двигатели TECNOMOTOR (Италия);
Электронные компоненты Schneider (Германия);
Инструмент Leuco (Германия);
Подшипники FAG (Германия);
Частотные преобразователи Delta (Тайвань);
Направляющие HIWIN (Тайвань).
 |
|
 |
|
 |
|
 |
|

|
|
 |
|

|
|
|
|

|
|

|
|
 |
|
 |
|
 |
|
 |
|
 |
|
|
|

|
|
| СКОРОСТЬ ПОДАЧИ 6 — 20 М/МИН, РЕГУЛИРУЕТСЯ БЕССТУПЕНЧАТО | |
| БАЧОК ДЛЯ КЛЕЯ-РАСПЛАВА С ЭЛЕКТРОННЫМ БЛОКОМ КОНТРОЛЯ ТЕМПЕРАТУРЫ | |
| ТЕФЛОНОВЫЙ РЕЗЕРВУАР ДЛЯ КЛЕЯ ПОД КЛЕЕНАНОСЯЩИМ РОЛИКОМ | |
| РЕГУЛИРОВКА КОЛИЧЕСТВА НАНОСИМОГО КЛЕЯ | |
| ГИЛЬОТИНА ДЛЯ ПРЕДВАРИТЕЛЬНОЙ РЕЗКИ ТОЛСТОГО КРОМОЧНОГО МАТЕРИАЛА ИЗ ПВХ ИЛИ АBS | |
| ТОРЦОВОЧНЫЙ УЗЕЛ ДЛЯ ОБРЕЗКИ ПЕРЕДНЕГО И ЗАДНЕГО СВЕСОВ ПИЛОЙ С ДВУМЯ ДВИГАТЕЛЯМИ 12 000 ОБ/МИН | |
| ФРЕЗЕРНЫЙ УЗЕЛ ДЛЯ СНЯТИЯ СВЕСОВ С вертикальной и горизонтальной настройкой, с двумя высокочастотными двигателями 12 000 об/мин. Радиус фрезы 2 мм. |
|
| ПНЕВМОПЕРЕСТАНОВКА УЗЛА НА ТОНКУЮ (0,4 ММ) И ТОЛСТУЮ (2 ММ) КРОМКУ (ОПЦИЯ) | |
| ЦИКЛЕВКА РАДИУСНАЯ R=2 ММ | |
| ПНЕВМОПЕРЕСТАНОВКА УЗЛА (ОПЦИЯ) | |
| ПОЛИРОВАЛЬНЫЙ УЗЕЛ 2 Х 0,18 КВТ 1400 ОБ/МИН | |
| ТРАНСПОРТНАЯ СИСТЕМА С ЦЕПЬЮ. НЕСУЩИЕ ПЛИТЫ ШИРИНОЙ – 80 ММ | |
| ПРИЖИМНЫЕ РОЛИКИ ВЕРХНЕЙ БАЛКИ Изготовлены из резины, устанавливаются на подшипниках. |
|
| МАГАЗИН ПОДАЧИ РУЛОННОГО КРОМОЧНОГО МАТЕРИАЛА D800 ММ | |
| ПУЛЬТ УПРАВЛЕНИЯ НА ПЕРЕДНЕЙ ПАНЕЛИ СТАНКА | |
| ПОДДЕРЖИВАЮЩИЙ СУППОРТ ДЛЯ ГАБАРИТНЫХ ЗАГОТОВОК | |
| РЕГУЛЯТОР СЖАТОГО ВОЗДУХА, ОСУШИТЕЛЬ |





ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ:
ПЫЛЕУЛАВЛИВАЮЩИЙ АГРЕГАТ ПК 6000
Источник
Adblock
detector

Настройка Filato 430 — 2 — Ремонт
Похожие видео
► Получать в свой Телеграм все новые видео от Макс Ковинов
В Telegram’e найдите и запустите бота @NewVideoAlertBot. Затем нажмите на кнопку выше!
Полезное видео? Отблагодари в комментариях!
Filato-430 предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3(15)мм.
Отличительные особенности Filato-430
Величенная скорость подачи до 20 м/мин , регулируемая бесступенчато частотным преобразователем;
Магазин подачи кромочного материала включает в себя приводной подающий игольчатый ролик, специальное устройство для работы со шпоном (отводчик).
Узел предварительной обрезки кромочного материала (гильотина).
Специальный узел обрезки, позволяющий облицовывать деталь натуральным шпоном. Шпон при такой обрезке не ломается, а аккуратно подрезается (тип ножниц).
Усилие пресс группы задается пневматически, что позволяет качественно приклеить кромочный материал к детали. Если регулировка пресс группы осуществляется механически, то одного усилия на пресс валах добиться не удастся, что приводит к частичному отклеиванию кромки.
Узел торцевой обрезки имеет два электродвигателя. Движение этих узлов осуществляется по высокоточным линейным направляющим, что обеспечивает высочайшую точность позиционирования. Пилы узла торцевания имеют возможность поворота (для снятия фаски).
Фрезерный узел оснащен двумя высокочастотными двигателями с функцией поворота — это необходимо для получения более полного и качественного радиуса обработанной кромки.
Круглые копиры фрезерного узла позволяют более точно отслеживать заготовку в отличие от станков, на которых стоят капиры в виде пластин, здесь процесс скольжения заменен процессом качения.
Полировальный узел служит для полировки обработанной части кромки, придания ей естественного цвета и блеска.
Регулировка всех узлов, работающих на пневматике, находится в одном месте, что значительно упрощает регулировку станка.
|
Толщина кромки, мм |
0,4 ÷15 |
|
Толщина панели, мм |
10 ÷ 60 |
|
Минимальная ширина панели, мм |
60 |
|
Минимальная длина панели, мм |
120 |
|
Скорость подачи, м/мин |
6 ÷ 20 |
|
Торцовочный узел: |
|
|
— частота вращения, об/мин |
12000 |
|
— мощность двигателей, кВт |
2х0,35 |
|
Фрезерный узел для снятия свесов: |
|
|
— частота вращения, об/мин |
12000 |
|
— мощность двигателей, кВт |
2х0,55 |
|
Полировальный узел |
2 двигателя, 2 диска, 1400 об/мин |
|
Емкость клеевого бачка, л |
3,2 |
|
Давление воздуха, атм |
7 |
|
Общая мощность, кВт |
9.18 |
|
Габариты Filato-430, мм |
4200х1700х1300 |
|
Масса Filato-430 Filato-430, кг |
1500 |
Способы получения товара в г.
Кромкооблицовочный автоматический станок Filato-430 с доставкой в г. подробные условия и стоимость
Самовывоз по предзаказу (бесплатно) из г. Ступино
Пункт самовывоза: Московская обл., Ступинский район, ПГТ Михнево, ул. Донбасская, д. 93
Часы работы: Пн-Чт 9:00-18:00, Пт 9:00-17:00
В стоимость доставки не включена перевозка до терминала транспортной компании!!!
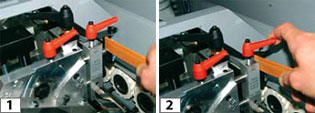
Перед началом работы с кромкооблицовочным станком Filato FL 430 важно правильно настроить циклевочные ножи, чтобы достичь идеального качества отделки рабочих поверхностей материала. Циклевочные ножи предназначены для обработки кромок, удаляя неровности и поверхностные дефекты.
Для настройки циклевочных ножей сначала необходимо отключить станок от электропитания. Затем, освободив механизмы фиксации ножей, их можно перемещать вдоль направляющих для достижения желаемой высоты и щели между ножами. При этом рекомендуется использовать регулировочный ключ, который обеспечит точное и плавное движение ножей.
После того, как ножи установлены в нужном положении, следует аккуратно закрепить их на месте, убедившись, что все фиксаторы надежно зафиксировали ножи. После этого можно подключить станок к источнику питания и приступить к работе. Желательно предварительно проверить настройку циклевочных ножей на испытательном куске материала, чтобы убедиться в качестве обработки.
Содержание
- Настройка циклевочных ножей
- На кромкооблицовочном станке Filato FL 430
- Подготовка к настройке
- Необходимые инструменты и материалы
- Установка циклевочных ножей
- Шаги по установке ножей
- Правильная настройка высоты ножей
Настройка циклевочных ножей
Для настройки циклевочных ножей на кромкооблицовочном станке Filato FL 430 следуйте указанным ниже шагам:
- Выключите станок и отсоедините его от электросети для безопасности.
- Убедитесь, что циклевочные ножи установлены правильно и надежно закреплены на станке.
- Очистите ножи от возможных остатков материала и проверьте их на наличие повреждений.
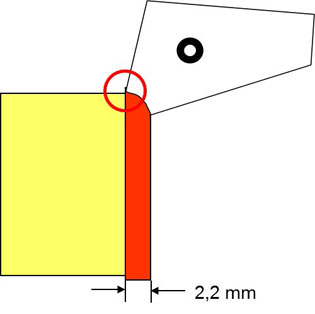
- Проверьте правильность регулировки выступающей части ножей. Для этого можно использовать шаблон или специальные измерительные инструменты.
- Установите желаемый размер фрезерования, согласно требованиям и заданным параметрам. Для этого используйте соответствующую регулировочную меру.
- Проверьте и, при необходимости, отрегулируйте натяжение ремня на станке. Оно должно быть достаточным для надежной работы, но не слишком сильным, чтобы избежать износа ножей и повреждения оборудования.
- Проверьте, что все зажимные устройства на станке надежно закреплены и не допускают нежелательного движения ножей во время работы.
- Включите станок и проведите тестовое фрезерование на небольшом образце материала. Внимательно проверьте результат и, при необходимости, корректируйте настройки ножей.
- После окончания работы, выключите станок и очистите его от остатков материала и пыли.
Правильная настройка циклевочных ножей на кромкооблицовочном станке обеспечит высокое качество работы и продлит срок службы оборудования.
| Шаг | Описание |
|---|---|
| 1 | Выключите станок и отсоедините его от электросети для безопасности. |
| 2 | Убедитесь, что циклевочные ножи установлены правильно и надежно закреплены на станке. |
| 3 | Очистите ножи от возможных остатков материала и проверьте их на наличие повреждений. |
| 4 | Проверьте правильность регулировки выступающей части ножей. Для этого можно использовать шаблон или специальные измерительные инструменты. |
| 5 | Установите желаемый размер фрезерования, согласно требованиям и заданным параметрам. Для этого используйте соответствующую регулировочную меру. |
| 6 | Проверьте и, при необходимости, отрегулируйте натяжение ремня на станке. Оно должно быть достаточным для надежной работы, но не слишком сильным, чтобы избежать износа ножей и повреждения оборудования. |
| 7 | Проверьте, что все зажимные устройства на станке надежно закреплены и не допускают нежелательного движения ножей во время работы. |
| 8 | Включите станок и проведите тестовое фрезерование на небольшом образце материала. Внимательно проверьте результат и, при необходимости, корректируйте настройки ножей. |
| 9 | После окончания работы, выключите станок и очистите его от остатков материала и пыли. |
Правильная настройка циклевочных ножей на кромкооблицовочном станке обеспечит высокое качество работы и продлит срок службы оборудования.
На кромкооблицовочном станке Filato FL 430
Циклевочные ножи являются одной из важных деталей станка, которые необходимо правильно настроить для достижения оптимальных результатов обработки кромки.
Для настройки циклевочных ножей на кромкооблицовочном станке Filato FL 430 следуйте следующим шагам:
- Убедитесь, что станок выключен и отключен от электросети.
- Откройте верхний кожух станка и обнаружьте циклевочные ножи.
- Осмотрите ножи на предмет повреждений или износа. При необходимости замените их.
- Определите требуемую высоту ножей в зависимости от толщины обрабатываемого материала. Для этого можно воспользоваться специальной шкалой или прокладками.
- Последовательно затяните крепежные болты для фиксации ножей в нужном положении. Обратите внимание, чтобы ножи были ровными и не имело зазоров.
- Закройте верхний кожух станка и проверьте правильность установки ножей. Они должны быть расположены ровно и быть готовыми к работе.
После настройки циклевочных ножей на кромкооблицовочном станке Filato FL 430 можно приступить к обработке кромок заготовок. Перед началом работы рекомендуется проверить работоспособность станка на образцах или небольших заготовках.
Обратите внимание, что эти инструкции являются общими рекомендациями и могут отличаться в зависимости от конкретной модели станка. Для более точных инструкций по настройке циклевочных ножей рекомендуется обратиться к руководству пользователя кромкооблицовочного станка Filato FL 430.
Подготовка к настройке
Перед тем как настраивать циклевочные ножи на кромкооблицовочном станке Filato FL 430, необходимо выполнить несколько предварительных шагов:
- Изучение инструкции. Ознакомьтесь с руководством по эксплуатации кромкооблицовочного станка Filato FL 430. В инструкции должны быть описаны основные этапы настройки.
- Очистка и проверка ножей. Перед началом настройки убедитесь, что циклевочные ножи чисты и не повреждены. Очистите их от остатков материала или клея, используя мягкую щетку или специальную щетку для очистки ножей.
- Подготовка рабочей поверхности. Убедитесь, что рабочая поверхность станка чистая и свободна от посторонних предметов, которые могут помешать настройке ножей или повредить их.
После выполнения всех указанных предварительных шагов вы можете приступить к основной настройке циклевочных ножей на кромкооблицовочном станке Filato FL 430.
Необходимые инструменты и материалы
Для настройки циклевочных ножей на кромкооблицовочном станке Filato FL 430 вам потребуются следующие инструменты и материалы:
1. Кромкооблицовочный станок Filato FL 430.
2. Набор циклевочных ножей для кромкооблицовочного станка.
3. Ключ для регулировки ножей.
4. Шероховатый кусочек дерева или пластика для проверки результата настройки ножей.
5. Смазка для механизмов станка.
6. Стержень для проверки зазоров.
Убедитесь, что у вас есть все необходимые инструменты и материалы перед началом настройки циклевочных ножей. Это поможет вам провести настройку качественно и без проблем.
Установка циклевочных ножей
Для настройки циклевочных ножей на кромкооблицовочном станке Filato FL 430 следуйте следующим инструкциям:
| Шаг | Описание |
|---|---|
| Шаг 1 | Установите станок на ровную и устойчивую поверхность, чтобы обеспечить стабильную работу. |
| Шаг 2 | Проверьте, что циклевочные ножи находятся в правильном положении и не повреждены. Если ножи повреждены, замените их перед установкой. |
| Шаг 3 | Откройте крышку спереди станка и выведите циклевочные ножи изнутри. |
| Шаг 4 | Смажьте циклевочные ножи, используя рекомендованное производителем смазочное средство. Убедитесь, что смазка равномерно распределена и ножи полностью покрыты смазкой. |
| Шаг 5 | Поместите циклевочные ножи обратно внутрь станка и закройте крышку. |
| Шаг 6 | Убедитесь, что ножи правильно установлены и не смещаются. При необходимости, отрегулируйте положение ножей, используя соответствующие регулировочные элементы. |
После завершения установки циклевочных ножей не забудьте провести тестовую облицовку, чтобы убедиться в правильной работе станка.
Шаги по установке ножей
1. Перед началом установки необходимо убедиться, что станок Filato FL 430 выключен и специальные предохранители отключены.
2. Откройте крышку станка, чтобы получить доступ к месту установки ножей.
3. Внимательно изучите инструкцию по установке ножей для данной модели станка. Она содержит информацию о правильном порядке установки и оптимальных настройках.
4. Возьмите первый нож и осторожно вставьте его в держатель, расположенный на станке. Убедитесь, что нож плотно и надежно закреплен.
5. Повторите процедуру для оставшихся ножей в соответствии с инструкцией. Убедитесь, что все ножи корректно установлены и надежно закреплены.
6. Закройте крышку станка и включите его. Включите также специальные предохранители, если они были отключены.
7. После установки ножей рекомендуется проверить их на правильность работы. Запустите станок и пропустите через него образцы материала, чтобы убедиться в качественной обработке кромки.
8. При необходимости отрегулируйте ножи согласно инструкции. Примером такой регулировки может быть изменение угла наклона ножей или глубины проникновения в материал.
9. После завершения установки и настройки ножей, тщательно проведите очистку станка и рабочей зоны от образовавшихся отходов и пыли.
10. Готово! Теперь вы можете приступить к использованию станка Filato FL 430 с установленными и настроенными циклевочными ножами.
Правильная настройка высоты ножей
Вот несколько шагов, которые помогут вам правильно настроить высоту ножей:
- Отрегулируйте скорость станка: Перед началом настройки необходимо установить оптимальную скорость вращения станка. Рекомендуется начинать средним значением, а затем при необходимости корректировать его.
- Подготовьте материал: Прежде чем начать настройку, убедитесь, что материал правильно прикреплен к столу станка и не подвижен.
- Задайте начальную высоту ножей: Установите ножи на станке и задайте начальную высоту. Она должна быть достаточной для обрезки лишних краев материала, но не слишком высокой, чтобы избежать повреждения.
- Проверьте качество обработки: После настройки проверьте качество обработки. Если кромка материала ровная и не имеет неровностей, значит, высота ножей правильно настроена. В противном случае, внесите соответствующие корректировки.
Запомните, что настройка высоты ножей является индивидуальным процессом и может потребовать нескольких попыток для достижения оптимального результата. Будьте внимательны и терпеливы, и вы сможете достичь идеальной обработки кромки.
Настройка filato 430 — Как ремонтировать автомобиль?
Похожие видео
► Получать в свой Телеграм все новые видео от Макс Ковинов
В Telegram’e найдите и запустите бота @NewVideoAlertBot. Затем нажмите на кнопку выше!
Поблагодари авторов это видео! Напиши СПАСИБО в комментариях!