Консольно-aрезерные станки моделей 6Р82, 6Р82Г, 6Р12, 6Р12Б.
Часть 3. Сменяемые детали
�?зготовитель: ГПКТ�? «Станкосервис»
г. Тула, 1988 г.
Формат: RAR, PDF
Техническая документация состоит из трех частей. Перваяасть содержит общее описание станка и чертежи узлов. Во второй части изложен технологический процесс ремонта станка. В третьей части помещены временные нормы расхода сменяемых оригинальных деталей и их рабочие чертежи.
Оглавление:
1. Временные нормы расхода сменяемых деталей при ремонте станков 4
2. Рабочие чертежи сменяемых деталей 13
ВН�?МАН�?Е!
Вся информация, которая размещается на сайте носит ознакомительный характер. Мы стремимся к тому, чтобы Вы получали только достоверную, максимально полную и точную информацию. Но мы не исключаем, что некоторая информация может со временем утратить свою актуальность, допускаем возможность ошибок в содержании.
�?нформация на сайте размещается в исходном виде. Мы не даем гарантии на полноту и актуальность информации. �?нформация предоставляется также без каких-либо других явно или неявно выраженных или предполагаемых гарантий.
Администрация сайта оставляет за собой право, не уведомляя пользователей и посетителей ресурса, вносить изменения в контент.
Администрация сайта не несет ответственности за информацию, предоставленную пользователями.
На сайте есть ссылки на сторонние ресурсы (сайты), на которые мы не имеем никакого влияния. Ссылки на другие ресурсы предназначены для того, чтобы пользователю было удобнее искать информацию по схожей тематике. Мы не несем ответственности за содержание других сайтов (контент), за их доступность пользователям.
Нет и не может быть таких обстоятельств, при которых владелец (администрация) сайта будет нести какую-либо ответственность перед какой-либо стороной за прямой, непрямой или косвенно причиненный ущерб из-за использования информации, находящейся на страницах этого сайта, или информации на том сайте, на который имеется гиперссылка с этого ресурса. Ни при каких обстоятельствах мы не будем нести ответственность за возможную, но упущенную выгоду, потерю программ или данных, приостановку вашей хозяйственной деятельности и в аналогичных случаях, даже если будем явно проинформированы о большой вероятности подобного ущерба.
�?нтернет не обеспечивает надежной защиты данных и информации, поэтому не несет и не может нести ответственность за информацию, которую получают пользователи из �?нтернета.
Посещая данный сайт и используя его контент в своих целях, Вы прямо выражаете свое согласие с данным «Отказом от ответственности» и принимаете всю ответственность на себя.
Администрация сайта в любое время может и имеет право вносить изменения в эти правила. Они вступают в силу безотлагательно с этого момента. Если Вы продолжаете пользоваться сайтом после того, как в «Отказ от ответственности» внесены изменения, значит — Вы автоматически согласились на соблюдение обновленных правил.
Владельцы и создатели данного ресурса не несут ответственности за содержание ссылок, за их использование и за информацию, размещенную на данном сайте, как не несут ответственность за игнорирование пользователями коммерческого статуса того программного обеспечения, на которое ведут ссылки с этого сайта.
Авторское право и право на товарный знак
Мы стремимся соблюдать авторские права других собственников и использовать собственные или не требующие лицензирования материалы. Загрузка и копирование текстовых материалов, изображений, фотографий или иных файлов с нашего сайта допускается только для личного, некоммерческого использования. Поскольку содержимое этого раздела сайта создается из открытых общедоступных и бесплатных источников. Если вам стало известно об авторском праве на какой-либо материал на сайте, пожалуйста, сообщите нам. После уведомления о нарушениях, мы удалим такое содержимое немедленно.
Вертикально-фрезерный станок 6Р12 является одним из наиболее востребованных инструментов в области металлообработки, он предназначен для выполнения широкого спектра операций. В данной статье мы рассмотрим подробные сведения о фрезерном станке 6Р12, его принципе работы, особенностях конструкции, настройке, эксплуатации и других важных характеристиках.

Содержание:
- 1 Область применения
- 2 Общий вид
- 3 Сведения о производителе
- 3.1 Аналоги
- 4 Принцип работы и особенности конструкции
- 5 Посадочные и присоединительные базы
- 6 Расположение и перечень составных частей
- 6.1
- 7 Расположение и перечень органов управления
- 7.1
- 8 Схема кинематическая
- 9 Технические характеристики
- 10 Описание конструкции основных узлов
- 10.1 Станина
- 10.2 Поворотная головка и шпиндель
- 10.3 Подшипники шпинделя
- 10.3.1 Перечень подшипников качания
- 10.4 Фрезерная головка
- 10.5 Механизм опускания и подъема консоли
- 10.6 Стол и салазки
- 10.7 Коробка переключения скоростей
- 10.8 Электромагнитная муфта
- 10.9 Коробка подач
- 10.10 Консоль
- 11 Паспорт, инструкция по эксплуатации
- 12 Настройка наладка и режимы работы
- 13 Электрооборудование
- 14 Схема электрическая принципиальная
- 15 Рекомендации по эксплуатации
Область применения
Фрезерный станок 6Р12 используется в различных отраслях промышленности и машиностроения для обработки деталей из различных материалов. Он может быть использован для следующих операций:
- Фрезерование – процесс обработки поверхности детали с помощью фрезы.
- Сверление – процесс обработки отверстий в деталях различных форм и размеров.
- Растачивание – процесс обработки внутренних и внешних поверхностей детали с помощью специальных резцов.
- Резьбонарезание – процесс обработки деталей, при котором осуществляется нарезка внутренней и внешней резьбы.
Вертикально-фрезерный станок 6Р12 может использоваться для обработки деталей из различных материалов, таких как сталь, чугун, алюминий, латунь, пластмассы и др. Он наиболее часто используется в автомобильной, авиационной, электротехнической, приборостроительной и других отраслях промышленности.
С помощью фрезерного станка 6Р12 можно производить обработку деталей различных размеров и форм, начиная от мелких деталей и заканчивая крупными заготовками. Он может быть использован для серийного и массового производства деталей, а также для единичного производства.
Фрезерный станок 6Р12 является универсальным и надежным инструментом для обработки деталей различных материалов и форм. Он позволяет производить обработку деталей высокой точности и качества, что является важным требованием в современной промышленности.
Общий вид

Сведения о производителе
Вертикально-фрезерный станок 6Р12 производится в России компанией «Трансмашхолдинг». Это компания с более чем 150-летней историей, которая специализируется на производстве оборудования для металлообработки. Все изделия компании соответствуют высоким стандартам качества и прошли сертификацию в соответствии с международными стандартами.
Аналоги
Наиболее известными аналогами фрезерного станка 6Р12, которые выпускались являются станки производства компаний «Коломенский завод имени С.М. Кирова», «Саратовский станкостроительный завод» и др. В зарубежных странах широко используются фрезерные станки производства таких компаний, как «DMG MORI», «Haas Automation», «Doosan Machine Tools» и другие.
Принцип работы и особенности конструкции
Фрезерный станок 6Р12 работает на основе принципа вращения инструмента вокруг своей оси и передвижения детали в различных направлениях. Это позволяет выполнить различные операции по обработке деталей.
Особенность конструкции фрезерного станка 6Р12 заключается в том, что он имеет широкий диапазон регулировки скорости вращения шпинделя, что позволяет работать с различными материалами и инструментами. Также станок оснащен многопозиционной поворотной головкой, что позволяет обрабатывать детали под различными углами.
Посадочные и присоединительные базы
Фрезерный станок 6Р12 имеет посадочную базу, на которую крепятся различные приспособления и инструменты. Присоединительная база позволяет соединить станок с различными устройствами, такими как центральная система пневматического зажима деталей и другие.

Кинематическая схема фрезерного станка 6Р12 включает в себя поворотную головку, шпиндель, фрезерную головку, механизм опускания и подъема консоли, стол и салазки, коробку переключения скоростей, электромагнитную муфту, коробку подач и консоль.

Технические характеристики

Описание конструкции основных узлов
Фрезерный станок 6Р12 имеет сложную схему, которая состоит из узлов и механизмов. Рассмотрим основные узлы фрезерного станка 6Р12 подробнее.
Станина
фрезерного станка 6Р12 является основной конструктивной деталью, на которой установлены все узлы и механизмы. Она выполнена из стальной листовой заготовки и имеет жесткую конструкцию.
Поворотная головка и шпиндель
Поворотная головка фрезерного станка 6Р12 имеет многопозиционную систему фиксации и позволяет обрабатывать детали под разными углами. Шпиндель представляет собой конический вал, на котором устанавливается фрезерная головка.

Подшипники шпинделя
Подшипники шпинделя фрезерного станка 6Р12 обеспечивают гладкую и стабильную работу шпинделя во время обработки деталей. Подшипники предназначены для уменьшения трения и износа механизмов, что повышает качество и точность обработки деталей.
Фрезерный станок 6Р12 оснащенный двумя подшипниками, которые расположены в непосредственной близости от шпинделя. Подшипники выполнены в соответствии с ГОСТ из высококачественной стали и имеют высокую точность изготовления, что обеспечивает гладкую и стабильную работу шпинделя.

Подшипники шпинделя фрезерного станка 6Р12 могут быть двух типов: шариковые и роликовые. Шариковые подшипники обеспечивают высокую скорость вращения шпинделя, но имеют меньшую нагрузочную способность по сравнению с роликовыми подшипниками. Роликовые подшипники обеспечивают более высокую нагрузочную способность, но имеют меньшую скорость вращения.
Кроме того, подшипники шпинделя фрезерного станка 6Р12 должны регулярно обслуживаться и чиститься от пыли и грязи. Это поможет сохранить высокую точность и надежность работы механизма, а также продлит срок его эксплуатации.

Перечень подшипников качания

Фрезерная головка
Фрезерная головка – это узел, который предназначен для крепления инструмента (фрезы) и обеспечивает его точное положение во время обработки деталей. Фрезерная головка является одним из наиболее важных узлов фрезерного станка 6Р12, так как именно она обеспечивает высокий класс точности и качество обработки деталей.
Фрезерная головка имеет возможность вращения на 360 градусов, что позволяет использовать инструмент под разными углами. Это особенно важно при обработке сложных деталей с различными поверхностями. Фрезерная головка может быть установлена на поворотной головке, что позволяет обрабатывать детали под различными углами и ориентациями.
Фрезерная головка может быть выполнена из материалов, таких как сталь или чугун. Она имеет специальные зажимные устройства, которые позволяют быстро и легко крепить, и отсоединять инструмент. Некоторые модели фрезерных головок имеют возможность автоматической замены инструмента, что позволяет повысить производительность и эффективность работы фрезерного станка.
Важным параметром фрезерной головки является размер крепежного патрона. Фрезерные головки могут быть оснащены патронами различных размеров, что позволяет использовать различные виды инструмента. Кроме того, фрезерная головка может быть оснащена системой охлаждения инструмента, которая позволяет снизить температуру и избежать его перегрева в процессе работы.
Регулярное обслуживание фрезерной головки, включая смазку и очистку, является важным условием для ее надежной работы.
Механизм опускания и подъема консоли
Механизм опускания и подъема консоли является важным узлом фрезерного станка 6Р12, который обеспечивает опускание и подъем фрезерной головки для обработки деталей различных размеров. Он позволяет установить фрезерную головку на нужной высоте, что позволяет обеспечить высокую точность и качество обработки деталей.
Механизм опускания и подъема консоли фрезерного станка 6Р12 работает на основе привода, который обеспечивает движение консоли вверх и вниз. Консоль, на которой установлена фрезерная головка, закреплена на вертикальной направляющей, которая в свою очередь расположена на станине.
Опускание и подъем консоли происходит при помощи движения винта или гидравлического цилиндра. В зависимости от модели фрезерного станка, механизм опускания и подъема консоли может иметь различные конструктивные особенности. Например, в некоторых моделях механизм оснащен системой автоматической регулировки глубины фрезерования, что позволяет установить заданную глубину обработки.
Механизм опускания и подъема консоли фрезерного станка 6Р12 должен регулярно обслуживаться, чтобы обеспечить его надежную и безотказную работу. Регулярная смазка и чистка механизма помогают уменьшить износ деталей и продлить срок его эксплуатации. Кроме того, необходимо следить за состоянием вертикальной направляющей, чтобы избежать ее износа и убедиться в том, что консоль движется плавно и без заеданий.
Стол и салазки
Стол и салазки фрезерного станка 6Р12 обеспечивают точное положение детали и фиксацию ее во время обработки. Они играют важную роль в обеспечении высокой точности и качества обработки деталей.
Стол фрезерного станка 6Р12 предназначен для установки деталей, которые будут подвергаться обработке. Стол может быть горизонтальным или вертикальным, в зависимости от типа обрабатываемых деталей. Он имеет специальные пазы, в которые могут быть установлены салазки для фиксации деталей в нужном положении.
Салазки фрезерного станка 6Р12 являются механизмами, которые служат для фиксации деталей в нужном положении на столе. Салазки могут иметь различные размеры и конструктивные особенности, в зависимости от типа обрабатываемых деталей. Некоторые модели салазок оснащены системами быстрой фиксации, что позволяет быстро и легко устанавливать, и снимать детали.
Важно отметить, что стол и салазки фрезерного станка 6Р12 должны быть регулярно проверяются и настраиваться на точность. Некоторые модели фрезерных станков оснащены специальными устройствами для проверки и настройки точности положения детали на столе. Регулярная смазка и чистка механизмов также являются важными условиями для их надежной и безотказной работы.
Кроме того, при работе с фрезерным станком 6Р12 необходимо обеспечить безопасность работы. Необходимо убедиться в правильной фиксации детали на столе и избегать движения рук или тела в зоне действия инструмента. Для защиты от случайных повреждений необходимо использовать защитные щитки или ограждения. Подача стола осуществляется ручным или механическим способом.
Коробка переключения скоростей
Коробка переключения скоростей обеспечивает переключение между различными скоростями вращения шпинделя, грубо говоря это переключатель скоростей. Это позволяет выбрать оптимальную скорость для каждого типа обработки деталей, что в свою очередь влияет на качество и скорость выполнения работы.
Коробка переключения скоростей фрезерного станка 6Р12 имеет несколько скоростных режимов вращения шпинделя, которые можно переключать в зависимости от нужд пользователя. Обычно коробка переключения скоростей содержит от 12 до 24 скоростей, что позволяет выбрать наиболее подходящую скорость для каждого типа обработки.
Переключение скоростей происходит при помощи специальных рычагов или кнопок, которые находятся на коробке переключения скоростей. Некоторые модели фрезерных станков могут быть оснащены системами автоматической переключения скоростей, которые выбирают оптимальную скорость в зависимости от типа обрабатываемого материала.
Важно отметить, что коробка переключения скоростей фрезерного станка 6Р12 должна быть регулярно обслуживаема. Регулярная смазка и очистка механизмов коробки помогают увеличить срок ее службы и обеспечить точную работу при переключении скоростей.
Кроме того, при работе с фрезерным станком 6Р12 необходимо учитывать особенности переключения скоростей. Необходимо следить за тем, чтобы переключение происходило при остановленном шпинделе. При переключении скоростей необходимо избегать резкого удара на рычаг или кнопку переключения скорости, чтобы избежать поломки шестерни или других механизмов коробки переключения скоростей.
Электромагнитная муфта
Электромагнитная муфта обеспечивает быстрое и точное переключение между режимами работы фрезерной головки. Это позволяет выбирать оптимальный режим в зависимости от типа обрабатываемых деталей и получать высокое качество обработки.
Электромагнитная муфта фрезерного станка 6Р12 работает на основе принципа электромагнитной индукции. Когда подается электрический ток на муфту, возникает магнитное поле, которое приводит к перемещению ферромагнитной накладки и переключению механизма на другой режим работы. Это позволяет быстро и точно переключать режимы работы фрезерной головки.
Электромагнитная муфта фрезерного станка 6Р12 обычно установлена на шпинделе и связана с коробкой переключения скоростей. Она позволяет быстро переключаться между режимами работы фрезерной головки, такими как фрезерование, сверление, нарезка резьбы и т.д. В зависимости от модели фрезерного станка, муфта может иметь различные конструктивные особенности, такие как система быстрого переключения, которая позволяет быстро переключаться между режимами работы.
Коробка подач
Коробка подач фрезерного станка 6Р12 может быть оснащена различными устройствами для управления подачей. Например, она может иметь систему регулировки подачи, которая позволяет изменять скорость подачи в зависимости от типа обрабатываемых деталей и требуемой точности. Также она может быть оснащена системой автоматической подачи.

Важно отметить, что коробка подач фрезерного станка 6Р12 должна регулярно обслуживаться. Регулярная смазка и чистка механизмов коробки подач помогают увеличить срок ее службы.

Консоль
Консоль обеспечивает перемещение инструмента в трехмерном пространстве для обработки деталей. Консоль состоит из ряда узлов, которые обеспечивают управление перемещением инструмента в различных направлениях и плоскостях.
Консоль фрезерного станка 6Р12 может быть оснащена несколькими осями перемещения, такими как ось X, Y и Z. Они обеспечивают перемещение инструмента вдоль горизонтальной, вертикальной и глубинной осей. В зависимости от модели фрезерного станка, консоль может иметь дополнительные оси перемещения, такие как ось A, B и C, которые обеспечивают вращение инструмента вокруг различных осей.
Консоль фрезерного станка 6Р12 может быть управляемой как вручную, так и автоматически. При ручном управлении оператор может перемещать инструмент в требуемое положение при помощи ручек и кнопок, которые находятся на консоли. При автоматическом управлении, перемещение инструмента происходит по заданным параметрам программы обработки, которая создается на компьютере и загружается в станок.
Кроме того, консоль фрезерного станка 6Р12 может быть оснащена системой измерения, которая позволяет определить точное положение инструмента в трехмерном пространстве. Это позволяет обеспечить высокую точность и качество обработки деталей.
Паспорт, инструкция по эксплуатации
По ссылке можно скачать бесплатно паспорт или инструкцию по эксплуатации фрезерного станка 6Р12, формат — PDF
Настройка наладка и режимы работы
Настройка и наладка фрезерного станка 6Р12 требует определенных знаний и навыков. Перед началом работы необходимо прочитать инструкцию по эксплуатации и ознакомиться с особенностями конструкции станка. Также необходимо произвести проверку и регулировку основных узлов и механизмов перед началом работы.
Режимы работы фрезерного станка 6Р12 могут быть различными и зависят от типа обрабатываемого материала, размеров и формы детали, типа используемого инструмента и других факторов.
Электрооборудование
Фрезерный станок 6Р12 оснащен электрооборудованием, которое обеспечивает питание и управление работой всех механизмов станка. Это включает в себя электродвигатель, реле, выключатели, кнопку стоп и другие элементы.
Схема электрическая принципиальная
Схема электрическая принципиальная фрезерного станка 6Р12 представляет собой схему включения и управления электрооборудованием станка. Она включает в себя блок питания, электродвигатель, реле, выключатели и другие элементы.

Рекомендации по эксплуатации
Для эффективной и безопасной работы с фрезерным станком 6Р12 необходимо соблюдать определенные рекомендации по эксплуатации. Вот некоторые из них:
- Перед началом работы с фрезерным станком 6Р12 необходимо проверить его на наличие повреждений и выполнить необходимую настройку и подготовку.
- Необходимо следить за тем, чтобы рабочая зона фрезерного станка была свободна от посторонних предметов и материалов, которые могут помешать работе станка.
- При работе с фрезерным станком 6Р12 необходимо носить защитную одежду и средства индивидуальной защиты, такие как очки, наушники и респиратор.
- Необходимо следить за тем, чтобы все механизмы и узлы фрезерного станка 6Р12 были правильно смазаны и настроены на точность.
- При работе с фрезерным станком 6Р12 необходимо следить за тем, чтобы инструмент был правильно закреплен и не был слишком заточен, чтобы избежать перегрузки механизмов станка.
- Перед началом работы необходимо убедиться в правильной установке детали, которая будет обрабатываться.
- При работе с фрезерным станком 6Р12 необходимо следить за тем, чтобы инструмент не сталкивался с поверхностью детали слишком сильно, что может привести к повреждению инструмента и механизмов станка.
- Необходимо следить за тем, чтобы станок был выключен перед сменой инструмента или настройкой механизмов.
- При работе с фрезерным станком 6Р12 необходимо следить за тем, чтобы не перегружать механизмы и не превышать допустимые параметры работы.
- Необходимо регулярно обслуживать и чистить механизмы и узлы фрезерного станка 6Р12, чтобы обеспечить его надежную работу и продлить срок его службы.
Схема электрическая 6р12 – 6Р12 станок консольно-фрезерный вертикальный общего назначения Паспорт, руководство, схемы, описание, характеристики
alexxlab | 19.12.2016 | 0 | Вопросы и ответы
Сведения о производителе консольно-фрезерного станка 6р12, 6р12Б
Производитель серии универсальных фрезерных станков 6р12, 6р12Б Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
Сегодня консольно-фрезерные станки – выпускает предприятие ООО “Станочный Парк”, основанное в 2007 году.
История вертикального консольного фрезерного станка 6Р12
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков:
6Н12,
6Н13П,
6Н82,
6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков:
6М12П,
6М13П,
6М82,
6М82Г,
6М83,
6М83Г,
6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков:
6Р12,
6Р12Б,
6Р13,
6Р13Б,
6Р13Ф3,
6Р82,
6Р82Г,
6Р82Ш,
6Р83Г,
6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки:
6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков:
6Т12-1, 6Т82-1, 6Т13-1, 6Т83-1 и
ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков:
6Т12,
6Т13,
6Т82,
6Т82Г,
6Т82ш,
6Т83,
6Т83Г,
6Т83Ш,.
Классификация, обозначение и основные характеристики фрезерных станков
Купить фрезерный станок. Действующие производители фрезерных станков
6Р12 вертикальный консольно-фрезерный станок. Назначение, область применения
Консольно-фрезерный станок с вертикальным пинольным шпинделем имеет крестово перемещающийся в горизонтальной плоскости стол, который смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Станок 6Р12 отличается от станка 6Р13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р12Б имеют, в отличие от станков 6Р12, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.
Консольно-фрезерный вертикальный cтанок 6Р12 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станок оснащен специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станков Н по ГОСТ 8—77.
Российские и зарубежные аналоги станка 6Р12
FSS315, FSS350MR, (FSS450MR) – 315 х 1250 (400 х 1250) – производитель Гомельский станкостроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 – 320 х 1320 – производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 х 1350 (400 х 1600) – производитель Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
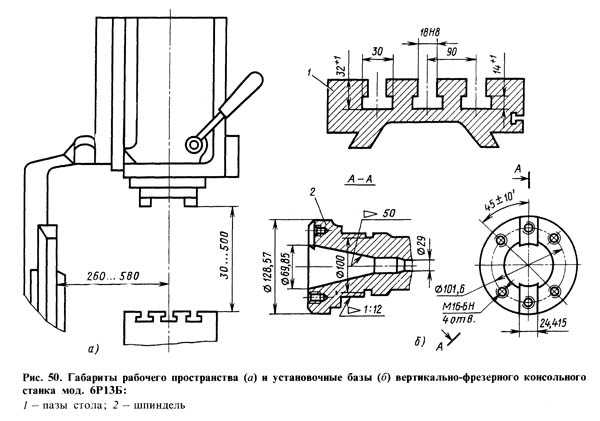
Посадочные и присоединительные базы фрезерного станка 6Р12Б
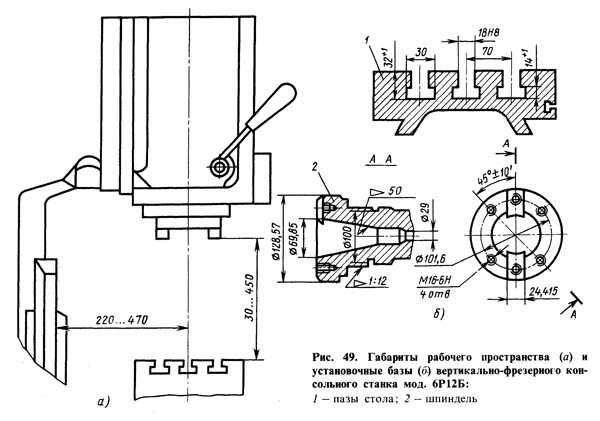
Посадочные и присоединительные базы фрезерного станка 6Р12Б
6Р12 Общий вид вертикального консольно-фрезерного станка
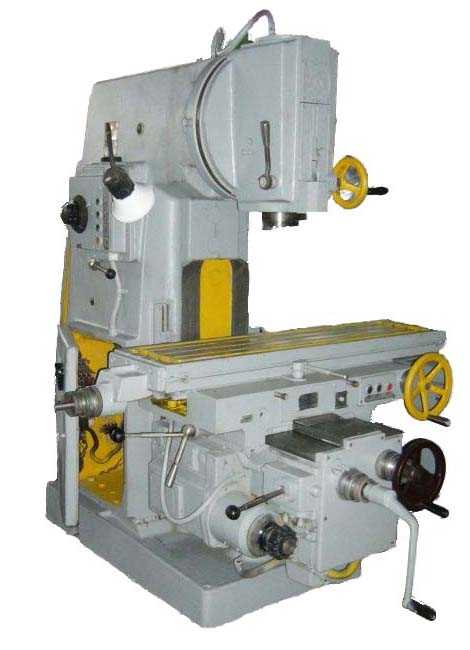
Фото вертикального консольно-фрезерного станка 6Р12
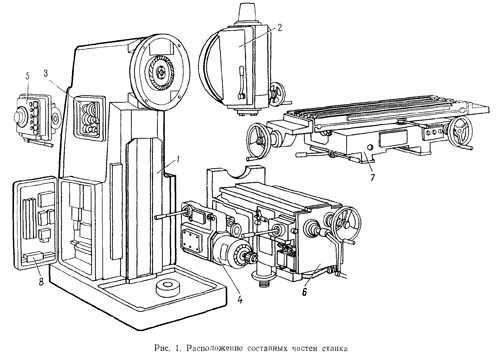
6Р12 Расположение составных частей консольно-фрезерного станка
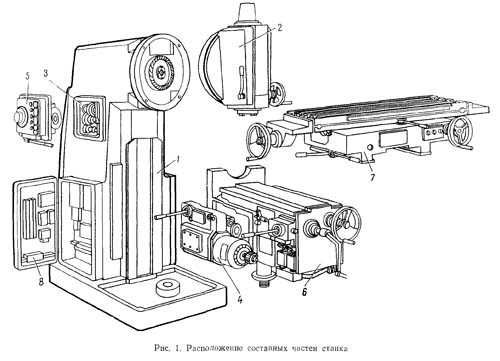
Расположение составных частей фрезерного станка 6Р12
Перечень составных частей консольно-фрезерного станка 6Р12
- Станина – 6Р12-1
- Поворотная головка – 6Р12-31
- Коробка скоростей – 6М12П-3
- Коробка подач – 6Р82-4
- Коробка переключения – 6Р82-5
- Консоль – 6Р12-6
- Стол и салазки – 6Р82Г-7
- Электрооборудование – 6Р12-8
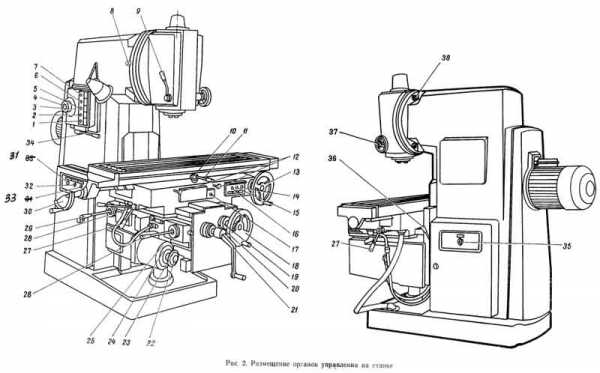
Расположение органов управления консольно-фрезерным станком 6Р12
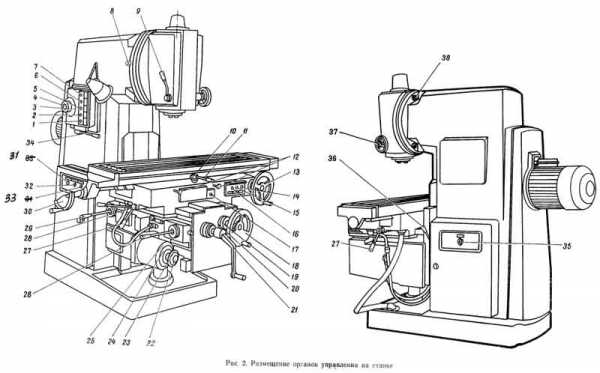
Расположение органов управления консольно-фрезерным станком 6Р12
Перечень органов управления консольно-фрезерным станком 6Р12
- Кнопка „Стоп” (дублирующая)
- Кнопка „Пуск шпинделя” (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол” (дублирующая)
- Кнопка „Импульс шпинделя”
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол”
- Кнопка „Пуск шпинделя”
- Кнопка „Стоп”
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо”
- Переключатель насоса охлаждения „включено выключено”
- Переключатель ввода „включено-выключено”
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
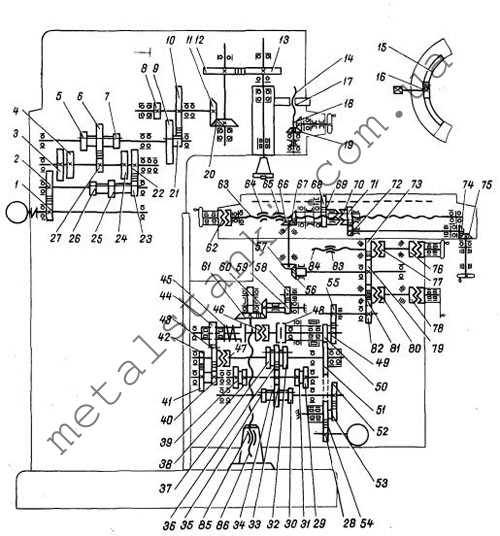
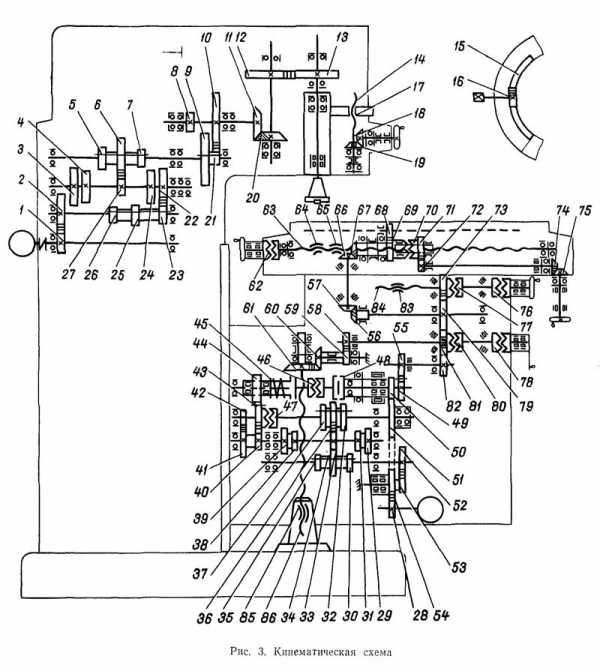
Схема кинематическая консольно-фрезерного станка 6Р12
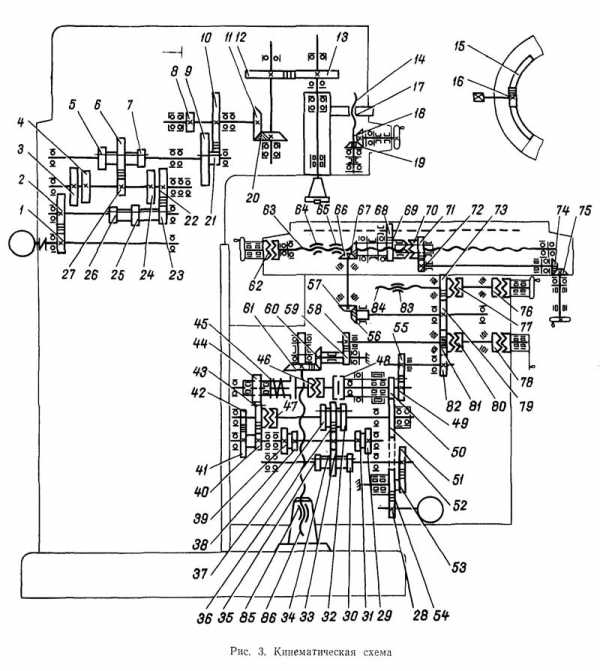
Кинематическая схема консольно-фрезерного станка 6Р12
Схема кинематическая консольно-фрезерного станка 6Р12. Смотреть в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Р12Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
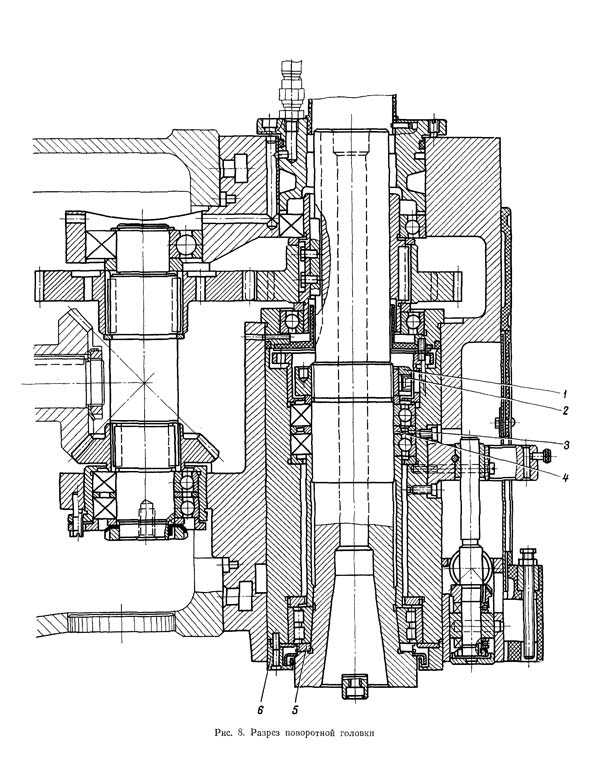
Поворотная головка консольно-фрезерного станка 6Р12
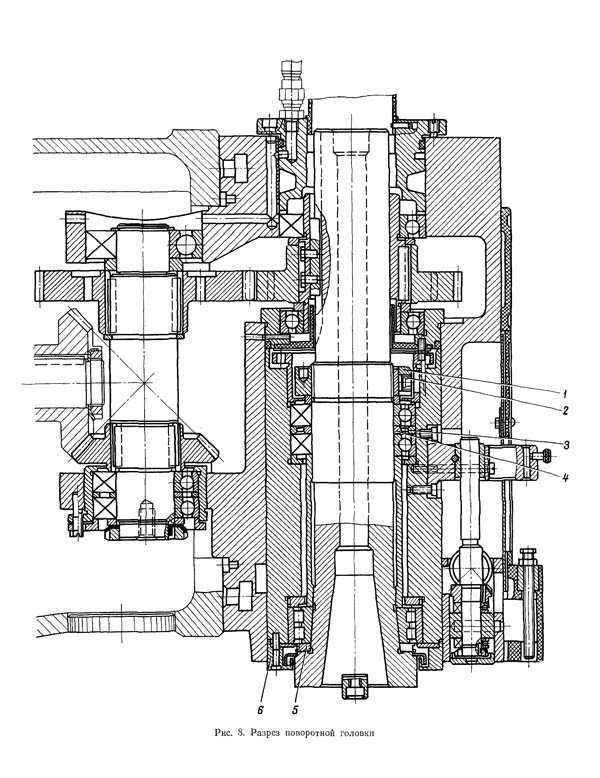
Чертеж поворотной головки консольно-фрезерного станка 6Р12
Поворотная головка (рис.  центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
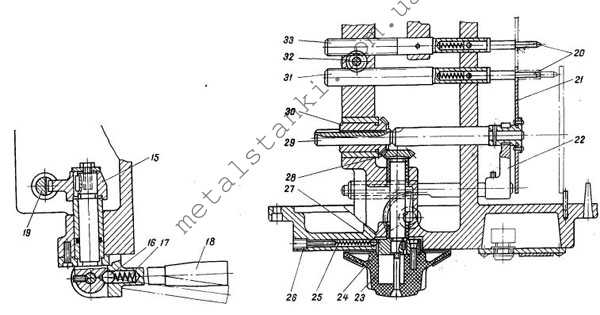
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
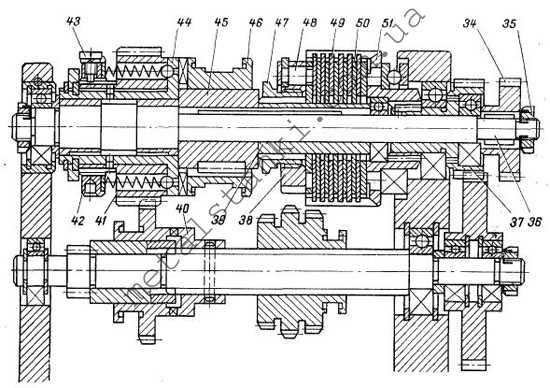
Коробка подач фрезерного станка 6Р12, 6Р12Б
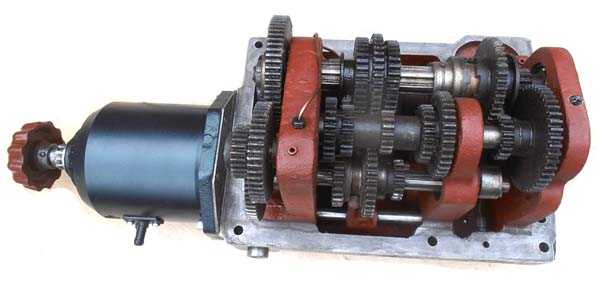
Фото коробки подач консольно-фрезерного станка 6Р12
Коробка подач фрезерного станка 6Р12. Скачать в увеличенном масштабе
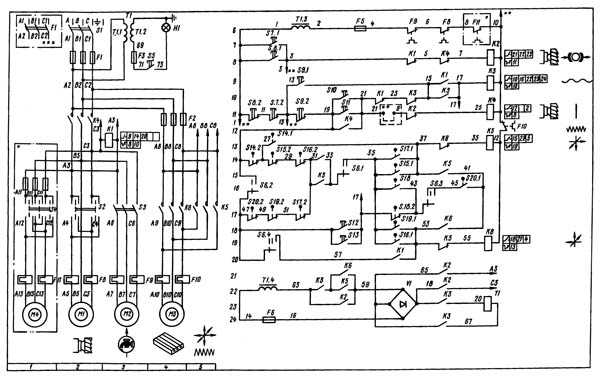
Схема электрическая принципиальная фрезерного станка 6Р12
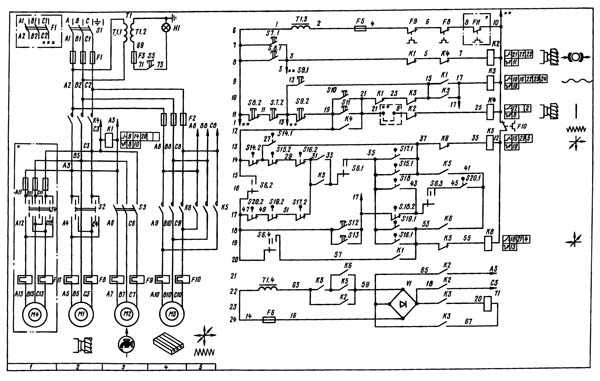
Схема электрическая принципиальная фрезерного станка 6Р12
Схема электрическая принципиальная консольно-фрезерного станка 6Р12. Скачать в увеличенном масштабе
Примечания
- * – только для станков 6Р82Ш, 6Р83Ш
- ** – в электросхему механизма зажима инструмента
- *** – только для станков 6Р13Б
Электрооборудование станка 6Р12
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Консольно-фрезерный станок 6Р12. Видеоролик.
Технические характеристики консольного фрезерного станка 6Р12
| Наименование параметра | 6Н12 | 6М12 | 6Р12 | 6Т12 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н | Н |
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 30..400 | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 350 | 350 | 380 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 700 | 700 | 800 | 800 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 240/ 260 | 240/ 260 | 250 | 320 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 370 | 370 | 420 | 420 |
| Пределы продольных подач стола (X), мм/мин | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 13..665 | 8,3..416,6 | 4,1..530 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 22 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 1 | 1 | 1,330 | 1,330 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 70 | 70 | 70 |
| Конус фрезерного шпинделя | №3 | №3 | №3 | №3 |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | |||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | 29 | |
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 7 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,7 | 2,2 | 2,2 | 3,0 |
| Электродвигатель зажима инструмента, кВт | – | – | – | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 9,825 | 1,87 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1745 х 2260 х 2000 | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3000 | 3120 | 3250 |
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
6Р12, 6Р12Б Паспорт консольно-фрезерного станка, (djvu) 1,2 Мб, Скачать
stanki-katalog.ru
Вертикальные консольно – фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание – как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Железная дорога
- Паспорта и техническая документация
- Металлообра-батывающие станки
- Деревообра-батывающие станки
- Сварочное оборудование
- Естествознание
- Правила
- Контакты
forkettle.ru
описание, технические характеристики и область применения
Вертикально-фрезерный станок 6Р12 обладает высокими техническими и эксплуатационными показателями. На данном оборудовании производится обработка различных заготовок из стали, чугуна, цветных сплавов. Агрегат одинаково эффективно работает с деталями простой и сложной конфигурации. Основная операция преимущественно ведется торцовыми и концевыми фрезами. Рассмотрим особенности устройства и эксплуатации этой техники.

Устройство
Вертикально-фрезерный станок 6Р12 оснащен вертикальным пинольным шпинделем, рабочей поверхностью в виде передвижного по горизонтали стола. Он зафиксирован на консоли, перемещающейся по вертикали благодаря специальным направляющим элементам. На рассматриваемом оборудовании предусмотрено элементарное числовое программное управление и копировальное приспособление, позволяющее работать с криволинейными деталями.
Поворотная головка шпинделя имеет узел осевого механического передвижения гильзы. Такая особенность дает возможность обслуживать отверстия с осями, размещенные по отношению к поверхности стола под диаметрально противоположными углами в 45 градусов.

Принцип работы вертикально-фрезерного станка 6Р12
Криволинейные заготовки на рассматриваемом оборудовании обрабатывают по копирам. Очертание фрезеруемых поверхностей анализируется датчиком электроконтактного типа с подвижным наконечником. Благодаря жесткой конструкции станка на нем можно эксплуатировать фрезы из быстрорежущих сталей, а также синтетические аналоги твердой и сверхтвердой категории.
Вертикальный консольно-фрезерный станок 6Р12 соответствует классу точности «Н», применяется в единичном и серийном производстве. Во всех случаях приспособление демонстрирует высокий показатель выполнения фрезерных и сопутствующих манипуляций.
Технические характеристики вертикально-фрезерного станка 6Р12
Ниже приведены основные параметры рассматриваемого оборудования:
- Габаритные размеры – 2280/1965/2265 мм.
- Вес – 3,2 т.
- Размеры рабочего стола – 1250/320 мм.
- Предельный вес обрабатываемой детали – 250 кг.
- Ход основной поверхности поперечно/продольно – до 800/250 мм.
- Вертикальное смещение основы – до 420 мм.
- Скорость вращения головки шпинделя – 40-2000 оборотов в минуту.
- Число скоростей – 18.
- Диапазон изменения положения пиноли – 70 мм.
- Число подач – 22.
- Мощность электромотора – 7500 Вт.
Большинство характеристик вертикально-фрезерного станка 6Р12 перешло к его аналогам и последующим моделям. Среди самых популярных модификаций агрегата:
- Версия 6Р13Ф3 (с многофункциональным комплексом ЧПУ).
- Широкоуниверсальная модель 6Р13.
- Варианты 6Т12 и 6Т12-1.
- Зарубежные аналоги (FV401, X5032, ВМ127М, 6Д12).

Электросхема
Вертикально-фрезерный станок 6Р12 оборудован электродвигателем силой 7,5 кВт и мотором подачи на 2,2 кВт. Электрическая схема приспособления дает возможность оператору выбрать одну из трех рабочих позиций:
- Автоматический режим (стол перемещается в продольном направлении).
- Управление посредством рукояток и кнопок.
- Функцию круглого стола.
Чтобы упростить переключение подающих скоростей и вращение шпинделя, агрегат оснастили прибором импульсного пуска силовой установки. При использовании кнопок и рычагов схема функционирует за счет замыкания контактов соответствующих клавиш.
Особенности
Шпиндель станка активируется и останавливается кнопками «Пуск» и «Стоп». Вторая клавиша также стопорит двигатель подачи. Перевод оборудования в режим ускоренного хода осуществляется посредством отдельной кнопки.
Если выбрана одна из рабочих передач, оператор не сможет активировать другую скорость, схема будет просто блокировать такую попытку. Двигатель, вращающий шпиндельный элемент, тормозится по электродинамическому принципу. Электросхема также содержит специальное реле, предохраняющее от пробоя выпрямителей, который может возникнуть при отключении мотора.

Автоматический режим рассматриваемого оборудования предусматривает следующую работу схемы:
- Активный подвод.
- Рабочая подача.
- Быстрое отведение.
Если используется опция «круглый стол», работник не может активировать другие подачи, поскольку они находятся под блокировкой. Функционирует режим при помощи двигателя подач, имеется возможность подключения быстрого хода.
Подготовка к эксплуатации
Перед началом использования вертикально-фрезерного станка 6Р12 следует внимательно изучить паспорт и характеристики прибора. В руководстве представлены технические требования к монтажу, правила использования, способы обслуживания, меры безопасности.
Выбирать место для монтажа оборудования необходимо с учетом его габаритов, массы и параметров. Также следует обратить внимание на наличие свободного пространства для оператора и обрабатываемых заготовок. Тяжелые детали обычно помещают при помощи специальных подъемников.
Рекомендации:
- После распаковки необходимо очистить поверхность оборудования от защитного состава, используя специальные составы.
- Производят смазку агрегатов и элементов, указанных в паспорте.
- Перед эксплуатацией проверяют агрегат на отсутствие дефектов и правильность настройки основных узлов. Стоит учитывать, что фактические параметры могут отличаться от номинальных показателей по причине длительной работы.
- После закрепления фрезы монтируют защитное ограждение. Этот элемент входит в комплект поставки.
- После сборки всех компонентов станок запускают на холостых оборотах, проверяют все рабочие режимы.

Ремонт и обслуживание
Большинство некритических неполадок станка 6Р12 вполне реально устранить самостоятельно, без вызова специалиста:
- Силовой агрегат во время работы сильно греется и гудит. Такая неприятность может возникать по причине межфазного короткого замыкания или нарушения целостности цепи между витками обмотки мотора. Если после починки катушки неисправность не исчезла, требуется замена двигателя.
- Стучит подшипник. Здесь все просто – неисправную деталь меняют на новый элемент.
- Если во время старта мотор гудит и не вращается, необходимо проверить фазы на наличие напряжения. Исправить ситуацию поможет замена плавких вставок.
Остальные неисправности требуют участия наладчика или профильного специалиста.
fb.ru
Вертикально-фрезерный станок 6Р12,6Р13:устройство,схемы,характеристики
Кинематическая схема вертикально-фрезерного станка 6Р12,6Р13
Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.
Коробка подач вертикально-фрезерного станка моделей 6р12,6р13
При помощи коробки подач осуществляется рабочая и ускоренная подача стола, салазок и консоли. Крутящий момент передается на выходной вал 36 через предохранительную и кулачковую муфты 46 и втулку 45.Втулка 45 соединяет при помощи шпоночного соединения кулачковую муфту 46 и выходной вал 36.
Ускоренное вращательное движение передается от электродвигателя, минуя коробку подач и шестерню 37, которая расположенная на хвостовике корпуса фрикциона 51 и имеет постоянную частоту вращения.
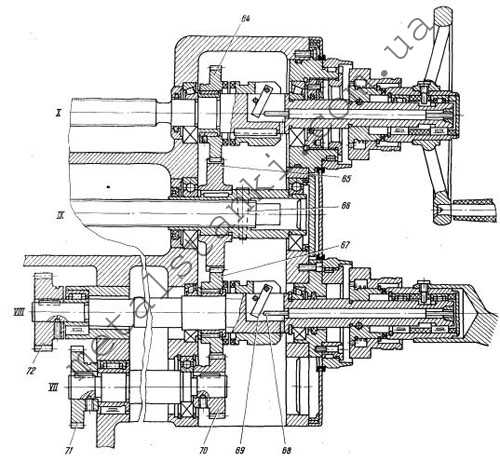
Консоль вертикально-фрезерного станка моделей 6р12,6р13
Консоль является основным узлом объединяющим узлы цепи подач станка. Консоль состоит из валов и зубчатых колес, передающие вращательное движение в трех направлениях – винтам продольной, поперечной и вертикальной подач, а также механизм поперечных и вертикальных подач.
Шестерня 71 получает вращательное движение от шестерни 34 и передает его на шестерни 64, 65, 67 и 70.Шестерня 67 передает крутящий момент валу только через кулачковую муфту 69.Далее через несколько зубчатых передач движение передается на винт 77.
Коническая передача 73 и 78 отрегулирована компенсаторами 75 и 76 и фиксирована винтом.
Шестерня 65 сидит на шпоночном соединении на гильзе и шлицы постоянно вращаться от вала 9 продольного хода.
Паспорт на вертикально-фрезерный станок можно скачать здесь
Техническая характеристика вертикально-фрезерного станка 6Р12,6Р13
| Основные параметры | 6Р12 | 6Р13 |
|---|---|---|
| Размеры рабочей поверхности стола,мм | 1250х320 | 1600х400 |
| Наибольшее перемещение стола,мм: | ||
| продольное механическое | 800 | 1000 |
| продольное ручное | 800 | 1000 |
| поперечное механическое | 240 | 320 |
| поперечное ручное | 250 | 300 |
| вертикальное механическое | 410 | 410 |
| вертикальное ручное | 420 | 420 |
|
Наименьшее и наибольшее расстояние от торца шпинделя до стола,мм |
30-450 | 30-500 |
|
Расстояние от оси шпинделя до вертикальных направляющих станины,мм |
350 | 420 |
| Перемещение стола за одно деление лимба,мм | 0,05 | 0,05 |
| Наибольшее осевое перемещение пиноли шпинделя,мм | 70 | 80 |
| Габариты станка: | ||
| длина | 2305 | 2560 |
| ширина | 1950 | 2260 |
| высота | 2020 | 2120 |
| Вес станка,кг | 3120 | 4200 |
www.metalstanki.com.ua
Вертикально-фрезерный станок 6Р12: технические характеристики, паспорт
Содержание статьи:
Изготовлением и проектированием фрезерных станков 6Р12 занимался специализированный «Завод фрезерного оборудования», г. Нижний Новгород. Этот агрегат предназначен для выполнения общего перечня работ, связанных с обработкой изделий из стали, цветных металлов и их сплавов.
Конструктивные особенности станка

Внешний вид
Исходя из специфики применения станка 6Р12, производитель при проектировании ориентировался на унификацию компонентов и относительно широкую многофункциональность. Он применяется для комплектации мелкосерийных производственных линий и ремонтных мастерских.
Конструктивно станок состоит из чугунной станины, на которой установлены все остальные компоненты. Электрическая часть (двигатель, блок управления) находятся в вертикальном коробе. Фрезерная головка имеет поворотный механизм. Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной оси. Подачи осуществляются за счет электродвигателя.
Конструктивные особенности и характеристики станка 6Р12 указаны в его паспорте и заключаются в следующем:
- наличие копировального устройства. Этот механизм позволяет с высокой точностью и максимально быстро делать обработку деталей по образцу;
- осевое смещение шпиндельной головки. Благодаря этому можно выполнять фрезерование деталей под углом до ±45°;
- устойчивость и достаточно высокая мощность оборудования. Возможна обработка материалов фрезами, изготовленными из быстрорежущей стали. Возникшие колебания будут минимизированы за счет массы станка, а также распределения компонентов.
Для уменьшения вероятности налипания стружки на режущий инструмент в конструкции есть блок охлаждения. С помощью электронасоса СОЖ подается в зону обработки, тем самым снижая нагрев поверхности детали и фрезы. Важно лишь правильно подобрать жидкость, параметры которой описаны в документации.
Для повышения точности изготовления пазов рекомендуется использовать дополнительные компоненты. В особенности это касается механизмов для фиксации и изменения положения детали на поверхности рабочего стола.
Технические характеристики

Расположение компонентов
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.
Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки.
Для смазки узлов поворотной головки шпинделя в конструкции модели 6Р12 есть специальная система, которая выполняет эту функцию в полуавтоматическом режиме. Проведение аналогичных профилактических работ со шпиндельной головкой осуществляется вручную, методом шприцевания.
Рекомендации по эксплуатации
Электрическая схема станка
Перед началом работы на станке необходимо изучить паспорт оборудования, его характеристики. В нем представлены технические требования к установке, правила эксплуатации и порядок проведения ремонтно-профилактических работ.
Выбор места установки оборудования определяется согласно его габаритам, массе и характеристикам. При этом необходимо учитывать свободное пространство для рабочего, а также установку заготовки на рабочий стол. В последнем случае нередко применяют специальные подъемные механизмы.
Дополнительно паспорт содержит следующие рекомендации по эксплуатации вертикально-фрезерного станка 6Р12:
- после распаковки с поверхности станка необходимо убрать защитно-смазочный слой. Для этого используются специальные составы;
- выполнение процедуры смазки узлов и компонентов согласно схеме в паспорте;
- перед началом работ проверяется отсутствие дефектов и правильность настройки оборудования. При этом учитывается, что его фактические эксплуатационные показатели могут отличаться от номинальных вследствие длительной работы;
- после установки фрезы необходимо монтировать защитное ограждение. Оно входит в стандартную комплектацию оборудования;
- по окончании монтажа станок запускается на холостом ходу без установки обрабатываемой детали. Проверяются все режимы работы.
Проведение ремонтных и профилактических работ должно осуществляться согласно ранее составленного графика.
Краткий видеообзор позволит создать впечатления о возможностях станка 6Р12:
stanokgid.ru
6Р13 станок консольно-фрезерный вертикальный общего назначенияПаспорт, руководство, схемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6р13, 6р13Б
Производитель серии универсальных фрезерных станков 6р13, 6р13Б Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
Станок 6Р13Б отличается от станка 6Р12Б установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р13Б имеют, в отличие от станков 6Р13, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.
Сегодня консольно-фрезерные станки – выпускает предприятие ООО “Станочный Парк”, основанное в 2007 году.
История вертикального консольного фрезерного станка 6Р13
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т82-1, 6Т13-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т13, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш,.
Классификация, обозначение и основные характеристики фрезерных станков
Классификация металлорежущих станков
6Р13 станок вертикальный консольно-фрезерный. Назначение, область применения
Станок с вертикальным пинольным шпинделем. Крестово перемещающийся в горизонтальной плоскости стол смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Вертикальный консольно-фрезерный станок 6Р13 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станки оснащены специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станка Н по ГОСТ 8—77.
Российские и зарубежные аналоги станка 6Р13
FSS315, FSS350MR, (FSS450MR) – 315 х 1250 (400 х 1250) – производитель Гомельский станкостроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 – 320 х 1320 – производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 х 1350 (400 х 1600) – производитель Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
Посадочные и присоединительные базы фрезерного станка 6Р13Б
Посадочные и присоединительные базы фрезерного станка 6Р13Б
Общий вид вертикального консольно-фрезерного станка 6Р13
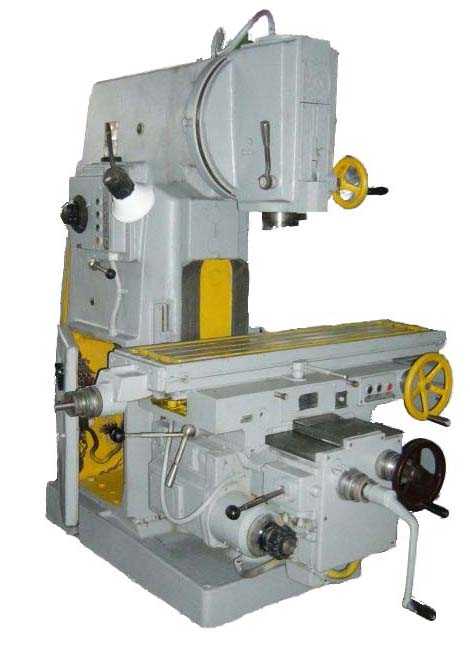
Фото консольно-фрезерного станка 6Р13Б
Расположение составных частей консольно-фрезерного станка 6Р13
Расположение составных частей фрезерного станка 6Р13
Перечень составных частей консольно-фрезерного станка 6Р13
- Станина – 6Р13-1
- Поворотная головка – 6Р13-31
- Коробка скоростей – 6М13-3
- Коробка подач – 6Р83-4
- Коробка переключения – 6Р83-5
- Консоль – 6Р13-6
- Стол и салазки – 6Р83Г-7
- Электрооборудование – 6Р13-8
Расположение органов управления консольно-фрезерным станком 6Р13
Расположение органов управления фрезерным станком 6Р13
Перечень органов управления консольно-фрезерным станком 6Р13
- Кнопка „Стоп” (дублирующая)
- Кнопка „Пуск шпинделя” (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол” (дублирующая)
- Кнопка „Импульс шпинделя”
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол”
- Кнопка „Пуск шпинделя”
- Кнопка „Стоп”
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо”
- Переключатель насоса охлаждения „включено выключено”
- Переключатель ввода „включено-выключено”
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Схема кинематическая консольно-фрезерного станка 6Р13
Кинематическая схема консольно-фрезерного станка 6Р13
Схема кинематическая консольно-фрезерного станка 6Р13. Скачать в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Р13Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Р13
Чертеж поворотной головки консольно-фрезерного станка 6Р13
Поворотная головка (рис. центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Коробка подач фрезерного станка 6Р13, 6Р13Б
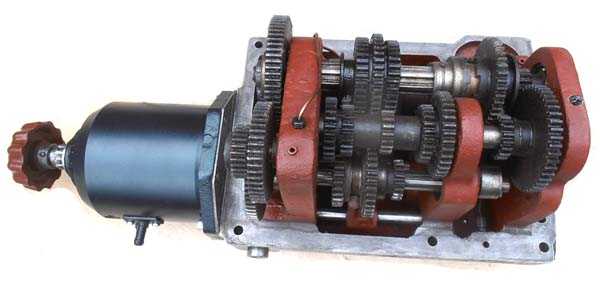
Фото коробки подач фрезерного станка 6Р13, 6Р13Б
Коробка подач фрезерного станка 6Р13. Скачать в увеличенном масштабе
Схема электрическая принципиальная фрезерного станка 6Р13
Электрическая схема фрезерного станка 6Р13
Схема электрическая принципиальная консольно-фрезерного станка 6Р13. Скачать в увеличенном масштабе
Примечания
- * – только для станков 6Р82Ш, 6Р83Ш
- ** – в электросхему механизма зажима инструмента
- *** – только для станков 6Р13Б
Электрооборудование станка 6Р13
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
6Р13 станок фрезерный вертикальный консольный. Видеоролик.
Технические характеристики консольного фрезерного станка 6Р13, 6Р13Б
| Наименование параметра | 6Р12 | 6Р12Б | 6Р13 | 6Р13Б |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1600 х 400 | 1600 х 400 |
| Расстояние от торца шпинделя до поверхности стола, мм | 30..450 | 30..450 | 30..500 | 30..500 |
| Расстояние от оси шпинделя до вертикальных направляющих (вылет), мм | 350 | 350 | 420 | 420 |
| Наибольшее ручное перемещение стола в продольном/ поперечном/ вертикальном направлении, мм | 800/ 250/ 420 | 800/ 250/ 420 | 1000/ 320/ 420 | 1000/ 320/ 420 |
| Наибольшее механическое перемещение стола в продольном/ поперечном/ вертикальном направлении, мм | 800/ 240/ 410 | 800/ 240/ 410 | 1000/ 300/ 410 | 1000/ 300/ 410 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 300 | 300 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 31,5..2500 | 31,5..1600 | 31,5..2500 |
| Количество скоростей шпинделя | 18 | 20 | 18 | 20 |
| Наибольшее осевое перемещение пиноли шпинделя, мм | 70 | 70 | 80 | 80 |
| Перемещение пиноли на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение пиноли на один оборот лимба, мм | 4 | 4 | 4 | 4 |
| Конец шпинделя по ГОСТ 836-62 | 3 | 3 | 3 | 3 |
| Наибольший угол поворота шпиндельной головки, град | ±45 | ±45 | ±45 | ±45 |
| Рабочий стол | ||||
| Перемещение стола на одно деление лимба. Продольное, поперечное, вертикальное, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба. Продольное, поперечное/ вертикальное, мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Пределы продольных и поперечных подач стола (X. Y), мм/мин | 12.5..1250 | 40..2000 | 12.5-1250 | 40..2000 |
| Пределы вертикальных подач стола (Z), мм/мин | 8,3..416,6 | 13,3..666,6 | 8,3..416,6 | 13,3..666,6 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 18 |
| Скорость быстрых перемещений X, Y/Z поперечных, м/мин | 3/ 1 | 4,6/ 1,53 | 3/ 1 | 4,6/ 1,53 |
| Механика станка | ||||
| Наибольшее усилие резания, допускаемое механизмом подачи в продольном/ поперечном/ вертикальном направлении, кН | 15/ 12/ 5 | 15/ 12/ 5 | 20/ 12/ 8 | 20/ 12/ 8 |
| Наибольший допускаемый диаметр фрез при черновой обработке, мм | 160 | 160 | 200 | 200 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть | есть | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть | есть | есть |
| Блокировка раздельного включения подачи | есть | есть | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | нет | нет | нет |
| Торможение шпинделя | есть | есть | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть | есть | есть |
| Электрооборудование и привод станка | ||||
| Электродвигатель привода главного движения, кВт | 7,5 | 10,0 | 10,0 | 13,0 |
| Электродвигатель привода подач, кВт | 2,2 | 2,2 | 3,0 | 3,0 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 | 0,125 | 0,125 |
| Габаритные размеры и масса станка | ||||
| Габаритные размеры (длина х ширина х высота), мм | 2305 х 1950 х 2020 | 2340 х 1950 х 2020 | 2560 х 2260 х 2120 | 2600 х 2260 х 2120 |
| Масса станка, кг | 3120 | 3180 | 4200 | 4270 |
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
6Р13, 6Р13Б Паспорт консольно-фрезерного станка, (djvu) 1,2 Мб, Скачать
stanki-katalog.ru
Фрезерные станки. Фото, Паспорта, РЭ. Оборудование единичного производства
6А12П – станок консольно-фрезерный с программным управлением. 6А12Р – станок консольно-фрезерный. Паспорт
http://www.chipmaker…iles/file/8314/
____________________________________________________________________________
6А73П Фрезер
http://www.chipmaker…iles/file/6622/
___________________________________________________________________________
6А75ВФ1 – станок инструментальный широкоуниверсальный фрезерный класса точности В с цифровой индикацией, г. Одесса. Паспорт, Руководство по эксплуатации 6А75ВФ1.00.000 РЭ /на 153 страницах/ г. Одесса, 1977 год http://www.chipmaker…iles/file/5620/
___________________________________________________________________________
6Б75В, станок фрезерный инструментальный, Одесса. Инструкция по эксплуатации и материалы по быстроизнашивающимся частям. http://www.chipmaker…iles/file/3452/
6Б75В. Электросхема фрезерного станка http://www.chipmaker…les/file/10772/
6Б75В, станок фрезерный инструментальный, Одесса, 1977г. Инструкция по эксплуатации и материалы по быстроизнашивающимся частям. http://www.chipmaker…iles/file/9687/
___________________________________________________________________________
6В11, 6В11Р – вертикальные консольно-фрезерные станки. Паспорт
http://www.chipmaker…iles/file/8220/
______________________________________________________________________________
6В75 и 6В75П Универсальные фрезерные станки Руководство по эксплуатации и обслуживанию универсально-фрезерных станков моделей 6В75 и 6В75П http://www.chipmaker.ru/files/file/57/
___________________________________________________________________________
6Г463, станок гравировальный копировально-фрезерный с пантографом для контурного копирования с ручным управлением, Львов. Паспорт
http://www.chipmaker…iles/file/8991/
_____________________________________________________________________________
6Е463 Паспорт http://www.chipmaker…files/file/761/
___________________________________________________________________________
6Е80Ш, 6Е80ШФ2 – станок фрезерный консольный широкоуниверсальный, станкозавод “Жальгирис”, г. Вильнюс. Паспорт и Руководство по эксплуатации 6Е80Ш.00.00.000РЭ. 1980 год http://www.chipmaker…iles/file/5571/
____________________________________________________________________________
6Е75ПФ1 – станок фрезерный широкоуниверсальный инструментальный, г. Ереван. Паспорт, Руководство. http://www.chipmaker…iles/file/5920/
_____________________________________________________________________________
6М76П станок фрезерный инструментальный, Иркутск. Паспорт http://www.chipmaker…iles/file/2004/
6М76П – станок фрезерный. Электросхема и запчасти http://www.chipmaker…iles/file/6249/
_____________________________________________________________________________
6М82 кинематика станка. http://www.chipmaker…files/file/388/
6М82, 6М82Г, 6М82ГБ – консольно-фрезерные станки, Горький. Руководство и Паспорт http://www.chipmaker…files/file/776/
_____________________________________________________________________________
6М82Ш, 6М83Ш – станок широкоуниверсальный консольно-фрезерный, Горький, 1969г. и 1961 г. Руководство к станку. http://www.chipmaker…iles/file/5265/
_____________________________________________________________________________
6М83, 6М83Г, 6М13Г, 6М13ПБ, 6М83Ш – станки широкоуниверсальные консольно-фрезерные, Горький. Чертежи деталей станков http://www.chipmaker…iles/file/5371/
6М83, 6М83Г – универсальный горизонтальный консольно-фрезерный станок, ГЗФС, г. Горький. Паспорт, руководство по эксплуатации, 1961 год http://www.chipmaker…iles/file/7397/
_____________________________________________________________________________
6М12П – вертикально-фрезерный станок. Паспорт http://www.chipmaker…iles/file/7291/
6М12П, 6М12ПБ – консольно фрезерные станки с поворотной головкой. Паспорт с электрической схемой http://www.chipmaker…iles/file/7510/
6М12, 6М12П, 6М12ПБ, фрезерный станок. Паспорт http://www.chipmaker…les/file/10320/
_____________________________________________________________________________
6М13П Электросхема http://www.chipmaker…iles/file/8819/
6М13У, станок вертикально-фрезерный с ручным электрическим управлением, Савёлово. Паспорт http://www.chipmaker…iles/file/8909/
6М13П, 6М13ПБ, консольно-фрезерные станки, г. Горький. Паспорт, 1966 год http://www.chipmaker…iles/file/9584/
_________________________________________________________________________________
6Н13П – электрическая принципиальная схема станка 6н13п http://www.chipmaker…iles/file/1227/
6Н13П – станок вертикальный консольно-фрезерный. Паспорт, Руководство по эксплуатации http://www.chipmaker…iles/file/5289/
_____________________________________________________________________________
6Н81, фото и некоторые сканы из паспорта http://www.chipmaker…iles/file/1540/
6Н81, 6Н11, 6Н81Г – станок фрезерный (вертикальный, универсальный, горизонтальный), Дмитров. Руководства к станкам http://www.chipmaker…iles/file/2098/
6Н81А – станок фрезерный, г. Дмитров. Паспорт http://www.chipmaker…iles/file/7219/
6H81A, станок фрезерный универсальный, Дмитров. Паспорт. 1970 г. http://www.chipmaker…iles/file/4991/
6Н81Г, 6Н81, 6Н11, консольно-фрезерные станки, Дмитров. Паспорт http://www.chipmaker…iles/file/8850/
_____________________________________________________________________________
6Н80Г, 6Н80, 6Н10, 6Н80Ш. Альбом сменных деталей фрезерных станков . http://www.chipmaker…iles/file/6592/
6Н80Г, 6Н804Г, 6Н10, 6Н104, 6Н80, 6Н80Ш, фрезерные станки. Каталог запасных деталей. НИИМАШ, 1983
http://www.chipmaker…les/file/10184/maker.ru/files/file/11674/
_____________________________________________________________________________
6П80Г, 6П80 – универсальный горизонтально-фрезерный станок, Вильнюс. “Жальгирис”. Руководство к станку. http://www.chipmaker…iles/file/5521/
_____________________________________________________________________________
6Р10 Руководство. Электрооборудование. http://www.chipmaker…iles/file/3899/
6Р10, 6Р80Г, 6Р80 – фрезерные консольные станки. “Жальгирис”. Паспорт, Руководство по эксплуатации 6Р80Г.00.000.РЭ. 1974 год. http://www.chipmaker…iles/file/5079/
6Р80Г, 6Р80, 6Р10, 6Р80Ш – фрезерные консольные станки, Вильнюс, станкозавод “Жальгирис”. Паспорт, 1978 год
http://www.chipmaker…iles/file/7753/
_____________________________________________________________________________
6Р12, 6Р12Б, 6Р13, 6Р13Б – вертикальные консольно-фрезерные станки, г. Горький. Паспорт, Электросхемы http://www.chipmaker.ru/files/file/60/
6Р12 электросхема к фрезерному станку. http://www.chipmaker…files/file/616/
6Р12,6Р12Б,6Р13,6Р13Б Консольно-фрезерные вертикальные станки. Паспорт http://www.chipmaker…iles/file/1127/
6Р12 (6Р13, 6Р82, 6Р83), станок консольно-фрезерный, электросхема. г. Горький http://www.chipmaker…iles/file/3811/
6Р12 устройство зажима инструмента. http://www.chipmaker…iles/file/5285/
____________________________________________________________________________
6Р13Ф3-37 – вертикальный консольно-фрезерный станок с ЧПУ, ГЗФС, г. Горький. Паспорт. http://www.chipmaker…iles/file/7456/
6Р13Ф3. Схема электрическая принципиальная. Станок фрезерный консольный вертикальный с ЧПУ Н33 и приводами КЕМРОН (НРБ) Схема электрическая принципиальная (формат А1) http://www.chipmaker…les/file/11515/
_________________________________________________________________________________
6Р80Ш, станок фрезерный широкоуниверсальный, Жальгирис. Паспорт
http://www.chipmaker…iles/file/7591/
___________________________________________________________________________________
6Р811, 6Р81, 6Р11, 6Р81Ш Консольно-фрезерные станки. Паспорт http://www
www.chipmaker.ru
Тип документации: Руководство по эксплуатации
Производитель: Ордена Ленина, завод фрезерных станков, г. Горький (Завод Фрезерных Станков ЗФС)
Год выпуска: 1978
Листов / страниц: 50 / 50
Тип файлов: DJVU
Копия: сканированная
Качество изображений: ч/б, 2550*3509, 300dpi
Архиватор: WinZip
Размер архива: 3.4 Мб
Паспорт выложен пользователем: Administrator
Данный раздел паспорта содержит документацию только по механической части станка.
Электрооборудование и электросхемы смотрите в другом разделе.
Также вы можете найти ссылки на возможные ревизии электрооборудования к данному станку, пролистав описание до конца.
Будьте внимательны, станки производило несколько предприятий — Горький (Нижний Новгород, ГЗФС) и Воткинск (ВМЗ). Проверяйте изготовителя вашего станка и ищите на портале нужную вам документацию
Дополнительная информация:
Руководство по эксплуатации (паспорт) на станок 6Р12, 6Р12Б, 6Р13, 6Р13Б вертикальный консольно-фрезерный
Руководство по эксплуатации 6Р12.ЭО.000 РЭ1 Часть 1:
— Назначение и область применения, состав станка, стр. 2
— Устройства и работа, стр. 3-4
— Кинематика, стр. 5-7
— Станина, поворотная головка, коробка скоростей, коробка подач стр. 8-11
— Консоль, механизм быстрого хода, механизм включения подач, стр. 12-17
— Система смазки, стр. 18-19
— Инструкция по эксплуатации, порядок установки, стр. 20-21
— Настройка, наладка, режимы работы, стр. 22-24
— Охлаждения, регулирование, стр. 25-27
— Схема расположения подшипников, стр. 28
— Паспорт: основные технические характеристики, стр. 29-30
— Механика станка, стр. 31-32
— Сведения о ремонте и изменениях в конструкции, стр. 33-35
— Комплект поставки (стандартный), стр. 36
— Материалы по быстроизнашивающимся частям, стр. 37-42
— Содержание, стр. 43
— Комплект поставки (опциональный), стр. 44
— 6Р12 устройство зажима инструмента, 6 страниц
Дополнительная документация (нажмите на ссылку, чтобы просмотреть):
— Электрооборудование станка 6Р12, 6Р12Б, 6Р13, 6Р13Б вертикально-фрезерного консольного (Горьковский завод фрезерных станков)
— Паспорт на станок 6Р13, 6Р13Б фрезерный консольный (Воткинский машиностроительный завод)
Инструкции по скачиванию паспорта:
Если Вы решили скачать документацию или паспорт на станок 6Р12, 6Р12Б, 6Р13, 6Р13Б вертикальный фрезерный консольный — нажмите на кнопку «Скачать паспорт 6Р12, 6Р12Б, 6Р13, 6Р13Б бесплатно с файлообменника», расположенную ниже этого текста. В вашем обозревателе откроется новая страница файлообменника depositfiles, на которой выберите тип загрузки «Обычное скачивание», нажав соответствующую кнопку под правым кругом (показатель скорости загрузки). Важно: закройте открывшееся меню (нажать крестик) с предложением подписки на пробный период (акция). Далее дождитесь своей очереди (обычно это занимает 1 минуту, у вас будет отсчет времени), появится меню с предложением ввести контрольные слова или посмотреть видео с контрольным словом, введите контрольное слово и нажмите «continue». После этого появится большая кнопка «Скачать файл браузером в ообычном режиме».Смело нажимаете и получаете файл. В случае если с Вашего IP адреса уже ведется скачивание Вам придется дождаться окончания предыдущей загрузки. Платить за скачивание не нужно! После скачивания паспорта распакуйте его архиватором WinRAR или WinZIP и руководство готово к использованию. Если у вас что-то не получается, посмотрите в youtube видеоинструкцию «как скачать бесплатно с dfiles».
Более подробно о программах и форматах, используемых для чтения документации — проследуйте в раздел главного меню «Помощь по сайту».
Удачного скачивания! И не забывайте оставлять отзывы о паспортах на оборудование.
Перед скачиванием обязательно ознакомьтесь с пользовательским соглашением. Нажатие ссылки «скачать с файлообменника» означает полное и безоговорочное согласие со всеми пунктами пользовательского соглашения.
![]() Скачать паспорт на станок 6Р12, 6Р12Б, 6Р13, 6Р13Б с файлообменника
Скачать паспорт на станок 6Р12, 6Р12Б, 6Р13, 6Р13Б с файлообменника
Документ скачан 4166 раз(а)
Универсальный станок 6Р12, позволяющий выполнять достаточно широкий спектр расточных, сверлильных и фрезерных работ, начал выпускаться в 1970-х годах на станкостроительном комбинате г. Горький.
1 Вертикально-фрезерный станок 6Р12 – коротко о главном
Интересующее нас оборудование имеет высокие технические и эксплуатационные характеристики. Именно благодаря им на станке допускается производить обработку разнообразных изделий из чугуна, сплавов цветных металлов, стали. Причем станок с легкостью работает как с простыми по форме заготовками, так и со сложными. В большинстве случаев фрезерование изделий ведется концевыми и торцовыми фрезами.
Агрегат располагает пинольным вертикальным шпинделем, рабочим столом, который передвигается по горизонтали. Стол закреплен на консоли, передвигающейся в вертикальном направлении по специальным направляющим. На 6Р12 имеется простой числовой программный комплекс и копировальный механизм. Последний позволяет работать с криволинейными заготовками.

В целом же характеристики установки таковы, что она без труда фрезерует рамки, всевозможные углы, наклонные, горизонтальные и вертикальные плоскости.
Шпиндельная головка агрегата (она является поворотной) снабжена устройством осевого ручного передвижения гильзы. За счет этой конструктивной особенности на 6Р12 можно обрабатывать отверстия с осями, которые по отношению к столу размещаются под углом от -45 до +45 градусов.
Криволинейные поверхности на станке фрезеруют по копирам. Их контур анализируется электроконтактным датчиком (точнее его подвижным наконечником). Конструкция агрегата жесткая, благодаря этому на него можно устанавливать фрезы из быстрорежущих сталей и разнообразных синтетических композиций твердой и сверхтвердой группы.

Станок 6Р12, имеющий класс точности «Н», рекомендован для использования в серийном и единичном производстве. И в первом, и во втором случае он демонстрирует высокую эффективность выполнения фрезерных и иных операций. Добавим, что ремонт данного оборудования сравнительно прост, что обусловлено отсутствием сверхсложного ЧПУ, а также наличием запасных частей.
Схема станка унифицирована, для замены вышедших из строя деталей допускается применять запчасти с других агрегатов Горьковского и других станкостроительных комбинатов. Понятно, что при таких условиях ремонт 6Р12 особых проблем не вызывает.
2 Технические характеристики универсального станка
Мы не будем приводить здесь все без исключения характеристики и описываемой фрезерной установки, а ограничимся лишь ее основными техническими параметрами. Они таковы:
- частота работы шпинделя – от 40 до 2000 об/мин;
- габариты рабочего стола – 125 на 32 см;
- вертикальные подачи (предельные значения) – 4,1–530 мм/мин;
- продольные и поперечные подачи (предельные значения) – 12,5–1600 мм/мин;
- скорости шпинделя (количество) – 18;
- масса (максимальная) детали для обработки – 250 кг;
- передвижение пиноли – 7 см;
- быстрые перемещения (величина скорости) – 4,1–330 м/мин;
- число подач (в любых рабочих направлениях) – 22;
- ход стола (допустимый) – 420, 250 и 800 мм (соответственно – вертикальный, поперечный и продольный).

Многие характеристики станка остались неизменными и тогда, когда на смену 6Р12 пришли другие агрегаты. К наиболее известным модификациям оборудования относят станок 6Р13Ф3, оснащенный более совершенной и многофункциональной системой ЧПУ, станок 6Р13 (широкоуниверсальный), 6Т12 и 6Т12-1. Кроме того, за границей и в нашей стране выпускались аналоги данного агрегата. Например, болгарский FV401 (312М), китайский Х5032, российские 6Д12 Дмитровского завода и ВМ127М Воткинского.

3 Электрическая схема 6Р12
Станок оснащен электродвигателем с частотой вращения 1460 оборотов в минуту мощностью 7,5 киловатт. Также имеется двигатель подачи (его частота равняется 1430 оборотам в минуту, мощность – 2,2 киловаттам). Электрическая схема агрегата позволяет оператору выбрать один из трех режимов его функционирования:
- управление в автоматическом режиме, когда стол перемещается продольно;
- управление при помощи кнопок и рукояток;
- режим круглого стола.
С целью упрощения переключения скоростей подачи и вращения шпинделя станок снабдили устройством импульсного запуска двигателя. Если же оператор использует рукоятки, схема работает за счет замыкания требуемых кнопок и конечных выключателей.

Шпиндель включается при нажатии кнопки «ПУСК», останавливается кнопкой «СТОП». Причем при активации второй кнопки останавливается и двигатель подачи. Для перевода станка в режим быстрого хода электрическая схема предусматривает отдельную управляющую кнопку.
При выборе одной из доступных подач оператор не может включить другую подачу, схема агрегата просто-напросто блокирует подобную возможность. Торможение двигателя, который вращает шпиндельный узел, происходит по электродинамическому принципу. Электрическая схема, кроме того, включает в себя специальное реле, необходимое для предохранения от пробоя селеновых выпрямителей. Такой пробой вполне может возникнуть при отключении двигателя.

В автоматическом цикле электросхема фрезерного агрегата функционирует следующим образом:
- быстрый подвод;
- подача (рабочая);
- быстрый отвод.
При эксплуатации режима «Круглый стол» оператор не имеет возможности запустить какие-либо подачи, так как они заблокированы. Осуществляется режим за счет двигателя подач, допускается включение быстрого хода «Круглого стола».
4 Ремонт вертикально-фрезерной установки
Некоторые несущественные неисправности станка можно устранить на месте без вызова специалистов-наладчиков. К распространенным неполадкам 6Р12 относят далее указанные явления:
- Двигатель при работе перегревается и сильно гудит. Причиной такого явления обычно является межфазное короткое замыкание либо замыкание между витками обмотки двигателя. Решение проблемы – ремонт обмотки (если после этого двигатель продолжает работать неадекватно, требуется его замена).
- Слышен стук в подшипнике. В данном случае можно смело менять подшипник, так как дело именно в нем.

Если при запуске двигатель сильно гудит и не вращается, вероятнее всего, в одной из фаз отсутствует напряжение. Ремонт в такой ситуации заключается в замене плавких вставок.